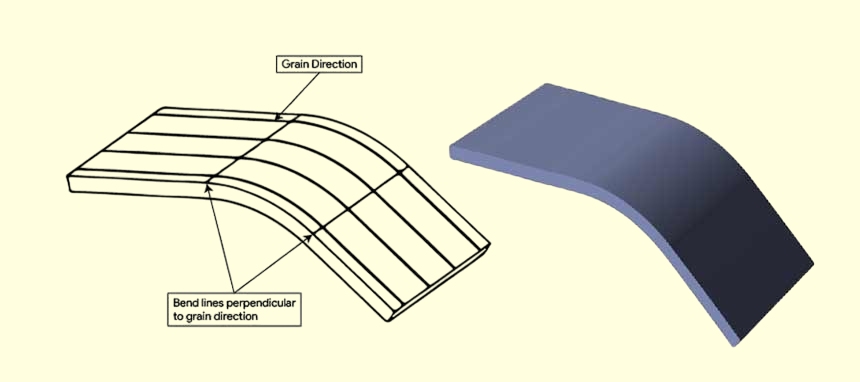
تبدأ العديد من مشاكل الثني التي يواجهها المصنعون - من تشقق الحواف إلى الزوايا غير المتوقعة - في الواقع على مستوى المادة. فكل صفيحة مدرفلة تحمل "اتجاهًا حبيبيًا" يتشكل عندما تتمدد بلورات المعدن وتحاذيها أثناء الدرفلة. تؤثر هذه البنية غير المرئية بشدة على سلوك المعدن عند ثنيه أو ضغطه أو تشكيله.
عندما ينحني المعدن باتباع التعرّب، يميل المعدن إلى الانقسام أو ظهور علامات سطحية. وعندما ينحني عبر التعرّب، فإنه عادةً ما يحافظ على شكله بشكل أفضل ويدوم لفترة أطول تحت الضغط. تساعد معرفة هذا الفرق المهندسين على التحكم في التشقق وتقليل الانثناءات وتحسين مظهر السطح - دون تغيير المواد أو الأدوات.
بالنسبة لأي شخص يقوم بتصميم أو تصنيع أجزاء الصفيحة المعدنية، فإن فهم اتجاه الحبيبات لا يتعلق فقط بعلم المواد. إنها قاعدة عملية تفصل بين الإنتاج المستقر وإعادة العمل المكلفة.
ما أهمية اتجاه الحبوب في الإنتاج?
في كل مرة يتم فيها دحرجة الصفيحة، تتمدد آلاف البلورات المعدنية إلى حبيبات طويلة وضيقة. تتصرف هذه الحبيبات بشكل يشبه إلى حد كبير ألياف الخشب - أسهل في الانحناء على طولها ولكنها أقوى عبرها. وإذا تم تجاهل هذا الاتجاه، فقد تؤدي هذه الاتجاهية إلى:
- زوايا ارتداد غير متوقعة، حتى عندما تكون الأجزاء متطابقة على الورق.
- الشقوق الدقيقة أو "خطوط الكسر" التي تظهر أثناء التشطيب أو الطلاء بالمسحوق.
- الأجزاء التي تتعطل مبكراً تحت الاهتزاز أو التحميل الدوري.
في الأعمال عالية الدقة مثل العبوات أو الإطارات أو الأغطية، يضمن التحكم في اتجاه الحبيبات اتساق الجودة من دفعة إلى أخرى. يمكن للخطوة الصغيرة المتمثلة في محاذاة خط الانحناء بشكل صحيح أن توفر ساعات من الضبط لاحقًا عند مكابح الكبس.
ما هو اتجاه الحبوب؟
عندما يتم دحرجة الصفيحة المعدنية، يتمدد هيكلها الداخلي على طول اتجاه الدرفلة. وتحدّد المحاذاة الناتجة اتجاه الحبيبات - وهو المسار الذي تتوجه على طوله معظم بلورات المعدن.
يصف المهندسون الانحناء في ثلاثة اتجاهات:
- مع الحبوبيمتد خط الانحناء موازيًا لاتجاه التدحرج.
- عبر الحبوب - يمتد خط الانحناء عمودياً على اتجاه التدحرج.
- قطري على الحبيبات - يمتد خط الانحناء بزاوية، وعادةً ما يكون بزاوية 45 درجة تقريباً.
