Прихваточная сварка — неотъемлемый компонент сварки, который служит временной остановкой перед выполнением окончательной сварки. Это подробное руководство направлено на полное понимание этого важного метода, раскрывая его определение, назначение и важность во время сварки.
Понимание основ прихваточной сварки
Прихваточная сварка закладывает основу для успешных сварочных проектов. Давайте рассмотрим основные понятия, которые делают эту технику неоценимой.
Что такое прихваточная сварка?
Прихваточный шов работает как временная точечная сварка - считайте, что это точный шов, который удерживает металлические детали вместе. Эти небольшие швы фиксируют детали в нужном положении, сохраняя правильную посадку и выравнивание перед окончательной сваркой.
Назначение прихваточных швов
Прихваточная сварка создает небольшие стратегические швы, которые временно фиксируют металлические детали в нужном положении перед окончательной сваркой. Эти точные соединения действуют как штифты, позволяя сварщикам установить правильное выравнивание и внести необходимые коррективы.
Сварка встык и полная сварка: Основные различия
Прихваточные швы меньше и их быстрее создавать, чем полные швы. Они временные, допускающие корректировки. Полные швы являются постоянными и обеспечивают полную прочность соединения. Прихваточные швы устанавливают конструкцию, в то время как полные швы завершают работу.
Как работает прихваточная сварка?
Прихватка - это временный метод сварки, используемый для удержания металлических деталей на месте перед окончательной сваркой. Здесь представлено подробное пошаговое руководство:
Шаг 1:Подготовьте материалы
- Тщательно очистите металлические поверхности, чтобы удалить грязь, ржавчину или мусор, которые могут помешать сварке.
- Убедитесь, что на заготовках нет масла или смазки, чтобы избежать загрязнения.
Шаг 2:Позиционирование и фиксация заготовок
- Выровняйте детали в соответствии с проектными спецификациями.
- Используйте зажимы или приспособления, чтобы надежно зафиксировать их в процессе сварки.
Шаг 3:Установка сварочного оборудования
- Выберите подходящую технику сварки (MIG, TIG или Stick) в зависимости от материалов и требований проекта.
- Чтобы избежать деформации, отрегулируйте настройки сварочного аппарата на более низкий уровень нагрева.
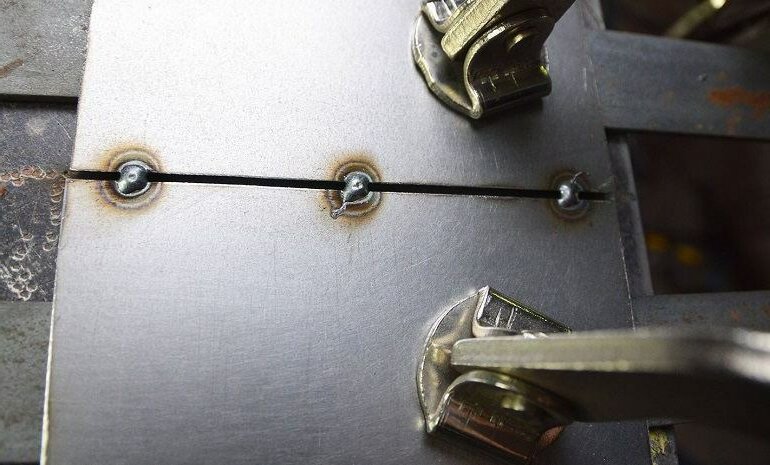
Шаг 4:Сделайте прихваточный шов
- Начните с одного конца стыка и нанесите небольшой прихваточный шов.
- Соблюдайте размер и расстояние между прихваточными швами для обеспечения однородности.
Шаг 5:Осмотр и регулировка
- Проверяйте выравнивание после каждого прихваточного шва, чтобы убедиться, что детали расположены правильно.
- При необходимости внесите коррективы, прежде чем приступать к окончательной сварке.
Проблемы, которые нужно преодолеть
Несмотря на свою важность, сварка прихватками сопряжена с рядом проблем, которые могут повлиять на качество и надежность конечного сварного шва. Понимание этих проблем имеет решающее значение для обеспечения успешного результата.
Искажение и несоосность
Прихваточные швы, расположенные слишком далеко друг от друга или в неправильной последовательности, могут привести к деформации шва и смещению деталей. Это особенно проблематично для длинных швов или тонких материалов.
Зоны растрескивания и хрупкости
Быстрое охлаждение или недостаточное количество тепла при сварке прихватками может привести к образованию хрупких, чувствительных к трещинам участков в зоне термического влияния (HAZ). Эти трещины могут распространиться во время окончательной сварки или под нагрузкой.
Остаточный стресс
При сварке встык происходит локальный нагрев и охлаждение, что может создать остаточные напряжения в заготовке. Эти напряжения могут привести к короблению, растрескиванию или ослаблению соединений.
