Прессовые посадки могут создать или сломать продукт. Они имеют решающее значение для бесчисленных механических узлов, но многим инженерам нужна помощь, чтобы сделать их правильно. Плохо спроектированные прессовые посадки приводят к ослаблению деталей, преждевременному износу и даже катастрофическим отказам. Какова цена этих ошибок? Потраченное впустую время, материалы и деньги.
Прессовая посадка с допуском — это метод соединения деталей без крепежа. Он основан на точном подборе размеров для создания помех между сопрягаемыми компонентами. Эта помеха создает трение, надежно удерживая детали вместе. Правильный допуск обеспечивает прочное и надежное соединение без повреждения деталей во время сборки.
Хотите освоить этот критически важный аспект точного машиностроения? Давайте рассмотрим все тонкости прессовых посадок с допуском. Мы рассмотрим все: от базовых принципов до продвинутых методов достижения оптимальных результатов.
Основы прессовой посадки
Что такое посадка с допуском?
Прессовая посадка или посадка с натягом — это метод соединения, который прочно соединяет две детали. Он работает, делая одну деталь немного больше, чем отверстие, в которое она вставляется. Детали создают плотное, надежное соединение без дополнительных креплений, когда их сжимают вместе.
Эта техника основана на трении и деформации материала для поддержания соединения. Интерференция между частями создает напряжение, что приводит к прочному сцеплению. Инженеры тщательно рассчитывают размеры, чтобы достичь правильного баланса герметичности и сборка простота.
Применение в современном производстве
Прессовая посадка широко применяется в различных отраслях промышленности. Производители автомобилей применяют ее для подшипников, втулок и шестерен. Компании, занимающиеся электроникой, используют прессовую посадку для компонентов печатных плат. Инженеры аэрокосмической отрасли полагаются на нее при сборке критически важных узлов в самолетах и космических кораблях.
Универсальность прессовой посадки делает ее идеальной как для мелкосерийного производства, так и для прототипы и крупномасштабное производство. Он предлагает чистый и эффективный способ соединения деталей без сварка или клеи. Этот метод часто сокращает общее количество деталей и упрощает процессы сборки.
Значение прессовой посадки в машиностроении
Прессовая посадка играет решающую роль в проектировании машиностроения. Она обеспечивает надежное, долговечное соединение, выдерживающее высокие нагрузки и вибрации. Инженеры ценят прессовую посадку за эффективную передачу крутящего момента и осевых сил.
Эта технология также дает преимущества с точки зрения снижения веса и эффективности пространства. Устраняя необходимость в отдельных крепежные деталипрессовая посадка позволяет создавать более компактные конструкции.
Типы прессовых посадок
Посадка с натягом
Посадки с натягом создают самое плотное соединение среди типов прессовой посадки. Диаметр внешней части превышает диаметр отверстия внутренней части. При сборке эта разница вызывает деформацию материала, что приводит к очень надежному соединению.
Инженеры используют посадки с натягом, когда им нужна максимальная удерживающая сила. Такие посадки эффективно противостоят вращению и осевому перемещению. Однако они требуют больше усилий при сборке и могут потенциально повредить детали, если спроектированы неправильно.
Переходная посадка
Переходные посадки занимают промежуточное положение между посадками с натягом и зазором. Разница в размерах между сопрягаемыми деталями минимальна, что позволяет иметь небольшую помеху или зазор. Этот тип обеспечивает гибкость в сборке и функционировании.
Эти приспособления оказываются полезными, когда детали необходимо время от времени разбирать или тепловое расширение может повлиять на приспособление. Они обеспечивают баланс между удерживающей силой и простотой сборки или снятия.
Зазор Fit
Посадки с зазором характеризуются небольшим зазором между сопрягаемыми деталями. Диаметр внутренней части меньше, чем отверстие внешней части. Это обеспечивает легкую сборку, разборку и относительное перемещение между компонентами.
Инженеры выбирают посадки с зазором для приложений, требующих вращения или скольжения. Они распространены в подшипниках, втулках и других компонентах, где снижение трения имеет решающее значение. Посадки с зазором также лучше компенсируют тепловое расширение, чем более плотные посадки.
Примеры каждого варианта в реальных приложениях
Посадки с натягом блестят в ступицах колес, где подшипник должен прочно удерживаться на месте. Переходные посадки часто встречаются в валах электродвигателей, уравновешивая надежное крепление с простотой обслуживания. Посадки с зазором отлично подходят для таких применений, как поршневые кольца, где контролируемое движение необходимо для правильной работы.