وبسبب هذه التركيبة، تصبح الصفائح المعدنية متباينة الخواص - حيث تختلف خواصها الميكانيكية حسب الاتجاه. فعبر الحبيبات يمكن للمعادن أن تتمدد أكثر قبل أن تتشقق. وعلى طول الحبيبات تكون أكثر صلابة ولكنها أقل ليونة. ويُعد التعرف على هذا التباين الخواص هو مفتاح التحكم في نتائج الانحناء.
كيف يؤثر الدرفلة على خواص المواد?
يغير الدرفلة التوازن الداخلي للمعدن من حيث القوة والليونة. فعلى طول اتجاه الدرفلة، تزداد قوة الشد قليلاً، لكن الاستطالة (الليونة) تقل. في الاتجاه المعاكس، يمكن للمعدن أن يتحمل المزيد من الإجهاد قبل الفشل.
التباين النموذجي للخاصية حسب الاتجاه:
| المواد | تباين القوة (عبر الحبوب مقابل مع الحبوب) | تباين الليونة |
|---|---|---|
| الفولاذ الطري | ±5-8% | ما يصل إلى 10% أعلى عبر الحبوب |
| الألومنيوم 6061-T6 | ± 10-15% | ما يصل إلى 20% أعلى عبر الحبوب |
| الفولاذ المقاوم للصدأ 304 | ±6-10% | حوالي 10% أعلى عبر الحبيبات |
وهذا يعني أنه حتى مع تطابق السُمك والأدوات وزاوية الانحناء، ستختلف النتائج حسب الاتجاه. في الأجزاء عالية التحمل، يمكن أن يؤدي تجاهل هذا العامل إلى ظهور علامات إجهاد مرئية أو هندسة غير متناسقة.
كيف يؤثر اتجاه الحبوب على نتائج الانحناء?
يؤثر اتجاه الحبيبات بشكل مباشر على كيفية تمدد ألياف المادة من الخارج من الانحناء وانضغاطها من الداخل. يسمح الاتجاه الصحيح بتشكيل الانحناء بسلاسة. أما الاتجاه الخاطئ فيمكن أن يتسبب في حدوث تشقق أو انثناء خارج حدود التحمل.
| التوجيه | السلوك | النتيجة النموذجية | الإجراء الموصى به |
|---|---|---|---|
| مع الحبوب | أسهل في الثني ولكن أقل ليونة | ارتفاع خطر التشقق والسطح الخشن | استخدام نصف قطر داخلي أكبر |
| عبر الحبوب | يتطلب قوة أكبر وليونة أعلى | ثني نظيف، بأقل قدر من التشقق | مفضلة للأجزاء الحرجة |
| قطري | خصائص معتدلة | تسوية مقبولة | حافظ على اتساق التوجهات |
الانحناء مع الحبوب
عند الثني مع الحبيبات فإن الألياف المعدنية على الحافة الخارجية تتمدد على طول محاذاة طبيعية. وهذا يجعل الثني أسهل ولكن أقل تسامحاً. قد تظهر على السطح شقوق شعرية أو علامات باهتة، خاصة على الألومنيوم والفولاذ المقاوم للصدأ.
المشكلة: مخاطر تكسير عالية وزوايا غير متناسقة.
سبب: تنفصل الحبيبات تحت الشد عند شدها بشكل موازٍ للدحرجة.
حل: قم بزيادة نصف قطر الانحناء (1.5-2× سمك) واستخدم خامات أكثر ليونة عند الإمكان.
الانحناء عبر الحبوب
الثني عبر الحبوب أقوى وأكثر موثوقية بشكل عام. يقاوم الهيكل الداخلي للمعدن الشد بالتساوي، مما يقلل من خطر التشقق ويحسن دقة الثني.
المشكلة: الحمولة المطلوبة أعلى قليلاً.
سبب: تزداد مقاومة التشوه عبر حدود الحبيبات.
حل: استخدم نصف قطر مثقاب قياسي وتأكد من قدرة المكبس على التعامل مع زيادة طفيفة في الحمولة.
الانحناء القطري (45 درجة على الحبيبات)
عندما تمنع هندسة الأجزاء المحاذاة، فإن الثني القطري يوفر نهجًا متوازنًا. فهو يجمع بين ليونة معتدلة وجودة سطح مقبولة.
