Инженеры и производители должны обеспечивать точные измерения деталей и узлов. Допуски контролируют отклонения, но выбор правильного допуска очень важен. Непонимание может привести к производственным проблемам, сбоям в сборке или увеличению затрат.
Односторонние и двусторонние допуски по-разному определяют допустимые отклонения. Использование неправильного типа может привести к несоответствию компонентов, напрасной трате материалов или дорогостоящей доработке. Знание того, когда следует использовать каждый из них, помогает поддерживать качество и эффективность.
Давайте разберемся, чем отличаются эти два вида допусков и когда следует использовать каждый из них в инженерных проектах.
Объяснение допусков в механическом проектировании
Допуск - ключевое понятие в машиностроении. Он определяет, насколько сильно могут отличаться размеры детали и при этом работать правильно. Без допусков детали могут не подходить друг к другу или работать не так, как задумано.
Допуски определяют допустимый диапазон отклонений размеров на техническом чертеже. Например, если диаметр вала составляет 10 мм с допуском ±0,05 мм, то фактический размер вала может составлять от 9,95 мм до 10,05 мм и все равно будет считаться приемлемым.
Каждая изготовленная деталь имеет некоторые отклонения - ни один станок не может изготовить идеально идентичные детали. Допуски дают производителям четкие границы допустимых отклонений, прежде чем деталь будет забракована.
Эти допуски указываются на технических чертежах в виде цифр после основного размера, например 10±0,05 мм, или в виде диапазона, например 9,95-10,05 мм.
Что такое односторонняя терпимость?
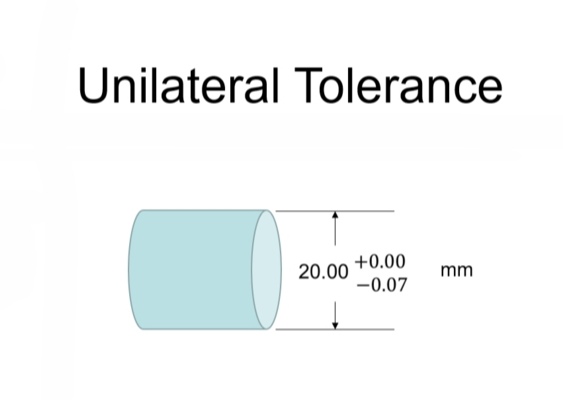
Односторонний допуск - это вид допуска на размер, при котором отклонения от основного размера допускаются только в одном направлении (либо во всех положительных, либо во всех отрицательных). Это означает, что фактический размер детали может отличаться от номинального только в одном направлении - либо в большую, либо в меньшую сторону, но не в обе.
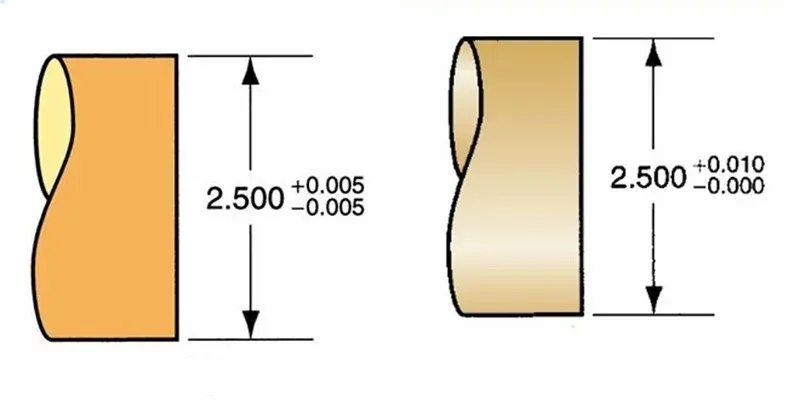
Например, диаметр вала может составлять 20,00 мм с допуском +0,05/-0,00 мм. Этот односторонний допуск означает, что диаметр вала может быть до 20,05 мм, но не менее 20,00 мм. Аналогично, отверстие может иметь диаметр 20,00 мм с допуском +0,00/-0,05 мм, что означает, что оно может быть меньше 19,95 мм, но не больше 20,00 мм.
Односторонние допуски обычно используются, когда деталь не должна превышать или опускаться ниже определенного предельного размера по функциональным причинам.
Как он применяется в инженерных чертежах?
