Выбор правильного метода электроэрозионной обработки очень важен, если ваш проект требует резки твердых металлов или создания сложных форм. Принять решение может быть непросто, но знание различий между проволочной и контактной электроэрозионной обработкой значительно помогает. Каждый метод имеет свое применение, и правильный выбор может сэкономить время, деньги и головную боль в дальнейшем.
Проволочный электроэрозионный станок использует тонкую проволоку для резки металла с помощью электрических искр. Он лучше всего подходит для тонкой, детальной работы. Электроэрозионная обработка раковинами использует электроды для прожигания материала, что подходит для глубоких полостей. Проволочный электроэрозионный станок дает точные срезы и чистые края. Электроэрозионная обработка раструбом позволяет обрабатывать более толстые детали и сложные внутренние элементы. Ваш выбор зависит от формы, размера и точности детали.
И проволочный, и токарный электроэрозионный станок решают разные задачи. Чтобы сделать правильный выбор, необходимо рассмотреть, как работает каждый из них и в чем его преимущества.
Что такое проволочная электроэрозионная обработка?
Проволочная электроэрозионная обработка расшифровывается как Wire Electrical Discharge Machining. В качестве электрода используется тонкая металлическая проволока. Эта проволока создает электрические искры для резки металла. Проволока не касается материала. Вместо этого работу выполняет искра.
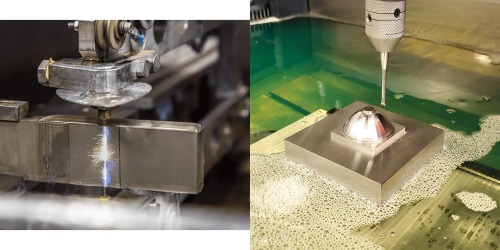
Весь процесс происходит в резервуаре, заполненном деионизированной водой. Это помогает контролировать искру и охлаждать деталь. Проволока движется по запрограммированной траектории, управляемая системой ЧПУ.
Проволока, обычно изготовленная из латуни или оцинкованной меди, перемещается между двумя катушками. Она проходит через заготовку, не вступая с ней в физический контакт. Искра перескакивает с проволоки на металл, расплавляя и испаряя небольшие кусочки металла.
Машина постоянно промывает участок водой, удаляя мусор и поддерживая чистоту среза. Проволока подается непрерывно, поэтому она остается острой и точной.
Проволочный электроэрозионный станок работает медленно, но очень точно. Он идеально подходит для резки сложных форм в твердых материалах.
Материалы, пригодные для электроэрозионной обработки проволокой
Проволочный электроэрозионный станок лучше всего работает с проводящими материалами. Металл должен проводить электрический ток. К ним относятся:
- Инструментальная сталь
- Нержавеющая сталь
- Титан
- Вольфрам
- Алюминий
- Карбид
- Инконель
Он не работает на непроводящих материалах, таких как пластик или керамика.
Плюсы и минусы электроэрозионной обработки проволокой
Плюсы:
- Вырезает сложные формы с точностью ±0,0001″.
- Никакая физическая сила не уменьшает искажения деталей.
- Работает с закаленными материалами без отжига.
Минусы:
- Медленнее, чем фрезерование, при обработке простых форм.
- Ограничивается сквозными пропилами (без глухих отверстий).
- Более высокие эксплуатационные расходы из-за расхода проволоки.
Общие области применения электроэрозионной обработки проволоки
Проволочная электроэрозионная обработка используется там, где важны точность и мелкие детали. К распространенным областям применения относятся:
- Инструмент и штамп: Пуансоны, пресс-формы, экструзионные штампы.
- Медицина: Хирургические инструменты, компоненты имплантатов.
- Аэрокосмическая промышленность: Лопатки турбины, детали топливной системы.
- Автомобильная промышленность: Шестерни, датчики, детали прототипа.

Что такое электроэрозионная обработка раковины?
Грузило электроэрозионное также называется Ram EDM или Cavity EDM. При этом используется электрод специальной формы, который "погружается" в металлическую деталь. Этот метод формирует заготовку без использования режущих инструментов. Вместо этого для удаления материала используется искровая эрозия.
Электрод и заготовка не соприкасаются. Электрические искры проскакивают между ними в контролируемой среде. Форма электрода определяет конечную форму или деталь полости.
Сначала изготавливается твердый электрод из меди или графита. Этому электроду придается форма, соответствующая желаемой полости. Затем машина перемещает электрод в металлическую деталь. Электрические разряды создают искры, которые сжигают металл.
Процесс происходит в диэлектрической жидкости - обычно в масле, - которая помогает контролировать искру и смывать частицы. Электрод стирается очень слабо, и большая часть удаляемого материала приходится на заготовку.
Электроэрозионная обработка раковиной лучше всего работает, когда необходимо повторить одну и ту же форму, например, при изготовлении пресс-форм или штампов.
Материалы, пригодные для электроэрозионной обработки раковиной
Sinker EDM работает со всеми проводящими материалами. К ним относятся:
- Инструментальные стали
- Нержавеющие стали
- Закаленная сталь
- Титан
- Инконель
- Карбид
- Алюминий
Материал должен проводить электричество. Как и в случае с проволочным электроэрозионным станком, здесь исключаются непроводящие материалы.
Плюсы и минусы продольной электроэрозионной обработки
Плюсы:
- Работает с глубокими и сложными 3D-фигурами.
- Отсутствие силы резания (подходит для хрупких деталей).
- Тонкая обработка поверхности (до Ra 0,1 мкм).
Минусы:
- Медленнее, чем фрезерование с ЧПУ, при обработке простых деталей.
- Износ электродов повышает стоимость работ, выполняемых в больших объемах.