ومع ذلك، يصبح اتساق الإنتاج أمرًا بالغ الأهمية. يمكن أن يؤدي تغيير اتجاه الانحناء ولو بشكل طفيف بين الدفعات إلى تغيير الأبعاد النهائية أو زوايا الانطلاق. قم دائمًا بتحديد الاتجاه وتأمينه قبل القطع أو التعشيش.
التأثيرات الرئيسية التي يجب مراعاتها
لا يغير اتجاه الحبيبات من سهولة ثني المعدن فحسب، بل يؤثر على قوة الجزء ودقته وصقله بعد التشكيل. هناك ثلاث نتائج أساسية تحدد سلوك الانحناء: الحد الأدنى لنصف قطر الانحناء، والانبعاج، والأداء السطحي أو أداء التعب.
التأثير على الحد الأدنى لنصف قطر الانحناء
الحد الأدنى لنصف قطر الانحناءة يحدد مدى إحكام ثني الصفيحة قبل أن تتشقق.
عند الانحناء مع الحبيبات تتبع الألياف الممتدة البنية البلورية الممدودة، مما يضعف قدرة المادة على مقاومة الشد. تميل التشققات إلى التكون في وقت مبكر، خاصة في السبائك الأكثر تعقيدًا. عند الانحناء عبر الحبيبات تعمل الحدود البلورية مثل الجسور الدقيقة التي توزع الضغط بشكل أفضل، مما يسمح بانحناءات أكثر إحكامًا.
| التوجيه | السلوك | نصف القطر الداخلي الموصى به (× السُمك) | الملاحظات |
|---|---|---|---|
| مع الحبوب | ارتفاع مخاطر التشقق | 1.5-2.0× | استخدام قوالب أنعم أو نصف قطر قالب أكبر |
| عبر الحبوب | ليونة أفضل | 0.75-1.0× | مثالية للانحناءات الدقيقة وأنصاف الأقطار الصغيرة |
| قطري | نتائج متوازنة | 1.0-1.5× | حل وسط مقبول عندما تحد الهندسة من الاتجاه |
مثال على ذلك:
بالنسبة للألومنيوم 6061-T6، يتطلب الانحناء على طول الحبيبات عادةً نصف قطر يتراوح بين 2.5 و3× سمك لتجنب التشقق، بينما يمكن أن تحتفظ الانحناءات عبر الحبيبات بنصف قطر نظيف بسماكة 1× سمك. في الفولاذ الطري، عادةً ما يكون أداء الانحناءات عبر الحبيبات جيداً عند 1×× أو أقل، مما يُظهر مرونة أكبر.
نصيحة تصميم:
إذا كان التصميم يتطلب ثنيًا مع الحبيبات ، فقم بزيادة نصف القطر بما لا يقل عن 50% عن التوصية القياسية، أو قم بإجراء ثني اختباري أولاً للتأكد من عدم وجود تشقق سطحي.
التأثير على سبرنغباك ودقة الأبعاد
الربيع العودة - العودة الجزئية للمادة نحو شكلها المسطح بعد التشكيل - هو مجال آخر يكون فيه اتجاه الحبيبات مهمًا.
نظرًا لأن المعدن يتصرف بشكل مختلف في الشد والضغط على طول الحبيبات فإن الانحناءات الموازية لها تظهر مزيدًا من الارتداد والتباين. أما الانحناءات عبر الحبوب، حيث يكون توزيع الإجهاد متوازنًا، فتثبت الزوايا بشكل أكثر دقة.
| المواد | سبرينجباك (عبر الحبوب) | سبرينج باك (مع الحبوب) | الفرق النموذجي |
|---|---|---|---|
| الفولاذ الطري | 2°-3° | 4°-5° | 1.5-2×2× أعلى مع الحبوب |
| الفولاذ المقاوم للصدأ | 3°-4° | 5°-6° | حساسية معتدلة |
| الألومنيوم 6061-T6 | 2° | 5°-6° | حساسة جداً |
| نحاس | <1° | <1° | فرق ضئيل |
في التطبيقات الدقيقة مثل لوحات التحكم أو حاويات التركيب، يمكن أن تؤثر حتى درجات قليلة من التباين على الملاءمة. من خلال التنبؤ بتأثيرات الاتجاه، يمكن للمهندسين ضبط قيم بدل الانحناء (BA) وقيم خصم الانحناء (BD) في تصميمات التصميم بمساعدة الحاسوب لتحقيق زوايا متسقة.
الصيغة العملية:
خصم الانحناء المعدل = BD القياسي × (1 + ك),
حيث k ≈ 0.05 للحبوب العرضية و k ≈ 0.12 - 0.15 للانحناءات ذات الحبيبات.
التأثير على مظهر السطح والعمر الافتراضي للتعب
يكشف تشطيب السطح عن كيفية تدفق الضغط أثناء الانحناء. وغالباً ما تكشف الانحناءات ذات الحبيبات عن شقوق خافتة أو أنماط "قشر البرتقال" على جانب الشد، خاصةً على الألومنيوم أو الفولاذ عالي القوة. قد تبدو هذه العيوب الصغيرة تجميلية، ولكنها غالباً ما تكون بمثابة نقاط بداية لتشققات الإجهاد.
تُنشئ الانحناءات عبر الحبيبات أسطحًا أكثر سلاسة مع علامات تمدد موحدة، وبالتالي تحسين مقاومة الإجهاد. على سبيل المثال، أظهرت الاختبارات التي أُجريت على عينات من الفولاذ المقاوم للصدأ أن الانحناءات عبر الحبيبات صمدت 25-30% أكثر من دورات الاهتزاز قبل حدوث تشقق واضح مقارنةً بالانحناءات ذات الحبيبات.
| الملكية | مع الحبوب | عبر الحبوب |
|---|---|---|
| رؤية الشقوق | عالي | قليل |
| الجودة التجميلية | عدل | ممتاز |
| مقاومة التعب والإرهاق | عمر أقصر | عمر أطول |
| التطبيقات النموذجية | أقواس غير مرئية | المكونات الهيكلية والمرئية |
عوامل المواد والمعالجة
تختلف درجة تأثير اتجاه الحبيبات على الانحناء بين المواد. فالمعادن ذات البنية الحبيبية الاتجاهية القوية، مثل الألومنيوم والصلب عالي القوة، تكون حساسة للغاية، في حين أن المواد ذات الحبيبات اللينة أو الدقيقة تكون أكثر تسامحاً.
حساسية الحبوب للمعادن الشائعة
| المواد | الحساسية لاتجاه الحبوب | الملاحظات |
|---|---|---|
| الفولاذ الطري | منخفضة إلى متوسطة | يمكن ثنيها في كلا الاتجاهين؛ حيث تعطي نتائج أنظف عبر الحبوب |
| الفولاذ المقاوم للصدأ 304 | معتدل | يؤثر على الارتداد الزنبركي أكثر من التشقق |
| الألومنيوم 6061-T6 | عالي | تتشقق بسهولة عند ثنيها مع الحبوب؛ يساعد التلدين على ذلك |
| النحاس / النحاس الأصفر | قليل | مرن بما يكفي للانحناءات الضيقة في أي اتجاه |
| الفولاذ عالي القوة (AHSS) | عالية جداً | يحتاج إلى أنصاف أقطار أكبر وتحكم دقيق في التوجيه |
ملخص عملي:
- ل الألومنيوم و AHSS، يجب التحقق دائمًا من اتجاه الحبيبات قبل التشكيل.
- ل الفولاذ المقاوم للصدأوالتركيز على تصحيح الارتداد إلى الخلف أكثر من التركيز على تصحيح الارتداد إلى الخلف أكثر من التركيز على التكسير.
- ل النحاس والصلب الطري، الاتجاه أقل أهمية ولكنه لا يزال يؤثر على قابلية التكرار.
تأثير حجم الحبيبات والمعالجة الحرارية
يلعب حجم الحبيبات دورًا مهمًا في تشوه المعادن. فالحبيبات الأصغر حجمًا والأكثر اتساقًا تجعل الصفيحة أكثر صعوبة في التشقق. تخلق الحبيبات الأكبر حجمًا نقاط تركيز إجهاد، مما يقلل من جودة الانحناء.
تعمل عمليات مثل التلدين أو التطبيع أو الشغل على البارد على تعديل بنية الحبيبات:
- التلدين يستعيد الليونة ويصقل الحبيبات وهو مثالي قبل الانحناء بنصف القطر الضيق.
- العمل على البارد يزيد من القوة ولكنه أيضًا يجعل المعدن أكثر هشاشة - يجب توخي الحذر عند الانحناءات الحادة.
- علاجات الشيخوخة في سبائك الألومنيوم يمكن أن يعيد تصلب المادة، مما يتطلب تعديل أنصاف الأقطار.
مثال على ذلك:
قد تتشقق صفيحة ألومنيوم 6061 في المزاج T6 عند نصف قطر سمكها 2× على طول الحبيبات بينما يمكن أن تنحني السبيكة نفسها في المزاج O (الملدنة) إلى 0.75× عبر الحبيبات دون حدوث عطل.
اعتبارات قوة الضغط والأدوات
يتطلب الثني عبر الحبيبات قوة أكبر قليلاً لأن المعدن يقاوم التشوه على طول حبيباته الطبيعية.
وهذا يعني عادةً زيادة 5-10% في حمولة المكبس مقارنةً بالثني عبر الحبوب. على سبيل المثال، إذا كانت المهمة تتطلب 40 طنًا من الحبوب، فقد يحتاج الثني عبر الحبوب إلى 44-45 طنًا.
إرشادات الأدوات:
- استخدم فتحات وأنصاف أقطار أكبر للإنحناءات ذات الحبيبات.
- استخدم أنصاف أنصاف أقطار قياسية أو أضيق للانحناءات العرضية للحفاظ على الدقة.
- تحقق دائمًا من حمولة المكبس وسجل القراءات الفعلية لاتساق العملية.
نصيحة هندسية:
تجنب خلط الأجزاء ذات الاتجاهات المختلفة تحت نفس إعداد الأدوات. يمكن أن تتسبب الاختلافات الطفيفة في الحمولة والارتداد الزنبركي في حدوث اختلافات في الأبعاد النهائية - يمكن ملاحظتها بشكل خاص في التجميعات أو مكونات التزاوج.
تخطيط التصميم والإنتاج
لا يحدث التحكم في اتجاه الحبوب بالصدفة - فهو نتيجة التخطيط الجيد والتواصل الواضح وسير العمل المنضبط. وعندما يتم التعامل معها بشكل صحيح، فإنها تضمن أن كل انحناءة تبدو متطابقة عبر مئات الأجزاء، بغض النظر عن الوردية أو المشغل.
وضع العلامات والتحكم في اتجاه الحبوب
الخطوة الأولى هي الرؤية. تأتي كل صفيحة مدرفلة مع اتجاه طبيعي للحبوب، وغالبًا ما يتم تمييزها بأسهم أو نص من المورد. وقبل القطع، يجب التحقق من هذا الاتجاه قبل التقطيع، وينبغي أن يتم تنفيذه في كل خطوة من خطوات الإنتاج.
في مرحلة التصميم، يجب على المهندسين دائماً
- إضافة سهم اتجاه الحبيبات (→) إلى الرسومات والنماذج ثلاثية الأبعاد.
- لاحظ الاتجاه المطلوب في كتلة العنوان ("الانحناء عبر الحبوب" أو "الانحناء مع الحبوب").
- إبلاغ المتطلبات الخاصة أثناء اجتماعات ما قبل الإنتاج.
في مرحلة التصنيع:
- يجب على مشغلي الماكينات التحقق من علامات الصفيحة قبل التحميل.
- يجب أن يحتوي برنامج التعشيش على قفل توجيه ممكّن لمنع الدوران أثناء ترتيب القِطع.
- يجب وضع علامات على الفراغات المقطوعة بأسهم مطبوعة أو شريط مرمز بالألوان لسهولة التعرف عليها.
| المرحلة | ما الذي يجب التحقق منه | مسؤول |
|---|---|---|
| استلام المواد | التحقق من علامات اتجاه التدحرج | الجودة / المستودعات |
| تصميم CAD | إضافة أسهم الاتجاهات والملاحظات | مهندس |
| التعشيش والتقطيع | قفل اتجاه الحبوب أثناء التعشيش | مبرمج CAM |
| إعداد الانحناء | تأكيد اتجاه الانحناء مقابل وضع العلامات | المشغل الصحفي |
نصيحة محترف:
أثناء إعداد مكابح المكابس، احتفظ بفراغ رئيسي واحد يحمل ملصقًا بالقرب منك. هذا المرجع البصري يمنع الخلط بين النوبات ويضمن محاذاة كل دفعة بنفس الطريقة.
دمج اتجاه الحبوب في تدفق العملية
يربط التدفق القوي للعملية بين نية التصميم والتنفيذ في الورشة. يجب أن تتأكد كل خطوة من أن اتجاه الحبيبات يظل متسقًا من اللوح إلى الجزء النهائي.