На инженерных чертежах односторонние допуски обозначаются, чтобы показать отклонения только в одном направлении. Указывается основной размер, затем допустимое отклонение. Инженеры указывают, является ли допуск положительным (выше основного размера) или отрицательным (ниже основного размера).
Распространенные форматы включают:
- Метод прямого измерения: 20,00 +0,05/-0,00 мм
- Метод предельных размеров: 20.00-20.05 мм
- Метод примечания: 20,00 мм +0,05 (или -0,05 при отрицательном одностороннем допуске)
Представление односторонней толерантности
Односторонние допуски соответствуют стандартным обозначениям в соответствии со стандартами инженерных чертежей:
- Основное измерение стоит на первом месте
- Верхнее отклонение сопровождается знаком плюс (+)
- Нижнее отклонение сопровождается знаком минус (-)
- Одно из этих отклонений будет равно нулю при односторонней толерантности
Примеры применения одностороннего допуска
- Диаметры валов для прессовой посадки: Вал с 15,00 +0,02/-0,00 мм гарантирует, что вал всегда будет равен или больше основного размера, гарантируя плотную посадку.
- Минимальная толщина стенки для сосудов под давлением: Стенка сосуда может быть указана как 8,00+0,50/-0,00 мм, что гарантирует, что стенка никогда не будет тоньше минимальной безопасной толщины.
- Расположение отверстий печатной платы: Допуски на расположение отверстий могут составлять ±0,00/+0,10 мм, что исключает возможность смешения компонентов.
- Максимальные размеры по высоте: Максимальная высота может быть указана как 50,00 +0,00/-0,30 мм для деталей, которые должны помещаться в фиксированное пространство.
Преимущества односторонней толерантности
Более простой контроль производства
Односторонний допуск упрощает производство, поскольку фокусируется на одном направлении отклонений. Это облегчает настройку инструментов и процессов для соответствия спецификациям.
Упрощенный контроль и обеспечение качества
Проверка деталей с односторонним допуском не требует особых усилий. Инспекторам достаточно проверить, попадает ли размер в допустимый диапазон в одном направлении, что сокращает время и усилия, необходимые для контроля качества.
Что такое двусторонняя толерантность?
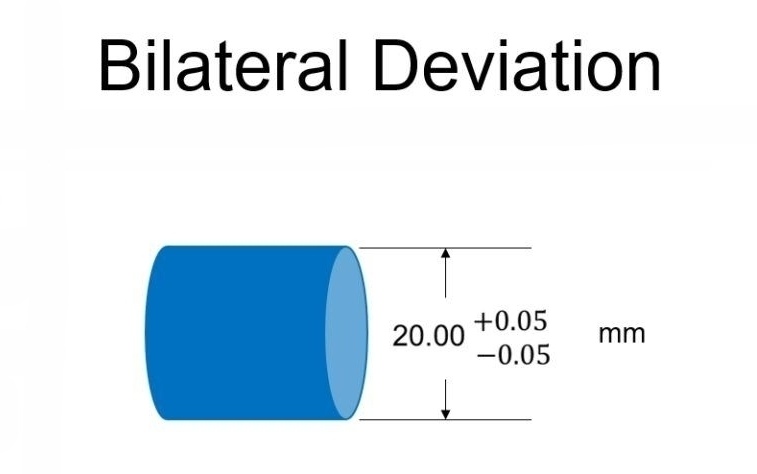
Двусторонний допуск - это вид допуска на размер, при котором допускается отклонение от основного размера в обоих направлениях (положительном и отрицательном). При двустороннем допуске фактический размер детали может быть как больше, так и меньше номинального размера в заданных пределах.
Например, диаметр вала может составлять 20,00 мм с двусторонним допуском ±0,03 мм. Это означает, что диаметр вала может варьироваться от 19,97 мм до 20,03 мм и все равно будет считаться приемлемым. Отклонение распределяется по обе стороны от основного размера.
Двусторонние допуски обычно используются для общих размеров, когда незначительные отклонения в ту или иную сторону не влияют на работу детали.
Как он применяется в инженерных чертежах?
На машиностроительных чертежах двусторонние допуски обозначают равные или неравные отклонения в обе стороны от основного размера. Сначала указывается основной размер, затем допустимые отклонения.
Распространенные форматы включают:
- Равные двусторонние: 20,00 ± 0,03 мм (колебания одинаковы в обоих направлениях)
- Неравные двусторонние: 20,00 +0,05/-0,02 мм (разное количество колебаний в каждом направлении)
- Метод предельных размеров: 19,97-20,03 мм (прямое указание минимального и максимального пределов)
Представление двусторонней толерантности
Двусторонние допуски имеют стандартные обозначения в соответствии со стандартами инженерных чертежей:
- Основное измерение стоит на первом месте
- Для равных двусторонних допусков используется символ плюс/минус (±), за которым следует значение отклонения
- Для неравных двусторонних допусков указывается верхнее отклонение со знаком плюс (+) и нижнее отклонение со знаком минус (-)
- Оба отклонения имеют ненулевые значения в двустороннем допуске
Примеры применения двусторонней толерантности
- Общие размеры обрабатываемых деталей: Ширина пластины может быть указана как 100,00 ± 0,50 мм для приложений общего назначения.
- Диаметры отверстий для скользящей посадки: Для достижения правильного баланса посадки отверстие под подшипник может быть указано как 25,00 +0,02/-0,01 мм.
- Ширина трассы печатной платы: Допуски на ширину трасс печатной платы могут составлять 0,50 ± 0,05 мм, чтобы сохранить электрические характеристики при изменчивости производства.
- Гибка листового металла размеры: Угол изгиба может быть указан как 90° ± 1°, чтобы учесть возврат пружины и вариации оснастки.
- Формование пластиковых деталей: Детали, изготовленные методом литья под давлением часто используют двусторонние допуски, например 30,00 ± 0,20 мм, на усадку материала и износ пресс-формы.
Преимущества двусторонней толерантности
Сбалансированное распределение материалов
Двусторонний допуск позволяет равномерно добавлять и удалять материал. Это помогает сохранить баланс в конструкции детали и уменьшить концентрацию напряжений.
Большая гибкость в производстве
Производители имеют большую гибкость при двустороннем допуске. Они могут корректировать инструменты и процессы, чтобы оставаться в пределах допуска, не беспокоясь об отклонениях в одном направлении. Это часто приводит к ускорению производства и снижению затрат.
Основные различия между односторонней и двусторонней толерантностью
Понимание различий между односторонними и двусторонними допусками помогает инженерам выбрать правильный подход к проектированию. Вот краткое описание основных различий:
Определение
- Односторонняя терпимость: Допускает отклонение от номинального размера только в одном направлении (больше или меньше).
- Двусторонняя толерантность: Позволяет отклоняться от номинального размера (больше и меньше).
Направление изменения
- Односторонняя терпимость: Отклонения ограничены одной стороной номинального размера. Например, 10 мм +0,2/-0 означает, что деталь может быть на 0,2 мм больше, но не меньше.
- Двусторонняя толерантность: Отклонения допускаются по обе стороны от номинального размера. Например, 10 мм ±0,1 мм означает, что деталь может быть на 0,1 мм больше или меньше.
Замысел дизайна
- Односторонняя терпимость: Используются, когда важна точная посадка в одном направлении. Например, вал не должен превышать определенный размер для установки в отверстие.
- Двусторонняя толерантность: Используется, когда допустимы небольшие отклонения по обе стороны от номинального размера. Например, размеры кронштейна могут незначительно отличаться, не влияя на его функциональность.
Гибкость производства
- Односторонняя терпимость: Ограничивает гибкость производства, поскольку отклонения допускаются только в одном направлении. Это может увеличить затраты, если допуск жесткий.
- Двусторонняя толерантность: Обеспечивает большую гибкость, поскольку изменения допускаются в обоих направлениях. Это часто упрощает и удешевляет производство деталей.
| Аспект | Односторонняя толерантность | Двусторонняя толерантность |
|---|---|---|
| Определение | Изменения допускаются только в одном направлении (в большую или меньшую сторону). | Вариации допускаются в обоих направлениях (больше и меньше). |
| Направление изменения | Односторонний (например, +0,2/-0 или +0/-0,2). | Двусторонний (например, ±0,1). |
| Замысел дизайна | Используется, когда важна точная подгонка в одном направлении. | Используется, когда допустимы небольшие отклонения по обеим сторонам. |
| Гибкость производства | Менее гибкий; жесткий контроль в одном направлении. | Более гибкие; легче реализуются на производстве. |
Другие виды инженерных допусков
Помимо односторонних и двусторонних допусков, инженеры используют еще несколько важных типов допусков для контроля различных аспектов качества и функционирования деталей. Каждый из них служит для удовлетворения конкретных конструкторских потребностей и производственных сценариев.
Геометрическое определение размеров и допусков (GD&T)
GD&T - это комплексная система, выходящая за рамки простых допусков на размеры. Она контролирует такие геометрические характеристики, как форма, ориентация, расположение и биение. Эта система использует символы и правила для определения точных требований к форме и положению элементов на детали.
Основные виды допусков GD&T включают в себя:
- Допуски формы: Контроль прямолинейности, плоскостности, круглости и цилиндричности
- Допуски на ориентацию: Контролируйте параллельность, перпендикулярность и угловатость
- Допуски на расположение: Положение элементов управления, концентричность и симметрия
- Допуски на биение: Контроль кругового и полного биения
GD&T обеспечивает более точный контроль геометрии деталей, чем традиционные допуски на размеры.
Статистические допуски
Статистический допуск использует вероятность и статистику для прогнозирования того, как отклонения в отдельных размерах повлияют на сборку. В отличие от допусков для наихудшего случая, которые предполагают, что все детали находятся в крайних пределах, статистические допуски признают, что большинство деталей будут ближе к номинальным размерам.
При таком подходе на чертежах используются такие символы, как "ST" или "RSS" (Root Sum Square), чтобы указать, где применяются статистические методы. Он часто позволяет расширить индивидуальные допуски, сохраняя при этом общее качество сборки.
Предельные допуски
Предельные допуски напрямую указывают максимально и минимально допустимые размеры без ссылки на основной размер. Например, диаметр вала может составлять 15,02-15,05 мм.
Этот метод позволяет определить допустимый диапазон и часто используется в производственных условиях, где проводится прямое сравнение измерений.
Допуски на установку
Допуски на посадку контролируют взаимодействие деталей при сборке. Они определяют зазор или интерференцию между сопрягаемыми деталями. Стандартные системы посадки включают:
- Подходит для клиренса: Отверстие всегда более значительное, чем вал, что обеспечивает свободное перемещение
- Помехоустойчивость: Вал всегда больше отверстия, что обеспечивает плотное прилегание.
- Подходит для переходного периода: Иногда зазор, иногда интерференция, в зависимости от фактических размеров
Допуски посадки обычно определяются в соответствии со стандартизированными системами, такими как ISO или ANSI, с такими обозначениями, как H7/f7 (посадка с зазором) или H7/s6 (посадка с интерференцией).
Неравномерные допуски
Неравномерные допуски изменяются по длине или площади детали. Например, конический вал может иметь более жесткие допуски на поверхности подшипника и более слабые допуски в других местах. Такой подход позволяет оптимизировать производственные затраты за счет применения жестких допусков только там, где это функционально необходимо.
Допуски на профиль
Допуски профиля контролируют общую форму поверхности, определяя, насколько она может отклоняться от теоретически идеальной формы. Они часто используются для сложных изогнутых поверхностей или эстетических элементов.
Допуски на профиль могут быть применены к:
- Профили линий (2D)
- Профили поверхности (3D)
Они широко используются в кузовных панелях автомобилей, потребительских товарах и аэрокосмических компонентах.
Модификаторы состояния материала
Эти модификаторы настраивают зоны допусков в зависимости от фактического размера элемента:
- Максимальное состояние материала (MMC): Применяется, когда функция содержит наибольшее количество материала
- Наименее существенное состояние (НМС): Применяется, когда функция включает наименьшее количество материала
- Независимо от размера признака (RFS): Применяется независимо от фактического размера функции
Эти модификаторы помогают обеспечить правильную подгонку деталей друг к другу, обеспечивая максимальную гибкость производства.
Заключение
Инженерные допуски играют решающую роль в проектировании и производстве качественных деталей. Односторонние и двусторонние допуски представляют собой два основных подхода к контролю отклонения размеров.
Выбор между этими типами допусков зависит от конкретных требований к конструкции, производственных возможностей и стоимости. При выборе подходящего типа допуска инженеры должны учитывать назначение каждой детали, доступные производственные процессы и методы контроля.
Компания Shengen предоставляет высококачественные услуги по изготовлению листового металла и прецизионному производству. Если вам нужна помощь с допусками, прототипированием или серийным производством, наша опытная команда готова оказать вам поддержку. Связаться с нами сегодня, чтобы обсудить ваш проект и получить бесплатное предложение!
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
