Производителям требуется точная и высококачественная обработка цилиндрических деталей. Традиционные методы шлифования требуют длительной настройки и постоянных регулировок, что замедляет производство. Бесцентровое шлифование решает эту проблему, устраняя необходимость в фиксированной центральной точке, уменьшая погрешности и повышая эффективность.
В отличие от обычного шлифования, бесцентровое шлифование не требует зажима, что ускоряет процесс. Оно широко используется в отраслях, требующих крупносерийного производства прецизионных деталей, таких как аэрокосмическая, автомобильная и медицинская.
Что такое бесцентровое шлифование?
Бесцентровое шлифование - это процесс уменьшения материала, при котором используется шлифовальный круг для удаления материала с внешнего диаметра заготовки. При этом используется вращающийся абразивный круг для срезания материала с внешней стороны заготовки. В отличие от других методов, при этом не нужны зажимы или центры для фиксации детали на месте.
Благодаря отсутствию необходимости центрирования настройка происходит быстрее и эффективнее. Кроме того, это позволяет добиться большей округлости и точности конечного изделия. Процесс позволяет жестко контролировать скорость и перемещение заготовки, что помогает добиться очень точных результатов.
Ключевое отличие от традиционного шлифования - отсутствие приспособлений. При круглом шлифовании деталь вращается между фиксированными центрами. При бесцентровом шлифовании позиционирование и вращение заготовки осуществляется с помощью кругов и абразивного диска. Это делает его более быстрым и удобным для крупносерийного производства.
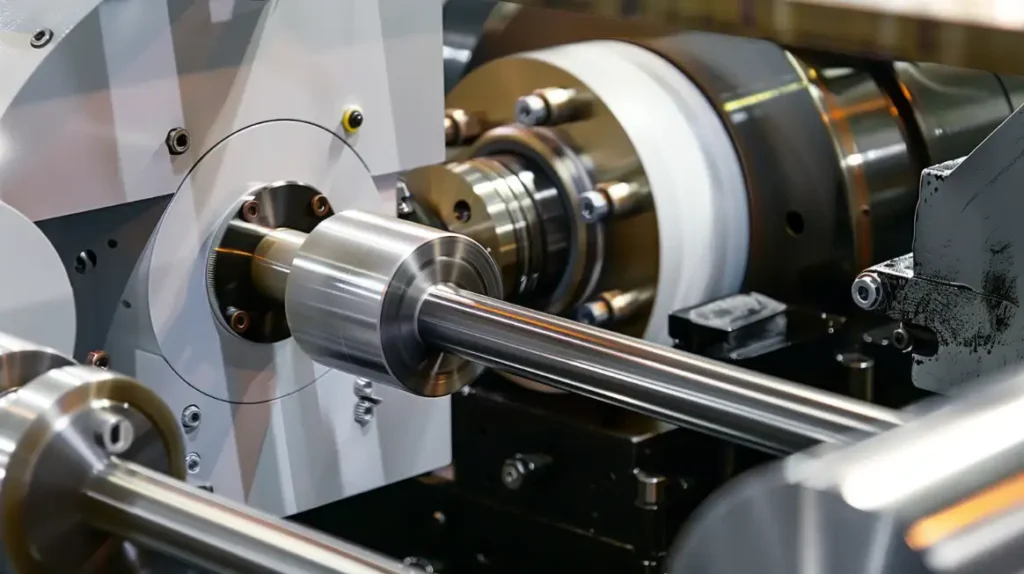
Основные компоненты бесцентрового шлифовального станка
Точность зависит от трех важнейших компонентов, работающих в идеальной гармонии:
Шлифовальный круг: Состав и роль
Шлифовальный круг - это абразивный режущий инструмент. Он изготовлен из скрепленных зерен оксида алюминия или карбида кремния. Круг быстро вращается, сбривая материал для достижения жестких допусков и гладкой поверхности.
Регулирующее колесо
Регулирующий круг управляет вращением заготовки и скоростью подачи. Он вращается медленнее, чем шлифовальный круг, и имеет резиновое или смоляное покрытие для сцепления.
Лезвие для отдыха
Лезвие рабочего упора поддерживает заготовку во время шлифования. Он располагается между шлифовальным и регулирующим кругами. Лезвие обычно изготавливается из закаленной стали или твердого сплава для долговечности и точности.
Как работает бесцентровое шлифование?