سير عمل مبسط:
- التحقق من المواد - فحص الأوراق الواردة وتوثيق اتجاه الحبوب.
- القطع الفارغ - حافظ على محاذاة السهم عند تكديس الأجزاء أو وضع العلامات عليها.
- إعداد الانحناء - راجع ملاحظات CAD وتأكد من تطابق إعداد الأدوات مع الاتجاه.
- التشكيل والفحص - قم بثني قطعة اختبار، وتحقق من وجود تشققات أو انحراف في الارتداد، وسجل البيانات.
- الملاحظات والتعديل - إذا ظهر تشويه، اضبط نصف قطر الانحناء أو الاتجاه للدفعة التالية.
تبني هذه الحلقة القابلة للتتبع أساسًا لمراقبة الجودة المتسقة. في حالة حدوث مشكلة تكسير، يمكنك تتبعها إلى دفعة أو إعداد معين بدلاً من التخمين.
تحقيق التوازن بين الأداء والكفاءة
في الإنتاج في العالم الحقيقي، لا يتناسب الاتجاه "المثالي" دائمًا مع تخطيط التعشيش. في بعض الأحيان، يؤدي تدوير الأجزاء مع الحبيبات إلى توفير المواد أو يسمح بقطع أكثر لكل ورقة. وبدلاً من رفض هذا الخيار تمامًا، يمكن للمهندسين إيجاد توازن بين الجودة والكفاءة.
| الهدف | عبر الحبوب | مع الحبوب |
|---|---|---|
| القوة وحياة التعب والإجهاد | ممتاز | معتدل |
| تشطيبات تجميلية | سلس | أخشن قليلاً |
| العائد المادي | أقل قليلاً | أعلى (تعشيش أفضل) |
| الحمولة المطلوبة | +5-10% | أدنى |
| خطر التشقق | قليل | أعلى |
مثال على ذلك:
إذا كان تدوير لوحة الهيكل يوفر 10% هدر مادة 10% ولكنه يفرض ثنيًا مع الحبيبات ، فقم بالتعويض عن طريق:
- زيادة نصف قطر الانحناء بمقدار 50%.
- استخدام صفائح أكثر ليونة أو ملدنة.
- إجراء ثني اختبار سريع لتأكيد النتائج.
الهدف هو جعل التوجيه مفاضلة محكومة وليس متغيرًا خفيًا. يضمن تحقيق التوازن بين هذه العوامل تحقيق أقصى عائد دون التضحية بالموثوقية.
توحيد التوثيق وفحوصات الجودة
يجب أن يكون لكل جزء يخضع للانحناء وثائق يمكن تتبعها توضح ذلك:
- نوع المادة وسُمكها.
- سهم اتجاه الحبوب أو الترميز.
- نصف قطر الانحناء المطلوب واتجاهه.
- إعدادات مكابح الكبس المستخدمة (الحمولة، عرض القالب، نصف قطر المثقاب).
يتيح ذلك للمشغلين والمفتشين تكرار النتائج بسهولة في الدفعات المستقبلية. تقوم بعض الشركات المصنعة بتضمين رمز اتجاه الحبيبات في أوراق تخطيط موارد المؤسسات الداخلية أو أوراق المسافر - وهي طريقة صغيرة ولكنها فعالة لمنع الانحناء في الاتجاه الخاطئ.
مثال عملي:
في شركة Shengen، غالبًا ما يدرج المهندسون "GR → ACROSS" على الرسومات ويطلبون من المشغلين التحقق الأولي قبل التشكيل. وهذه العادة تقضي على حالات الخلط وتحسن التواصل بين النوبات وتعزز سجلات مراقبة الجودة.
خاتمة
يؤثر اتجاه الحبيبات بشكل مباشر على جودة الانحناء. يمكن أن يتسبب الانحناء مع اتجاه الحبيبات في حدوث تشققات وزوايا غير متساوية، بينما يعطي الانحناء عبر الحبيبات نتائج أكثر سلاسة وثباتًا واتساقًا. يساعد التحكم في اتجاه الحبيبات من التصميم إلى الإنتاج على تجنب إعادة العمل ويضمن أداء أفضل للقطع.
نساعدك في Shengen على اختيار اتجاه الانحناء والإعداد المناسب لكل مشروع. يُرجى إرسال رسوماتك إلينا، وسيقوم مهندسونا بمراجعتها لضمان ثنيات نظيفة وزوايا دقيقة وجودة موثوقة.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