Роль допусков при прессовой посадке
Определение толерантности в инженерии
Допуск в машиностроении относится к допустимому диапазону отклонений размеров детали. Это разница между максимально и минимально допустимыми размерами для определенной характеристики.
Допуски обеспечивают правильное соответствие деталей друг другу и их функционирование по назначению. Они учитывают неизбежные производственные отклонения. Более жесткие допуски часто означают более высокую точность, но также и более высокие производственные затраты.
Как допуски влияют на прессовую посадку
Допуски напрямую влияют на эффективность прессовых посадок. Они определяют величину натяга или зазора между сопрягаемыми деталями. Слишком малый натяг может привести к неплотной посадке, а чрезмерный натяг может привести к повреждению детали.
Правильный выбор допусков обеспечивает:
- Постоянные силы сборки
- Надежная удерживающая способность
- Предотвращение деформации или повреждения деталей
- Оптимальная производительность в предполагаемом применении
Общие стандарты допусков (ISO, ANSI и т. д.)
Допуски во всем мире регулируются различными стандартами:
ISO (Международная организация по стандартизации):
- Широко используется на международном уровне
- Предлагает комплексную систему допусков отверстий и валов
ANSI (Американский национальный институт стандартов):
- Распространен в Северной Америке.
- Содержит рекомендации по размерным допускам
DIN (Немецкий институт нормирования):
- Немецкие стандарты также используются на международном уровне.
- Известен точностью в инженерных приложениях
Эти стандарты помогают инженерам общаться и поддерживать согласованность в различных производственных средах.
Ключевые факторы, влияющие на допуски при прессовой посадке
Влияние свойств материала на прессовую посадку
Свойства материала играют решающую роль в допусках прессовой посадки. Твердость, эластичность и чистота поверхности вала и ступицы влияют на прочность и долговечность посадки. Более сложные материалы обычно требуют более жестких допусков, в то время как более мягкие обеспечивают большую гибкость.
Коэффициент теплового расширения является еще одним критическим фактором. Материалы, которые расширяются или сжимаются по-разному при изменении температуры, могут привести к ослаблению или чрезмерному напряжению в посадке. Мы всегда учитываем эти свойства при проектировании прессовых посадок для наших клиентов.
Температура и условия окружающей среды
Температурные колебания существенно влияют на допуски прессовой посадки. Тепло приводит к расширению материалов, что может ослабить посадку. Холод может привести к сжатию, увеличивая нагрузку на компоненты. Влажность и коррозионные среды также влияют на долгосрочную стабильность прессовой посадки.
Мы рекомендуем учитывать весь спектр условий эксплуатации при указании допусков. Это гарантирует, что посадка останется надежной на протяжении всего жизненного цикла продукта. Наша команда может помочь вам выбрать материалы и допуски, которые выдержат ваши особые экологические проблемы.
Практические примеры: выбор материалов для успешной прессовой посадки
Давайте рассмотрим несколько реальных примеров:
- Подшипники автомобильных двигателей: Мы использовали медный сплав из-за его превосходной теплопроводности и износостойкости. Жесткие допуски обеспечили правильное формирование масляной пленки и длительную работу.
- Крепеж для аэрокосмической отрасли: Титановые сплавы были выбраны из-за их высокого соотношения прочности к весу. Точные допуски предотвращали ослабление при вибрации, допуская при этом тепловое расширение.
- Медицинские имплантаты: Биосовместимая нержавеющая сталь с тщательно контролируемой обработкой поверхности обеспечивает надежную и долговечную фиксацию в ортопедических устройствах.
Эти случаи показывают, как выбор материала и точные допуски создают оптимальные прессовые посадки. Наш опыт охватывает различные отрасли, что позволяет нам рекомендовать лучшие решения для вашего применения.
Конструктивные соображения по поводу допуска прессовой посадки
Принципы инженерного проектирования
При проектировании прессовых посадок мы следуем основным принципам. Во-первых, мы учитываем функцию сборки.
Это постоянное соединение или его нужно время от времени разбирать? Это определяет наш выбор допусков.
Мы также учитываем производственный процесс. Жесткие допуски могут быть сложными для последовательного достижения в массовом производстве.
Расчет допусков для прессовой посадки
Расчет допуска включает в себя несколько факторов. Мы начинаем с номинального размера деталей и определяем необходимый натяг.
Мы используем формулы, учитывающие свойства материалов, условия эксплуатации и факторы безопасности. Программные средства помогают нам оптимизировать эти расчеты.
Это балансировка. Слишком туго — сборка затруднена. Слишком слабо — соединение может преждевременно выйти из строя.
Как избежать распространенных ошибок в дизайне
Одна из частых ошибок — упущение кумулятивного эффекта допусков. Каждая деталь имеет свой допуск, который суммируется при окончательной сборке.
Для учета этого мы используем статистический анализ толерантности. Он помогает точнее предсказать общую посадку.
Другая ошибка — игнорирование отделки поверхности. Шероховатая поверхность может увеличить трение, что повлияет на поведение прессовой посадки.

Технологии производства
Традиционные методы пресс-фитинга
Традиционные методы прессовой посадки основаны на механическом усилии. Для этого процесса мы часто используем гидравлические или оправочные прессы.
Эти методы хорошо подходят для более мелких деталей и простых сборок. Они экономически эффективны и широко понятны в отрасли.
Однако они могут быть менее точными для сложных геометрий. Повреждение деталей во время сборки также рискованно, если не контролировать это тщательно.
Современные методы производства
Появились передовые методы повышения точности прессовой посадки. Термическая посадка подразумевает нагревание или охлаждение деталей для временного изменения их размера.
Криогенные фитинги используют экстремальный холод для усадки деталей перед сборкой. Этот метод хорошо подходит для больших или деликатных компонентов.
Лазерная сварка может создать точный, локализованный нагрев для сборки. Это полезно для небольших электронных компонентов.
Плюсы и минусы различных методов
Традиционные методы просты и экономичны. Однако для сложных приложений может потребоваться большая точность.
Тепловая установка обеспечивает высокую точность, но требует специального оборудования. Она отлично подходит для чувствительных деталей, но может быть медленнее механических методов.
Криогенная установка обеспечивает исключительную точность. Однако она более дорогая и трудоемкая, чем другие методы.
Измерение и проверка допусков
Инструменты для измерения допусков
Точность измерения имеет решающее значение для прессовой посадки. Мы используем микрометры и штангенциркули для основных проверок размеров.
Координатно-измерительные машины (КИМ) обеспечивают высокую точность для более сложных нужд. Они идеально подходят для сложных геометрий.
Оптические компараторы помогают проверять качество поверхности и кромок. Эти факторы могут существенно влиять на производительность прессовой посадки.
Методы проверки узлов с прессовой посадкой
Мы используем различные методы для проверки качества прессовой посадки. Визуальный осмотр может обнаружить очевидные дефекты или несоосности.
Ультразвуковой контроль помогает обнаружить внутренние зазоры или несоответствия в посадке. Он неразрушающий и хорошо подходит для собранных деталей.
Для критических приложений мы можем использовать рентгеновское или КТ-сканирование. Эти методы обеспечивают детальные внутренние виды сборки.
Расчеты для прогнозирования допуска прессовой посадки
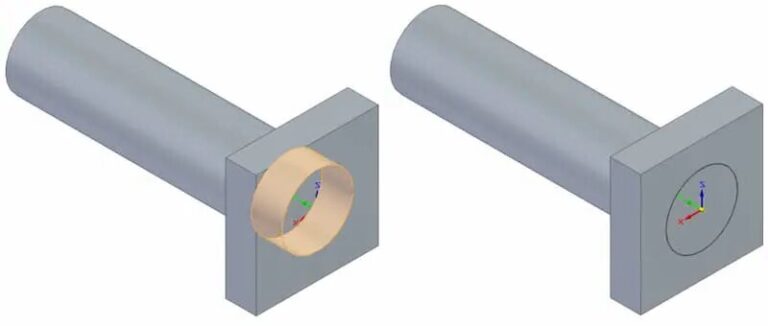
Прогнозирование допуска включает в себя несколько расчетов. Начнем с базовой формулы интерференции: интерференция = диаметр вала – диаметр отверстия.
Затем мы учитываем свойства материала и условия эксплуатации. Анализ напряжений помогает гарантировать, что посадка не разрушится под нагрузкой.
Статистические методы, такие как моделирование Монте-Карло, помогают учитывать производственные отклонения. Это дает нам более реалистичный прогноз поведения соответствия.
Проблемы при сборке с прессовой посадкой и допуском
Распространенные проблемы и их причины
Сборка методом прессовой посадки может столкнуться с рядом проблем:
- Несоосность: Часто это вызвано неточной оснасткой или неправильным позиционированием детали.
- Возмутительно: Возникает из-за чрезмерного трения во время сборки, что приводит к повреждению поверхностей компонентов.
- Крекинг: Возникает, когда напряжение превышает прочность материала, как правило, из-за слишком плотной посадки.
- Неполная вставка: Это может произойти, если помеха слишком велика или приложено недостаточное усилие.
- Ослабление со временем обычно возникает из-за неадекватных помех или эффектов термоциклирования.
Эти проблемы могут привести к сбоям в работе продукции, увеличению процента брака и задержкам производства.
Устранение неполадок с допуском прессовой посадки
При возникновении проблем мы применяем системный подход:
- Проанализируйте неудачную сборку: Мы проверяем детали на предмет наличия повреждений или износа.
- Ознакомьтесь с техническими характеристиками проекта: Мы проверяем, соответствуют ли допуски предполагаемой посадке.
- Проверка производственных процессов: Мы проверяем соответствие деталей указанным размерам.
- Оцените методы сборки: Мы оцениваем, используются ли правильные методы и инструменты.
- Условия окружающей среды для испытаний: Мы учитываем, влияют ли температура и влажность на посадку.
Этот систематический процесс помогает выявить основные причины и разработать практические решения.
Практические примеры: преодоление проблем с допуском и прессовой посадкой
Вот реальный пример, с которым мы столкнулись:
Автомобильный подшипниковый узел клиента преждевременно вышел из строя. Наше расследование выявило небольшую несоосность во время прессования.
Мы перепроектировали сборочное приспособление, чтобы обеспечить идеальное выравнивание. Мы также отрегулировали силу и скорость прессования.
Эти изменения привели к снижению количества отказов сборки 98% и значительному повышению надежности продукта.
В другом случае электронные разъемы ослабли под воздействием вибрации. Мы рекомендовали немного увеличить натяг и добавили рифленую поверхность к наружному компоненту.
Такое решение повысило надежность соединения, не снижая при этом простоты сборки.
Эти случаи демонстрируют, как тщательный анализ и творческий подход к решению проблем позволяют преодолеть трудности прессовой подгонки.
Заключение
Допуски прессовой посадки имеют решающее значение для надежной сборки. Они требуют тщательного рассмотрения материалов, конструкции и производственных процессов. Хотя существуют проблемы, их можно преодолеть с помощью опыта и внимания к деталям. Постоянное совершенствование методов и инструментов продолжает расширять границы возможностей прессовой сборки.
Связаться с нами сегодня, чтобы узнать, как мы можем достичь исключительных результатов для ваших проектов. Вы также можете запросить смету, и мы поработаем с вами, чтобы найти индивидуальное, бюджетное решение!
Часто задаваемые вопросы
Каким должен быть допуск для втулки с прессовой посадкой?
Допуск для прессовой втулки зависит от нескольких факторов. Материал, размер и применение играют свою роль. Обычно мы стремимся к интерференции от 0,001 до 0,003 дюймов на дюйм диаметра. Для точных рекомендаций мы учитываем конкретный вариант использования и условия окружающей среды.
Какой зазор необходим для прессовой посадки?
Прессовые посадки имеют отрицательный зазор, который мы называем натягом. Величина варьируется в зависимости от применения. Мы можем использовать натяг от 0,0005 до 0,001 дюйма для легких сборок. Тяжелые применения могут потребовать до 0,003 дюйма или больше. При определении идеального натяга мы всегда учитываем такие факторы, как рабочая температура, нагрузки и свойства материала.
Что такое допуск H7?
H7 — стандартный класс допуска в системе ISO. Он относится к отверстию в посадке вал-отверстие. «H» означает допуск отверстия, а «7» указывает класс допуска. H7 обеспечивает плотную посадку, подходящую для базовых поверхностей. Его часто используют в паре с различными допусками вала для достижения различных посадок — от зазора до натяга.
Можно ли использовать прессовую посадку в условиях высоких нагрузок?
Да, прессовые посадки могут быть эффективными в условиях высоких напряжений при условии их адекватного проектирования. Мы учитываем такие факторы, как колебания температуры, вибрация и динамические нагрузки. Выбор материала в этих случаях становится решающим.
Например, мы могли бы выбрать материалы с похожими коэффициентами теплового расширения, чтобы сохранить посадку при изменении температуры. В некоторых приложениях с высоким напряжением мы могли бы объединить прессовую посадку с дополнительными методами фиксации, такими как клеи или механические замки, для дополнительной надежности.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