Бесцентровое шлифование удаляет материал с цилиндрических деталей, не удерживая их на месте. Для достижения точности используются два круга и простая опорная система. Вот как это работает шаг за шагом:
Загрузка заготовок
- Оператор помещает деталь на лопатка для отдыха между шлифовальным и регулирующим кругом.
- Не нужно зажимать или центрировать заготовку - она сидит свободно.
Вращение и контакт колес
- The шлифовальный круг (более крупный, абразивный) вращается с высокой скоростью, срезая материал с заготовки.
- The регулировочное колесо (меньшего размера, с резиновой прокладкой) вращается медленнее, контролируя вращение детали и скорость подачи.
Удаление материала
- При вращении колес заготовка вращается и перемещается вперед (в сквозное измельчение) или остается на месте (в измельчение на входе).
- Шлифовальный круг удаляет излишки материала, добиваясь нужного диаметра и чистоты обработки.
Непрерывная или контролируемая подача
- Сквозное шлифование: Детали автоматически проходят прямо через колеса - идеальное решение для длинных и однородных изделий.
- Измельчение на входе: Для шлифования сложных форм или ступенчатых диаметров диски перемещаются внутрь.
Окончательный вывод
- Готовая деталь выходит с гладкой, точной и без заусенцев поверхностью.
- При этом не остается следов от патрона или искажений, поскольку зажим не производится.
Виды бесцентрового шлифования
Бесцентровое шлифование предлагает универсальные решения для прецизионной обработки. Две основные технологии решают различные производственные задачи: сквозное и внутришлифовальное шлифование.
Сквозное измельчение
Сквозное шлифование используется для длинных цилиндрических заготовок с постоянным диаметром. Заготовка непрерывно перемещается между шлифовальным и регулирующим кругами без остановки.
- Регулирующий круг толкает деталь вперед, а шлифовальный круг снимает материал.
- Идеально подходит для массового производства валов, стержней и трубок.
- Быстро и эффективно, но не подходит для деталей сложной формы или разного диаметра.
Измельчение на входе
Шлифование с подачей используется для заготовок сложной формы или разного диаметра. Вместо подачи через станок заготовка удерживается, пока шлифование Колесо перемещается для удаления материала.
- Лучше всего подходит для деталей со ступеньками, плечами или конусами.
- Позволяет точно шлифовать определенные участки.
- Он требует больше времени на настройку, но обеспечивает высокую точность результатов.
Технические характеристики
| Параметр | Типичный диапазон | Примечания |
|---|---|---|
| Шероховатость поверхности | 0,1 - 1,6 мкм | Зависит от зернистости круга и параметров процесса |
| Точность размеров | ±0,01 мм | Высокая точность |
| Совместимость материалов | Металлы, керамика, закаленные стали | Универсальная обработка материалов |
| Типичное число оборотов в минуту | 1500 - 3500 | Зависит от материала и спецификации колес |
Основные параметры, влияющие на бесцентровое шлифование
Точность бесцентрового шлифования зависит от тщательного соблюдения множества критических параметров. Понимание этих факторов обеспечивает оптимальную производительность и качество деталей.
Настройка и выравнивание станка
Точная настройка - основа точного шлифования. Плохое выравнивание приводит к дефектам, напрасно потраченному материалу и несоответствующему качеству деталей. Правильная настройка обеспечивает плавную работу, минимальную вибрацию и точные результаты.
Распространенные ошибки при настройке и их последствия
- Неправильная высота ножа: Вызывает неравномерное шлифование и плохую округлость.
- Перекос колес: Это приводит к перегреву, дефектам поверхности и неточному определению размеров.
- Неправильный угол подачи: Влияет на движение детали, что приводит к изменению диаметра и качества обработки.
Существенные соображения
Этот процесс хорошо работает с такими металлами, как сталь, алюминий, латунь и титан. Керамика и твердые пластмассы также могут быть отшлифованы с помощью специализированных кругов.
Материальные проблемы и их решения
- Твердые металлы: Требуют агрессивных абразивов для предотвращения чрезмерного износа колеса.
- Мягкие материалы: Во избежание деформации необходим тщательный контроль давления.
- Термочувствительные материалы: Требуйте контролируемой скорости шлифования для предотвращения термического повреждения.
Выбор и правка колес
- Шлифовальный круг: Материал и зернистость определяют эффективность резки и качество обработки поверхности. Обычно выбирают оксид алюминия и карбид кремния.
- Регулировочное колесо: Управляет подачей и вращением заготовки. Твердость и состав влияют на точность и стабильность.