- Для достижения оптимальных результатов требуется квалифицированная настройка.
Общие области применения электроэрозионной обработки раковины
Sinker EDM используется для создания деталей с глубокими или сложными полостями. Она популярна в:
- Mold & Die: Пресс-формы для литья под давлением, штампы для ковки.
- Аэрокосмическая промышленность: Отверстия для охлаждения лопаток турбины.
- Автомобильная промышленность: Шестерни коробки передач, топливные форсунки.
- Медицина: Формы для имплантатов, микрохирургические инструменты.

Проволочный электроэрозионный станок и электроэрозионный станок с расточкой: в чем разница?
Оба метода используют электрические искры для придания металлу нужной формы. Но способы, которыми они это делают, и то, что у них получается лучше всего, различаются по ключевым параметрам.
Процесс обработки
Проволочный электроэрозионный станок прорезает деталь с помощью тонкой проволоки, которая движется по траектории. Это похоже на работу ленточной пилы, но вместо полотна используются искры.
При электроэрозионной обработке раковиной используется фасонный электрод, который вдавливается в деталь для формирования полостей или форм. Он не прорезает деталь насквозь, а формирует ее внутреннюю часть.
Точность и допуски
Проволочный электроэрозионный станок обеспечивает более высокую точность. Она может достигать допусков до ±0,0001 дюйма, что делает ее идеальной для детализированных профилей и узких углов.
Электроэрозионная обработка раковинами точна, но обычно не так точна, как проволочная электроэрозионная обработка. Типичными являются допуски около ±0,0002 дюйма. Лучше всего подходит для обработки глубоких или сложных полостей.
Электродная проволока
В проволочном электроэрозионном станке используется непрерывно подаваемая проволока, обычно латунная или омедненная. Проволока выступает в роли режущего инструмента и постоянно движется.
При электроэрозионной обработке раковиной используется изготовленный на заказ твердый электрод, часто из графита или меди. Форма этого электрода соответствует геометрии требуемой детали.
Возможности удаления материала
Проволочный электроэрозионный станок удаляет материал по одной плоскости или траектории. Он отлично справляется с резкой прямых или контурных профилей.
Раструбная электроэрозия позволяет удалять большие объемы внутри детали. Он лучше подходит для толстых материалов или глубоких элементов.
Гибкость конструкции
Проволочная электроэрозионная обработка ограничена сквозными пропилами или деталями с открытым профилем. Она не может создавать закрытые полости или глухие отверстия.
Sinker EDM может создавать закрытые карманы, глухие отверстия и 3D-контуры. Это дает большую свободу при разработке внутреннего дизайна.
Скорость обработки
Проволочная электроэрозионная обработка медленнее для толстых деталей. Лучше всего он работает с тонкими секциями или деталями толщиной менее 12 дюймов.
Электроэрозионная обработка с расточкой снимает больше материала быстрее, особенно в глубоких полостях. Он лучше подходит для тяжелых работ, но все же медленнее, чем фрезерование.
Расходы
Проволочная электроэрозионная обработка более экономична при изготовлении открытых или прямых форм. Он имеет более низкую стоимость настройки, поскольку не требует изготовления электродов на заказ.
Стоковая электроэрозионная обработка может быть более дорогостоящей, особенно при работе с отдельными деталями. Стоимость электродов и время настройки возрастают. Однако при повторных или сложных работах с пресс-формами этот метод становится экономически эффективным.
Проволочный электроэрозионный станок и электроэрозионный станок с расточкой: выбор правильного метода
Выбор подходящего метода электроэрозионной обработки зависит от конкретной задачи. Необходимо учитывать форму детали, стоимость и точность результата.
Тип проекта и геометрия детали
Используйте проволочную электроэрозионную обработку, когда вам нужно прорезать деталь. Он отлично подходит для острых углов, тонких стенок и сложных контуров, а также для изготовления штампов, пуансонов и шестеренок.
Выбирайте Sinker EDM для деталей с закрытыми полостями, глубокими карманами или сложными внутренними формами. Он лучше подходит для пресс-форм, инструментов и толстых деталей, нуждающихся в детальной проработке внутренних элементов.
Бюджет и масштабы производства
Проволочная электроэрозионная обработка имеет более низкие затраты на установку. Вам не нужен индивидуальный электрод. Он лучше подходит для коротких партий или разовых работ, где время и стоимость имеют значение.
Стоковая электроэрозионная обработка обходится дороже из-за нестандартных электродов. Но если вы производите большие партии или повторяете формы, эти затраты распределяются и становятся более эффективными.
Желаемая чистота и точность поверхности
Проволочная электроэрозионная обработка позволяет получать более гладкие поверхности и более жесткие допуски. Это идеальное решение для тех случаев, когда требуются чистые края и точные измерения.
Sinker EDM также может создавать гладкие поверхности, но может потребовать полировки. Он точен, но не так остер, как проволочный электроэрозионный станок для детальных внешних профилей.
Заключение
Как проволочно-вырезной, так и продольно-вырезной электроэрозионный станки обеспечивают точную обработку сложных металлических деталей. Проволочный электроэрозионный станок лучше всего подходит для резки детальных профилей и острых кромок. Она хорошо подходит для сквозных пропилов и жестких допусков. Стоковая электроэрозионная обработка лучше подходит для глубоких полостей и внутренних форм. Он справляется с более толстыми деталями и индивидуальными пресс-формами. Правильный выбор зависит от формы, точности и объема вашего проекта.
Вам нужна помощь в выборе оптимального процесса EDM для вашей детали? Связаться с нами прямо сейчас, чтобы получить квалифицированную поддержку и быстрое предложение.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