Непостоянное качество сварки
Неровные прихваточные швы, вызванные плохим зажимом, неправильными углами или неправильной техникой, могут привести к слабым швам, которые не выдержат выравнивания при окончательной сварке.
Устранение неполадок и профилактика
- Правильные интервалы и последовательность: Равномерно накладывайте прихваточные швы и соблюдайте сбалансированную последовательность, чтобы контролировать деформацию.
- Управление предварительным нагревом и охлаждением: При необходимости разогрейте материалы и дайте им медленно остыть, чтобы предотвратить появление хрупких зон.
- Зажим и выравнивание: Используйте надежные зажимы или приспособления для поддержания выравнивания и уменьшения перемещений во время сварки.
Типы прихваточных швов
Прихваточная сварка - это универсальный процесс с различными техниками, предназначенными для конкретного применения. Каждый тип прихватки служит уникальной цели, обеспечивая правильное выравнивание, стабильность и минимальное искажение в процессе сварки.
Точечные прихваточные швы
Точечные прихваточные швы - это небольшие, похожие на точки швы, расположенные в стратегических точках вдоль шва. Они обычно используются для временной фиксации и идеально подходят для тонких материалов или когда требуется минимальное тепловое воздействие. Точечные прихватки быстро наносятся и легко снимаются при необходимости корректировки.
Непрерывные прихваточные швы
Непрерывная прихватка предполагает создание серии близко расположенных прихваток по всей длине шва. Этот метод обеспечивает более прочную фиксацию и особенно полезен для толстых материалов или длинных швов, где требуется дополнительная стабильность.
Угловые и краевые прихваточные швы
Угловые и кромочные прихваточные швы используются для крепления металлических деталей на углах или вдоль кромок. Эти швы обеспечивают правильное выравнивание соединений, образующих углы, например Т-образных или Г-образных соединений, сохраняя целостность конструкции при окончательной сварке.
Сварные швы встык
Стыковые прихваточные швы применяются для выравнивания двух металлических деталей встык. Эти швы помогают поддерживать правильный зазор и выравнивание в стыковых соединениях, что очень важно для получения прочных и однородных конечных сварных швов в таких областях применения, как трубопроводы или изготовление листового металла.
Материалы, используемые для прихваточной сварки
Контактная сварка - это универсальный процесс, который может применяться к широкому спектру металлов. Выбор материала и присадочного металла играет решающую роль в обеспечении прочных, точных и не вызывающих искажений сварных швов.
Металлы, которые обычно свариваются прихватками
Наиболее часто используемые металлы для прихваточной сварки включают в себя:
- Сталь
- Нержавеющая сталь
- Алюминий
- Чугун
- Медь и латунь
- Сплавы титана и магния
Выбор правильного присадочного материала для прихваточной сварки
Выбор правильного присадочного материала очень важен для обеспечения совместимости с основным металлом и получения прочных прихваточных швов:
Совместимость с цветными металлами:
- Используйте присадочные металлы, которые соответствуют или дополняют свойства основного материала (например, ER70S-6 для низкоуглеродистой стали и ER4043 для алюминия).
Требования к процессу сварки:
- Для TIG-сваркаВыбирайте присадочные стержни диаметром, соответствующим толщине материала.
- Для МИГ-сваркаВыберите размер проволоки, чтобы сбалансировать потребление тепла и скорость осаждения.
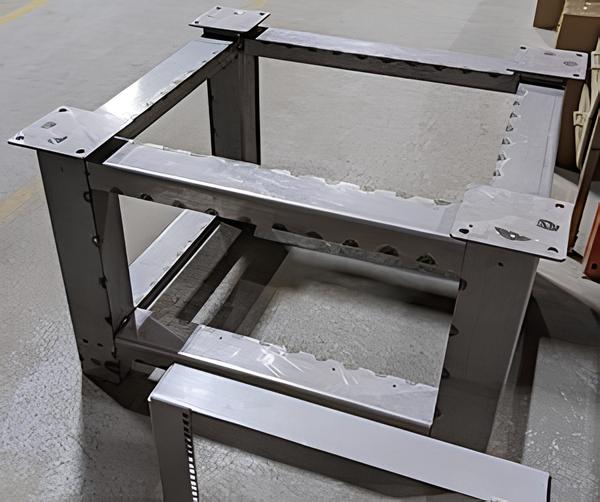
Прихваточная сварка в строительстве из конструкционной стали
Прихваточные швы играют важную роль в стальных конструкциях, таких как строительные леса. Они удерживают балки и колонны на месте. Клещи позволяют регулировать положение перед окончательной сваркой. Они помогают справиться с напряжением в процессе строительства. Правильное крепление обеспечивает целостность конструкции.

Факторы, влияющие на качество прихваточного шва
Качество прихваточных швов зависит от нескольких критических факторов, включая параметры нагрева, выбор электродов и толщину материала. Правильный контроль и понимание этих элементов обеспечивают прочные, точные и не вызывающие искажений прихваточные швы.
Параметры нагрева и их влияние на сварку
Подача тепла играет важную роль при прихваточной сварке. Недостаточное количество тепла может привести к слабым швам с плохим проплавлением, а избыточное - к короблению или прожогу, особенно на тонких материалах.
Очень важно отрегулировать силу тока сварочного аппарата в соответствии с толщиной материала. Для тонких металлов рекомендуется использовать более низкие параметры нагрева, чтобы предотвратить деформацию, в то время как для более толстых материалов необходимы более высокие параметры для достижения достаточного проплавления.
Правильный выбор электрода
Выбор правильного электрода имеет решающее значение для получения качественных прихваточных швов. Электрод должен быть совместим с основным металлом, чтобы обеспечить надлежащее сплавление и прочность. Например:
- Тонкие металлы: Используйте электроды меньшего диаметра (например, E6013) для более глубокого проникновения и снижения риска прогорания.
- Более толстые металлы: Выбирайте электроды с низким содержанием водорода (например, E7018), чтобы обеспечить более глубокое проникновение и минимизировать риск растрескивания.
Толщина материала и ее влияние на сварку встык
Толщина материала напрямую влияет на технику и настройки прихваточной сварки:
- Тонкие материалы: Требуется меньшая сила тока, более высокая скорость движения и меньшие клещи для предотвращения перегрева и деформации.
- Толстые материалы: Для обеспечения достаточного проникновения и устойчивости используйте более высокую силу тока, более низкую скорость движения и большие клещи.
Преимущества прихваточной сварки
Прихваточная сварка - важнейшая техника при изготовлении металлических изделий. Она обладает многочисленными преимуществами, которые повышают эффективность, точность и общее качество сварочных проектов.
Повышенная точность и структурная целостность
Прихваточная сварка обеспечивает точное выравнивание компонентов, что очень важно для получения точных и качественных конечных сварных швов. Правильно расположенные прихватки предотвращают перемещение в процессе сварки, сохраняя зазоры между швами и целостность конструкции.
Эффективность затрат времени и средств
Прихваточная сварка снижает потребность в сложных зажимных системах и приспособлениях, упрощая процесс наладки. Она также позволяет сварщикам быстро закреплять детали на месте, экономя время при сборке.
Сокращение количества переработок и брака
Сохраняя выравнивание и предотвращая ошибки во время сварки, прихваточная сварка сводит к минимуму вероятность появления дефектов или смещений, которые потребуют повторной обработки. Это сокращает отходы материалов и снижает риск отбраковки ценных компонентов, что в конечном итоге повышает эффективность проекта и снижает общие затраты.
Заключение
Прихваточная сварка - важнейший этап изготовления металла, обеспечивающий повышенную точность, уменьшение искажений и повышение эффективности. Освоив технику и поняв факторы, влияющие на ее качество, вы сможете обеспечить надежные и качественные сварные швы для своих проектов.
У вас есть вопросы о том, как решить конкретные проблемы со сваркой или улучшить процесс производства? Если вам нужен совет эксперта или поддержка в вашем следующем проекте, не стесняйтесь связаться с нами-Мы здесь, чтобы помочь.
Часто задаваемые вопросы:
В чем разница между сваркой встык и обычной сваркой?
Прихватка - это небольшой временный шов, используемый для фиксации металлических деталей на месте перед окончательной сваркой. Напротив, обычный сварной шов - это постоянный, непрерывный шов, предназначенный для обеспечения прочности и долговечности конструкции.
Когда делать прихватку?
Прихваточная сварка фиксирует детали в нужном положении на начальных этапах сборки. Она незаменима для проектов со сложной геометрией, крупными компонентами или материалами, склонными к деформации. Она также идеальна, когда невозможно эффективно использовать зажимы или приспособления.
Что такое мостовая сварка?
Мостовой прихваточный шов применяется при наличии зазора между двумя компонентами, например, при сварке труб или несоосности соединений. Небольшие прихватки чередуются с каждой стороны зазора, чтобы предотвратить перегрев и деформацию. Эти швы временно перекрывают зазор, пока не будет завершен окончательный сварной шов.
Можно ли сварить алюминий прихваткой?
Да, алюминий можно сваривать прихватками, но он требует осторожного обращения из-за высокой теплопроводности и низкой температуры плавления. Для получения более прочных прихваток рекомендуется использовать присадочный материал, так как алюминий без присадки может растрескаться под воздействием термического напряжения. Для точной прихватки алюминия часто предпочитают использовать сварку TIG.
Можно ли прихватить сваркой нержавеющую сталь?
Да, нержавеющую сталь можно эффективно сваривать прихватками. Плотное прилегание без зазоров имеет решающее значение для предотвращения коробления или тепловой деформации. Для создания чистых прихваток без перегрева материала обычно используются быстрые высокотемпературные вспышки.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