Почему регулярная обработка колес имеет решающее значение
Шлифовальные круги со временем изнашиваются, снижая точность резки. Регулярная правка восстанавливает остроту, удаляет мусор и поддерживает круг в оптимальной форме. Это обеспечивает стабильность результатов и продлевает срок службы круга.
Области применения бесцентрового шлифования
Бесцентровое шлифование произвело революцию в прецизионном производстве во многих отраслях промышленности. Его способность производить высококачественные и стабильные компоненты делает его важнейшим процессом в передовом машиностроении.
Автоматизированная индустрия
Бесцентровое шлифование широко используется в автомобильной промышленности для изготовления прецизионных валов, поршней и компонентов трансмиссии. Оно обеспечивает жесткие допуски, гладкие поверхности и высокую эффективность производства. Этот процесс позволяет серийно производить детали двигателей и трансмиссий с неизменным качеством.
Аэрокосмический сектор
Компоненты авиационной техники требуют высокой точности и долговечности. Бесцентровое шлифование используется для деталей шасси, валов турбин и компонентов гидравлических систем. Оно обеспечивает равномерные размеры и гладкую поверхность, повышая производительность и надежность в критически важных аэрокосмических приложениях.
Медицинские и прецизионные инструменты
Медицинские приборы и хирургические инструменты требуют высокой точности. Бесцентровое шлифование используется для изготовления игл, направляющих проводов и ортопедических имплантатов. Оно обеспечивает сверхтонкую обработку поверхности и точные размеры, гарантируя безопасность и надежность медицинских инструментов.
Другие промышленные применения
Многие отрасли промышленности используют бесцентровое шлифование для изготовления высокоточных деталей. Оно используется в производстве подшипников, гидравлики, электроники и тяжелого машиностроения. Этот процесс идеально подходит для производства высококачественных и эффективных роликов, штифтов и трубок.

Преимущества и ограничения бесцентрового шлифования
Бесцентровое шлифование представляет собой сложную технологию обработки с уникальными преимуществами и присущими ей проблемами. Понимание всех ее возможностей помогает производителям принимать взвешенные решения.
Преимущества бесцентрового шлифования
Высокая точность и воспроизводимость
Бесцентровое шлифование позволяет получать детали с жесткими допусками и превосходной чистотой поверхности. Непрерывный процесс обеспечивает равномерные размеры и высокую повторяемость, что делает его идеальным для массового производства.
Ускоренные темпы производства
Бесцентровое шлифование работает на высоких скоростях без необходимости зажима заготовки или ручной регулировки. Это увеличивает производительность, сокращает время цикла и повышает общую эффективность.
Сокращение отходов материалов
Процесс эффективно удаляет материал, сводя к минимуму избыточные отходы. Отсутствие приспособления или удерживающих устройств уменьшает количество брака и оптимизирует расход материалов, снижая производственные затраты.
Проблемы и ограничения
Сложность установки
Правильное выравнивание шлифовального круга, регулирующего круга и лезвия рабочего упора имеет решающее значение. Любая несоосность может привести к дефектам, поэтому требуется точная настройка и квалифицированные операторы.
Ограниченная гибкость для определенных геометрий
Бесцентровое шлифование лучше всего подходит для цилиндрических деталей. Оно не справляется с деталями неправильной формы, глубокими канавками или заплечиками, требующими альтернативных методов обработки.
Выделение тепла и его влияние на свойства материалов
При высокоскоростном шлифовании выделяется тепло, которое может повлиять на твердость и целостность материала. Правильное применение охлаждающей жидкости и контролируемые параметры шлифования необходимы для предотвращения термического повреждения и сохранения качества деталей.
Заключение
Бесцентровое шлифование - это высокоэффективный процесс обработки для производства прецизионных цилиндрических деталей. Он обеспечивает высокую точность, высокую скорость производства и минимальные отходы материала, что делает его незаменимым в автомобильной, аэрокосмической и медицинской промышленности. Правильно подобранное оборудование и опыт обеспечивают стабильное качество и экономически эффективные результаты.
Вам нужны высокоточные детали для вашего проекта? Наша команда специализируется на передовых решениях в области механической обработки, обеспечивая точность, эффективность и быстрое выполнение заказа. Связаться с нами сегодня, чтобы обсудить ваши требования и получить конкурентоспособное предложение!
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Филе-обработка: От чего зависит стоимость и качество деталей

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта
