Сварка нержавейки методом сварки "наждачной бумагой" может дать хорошие результаты, но только в том случае, если процесс соответствует задаче. Сложность заключается не в запуске дуги. Проблема в том, чтобы получить пригодный для использования результат без слишком сильного обесцвечивания, искажения или очистки.
Вот почему сварку нержавеющей стали не следует оценивать только по проплавлению. Сварной шов может держаться, но при этом создавать проблемы с посадкой, отделкой или коррозионной стойкостью, если процесс не контролируется на ранней стадии.
В правильных ситуациях палочная сварка все еще остается практичным вариантом. Она хорошо подходит для ремонтных работ, работ в полевых условиях и тяжелых нержавеющих деталей, где важна мобильность и простота оборудования. Для тонких, видимых или чувствительных к деформации деталей этот процесс становится гораздо менее щадящим.

Что такое сварка нержавеющей стали?
Сварка нержавейки методом сварки "наждачной бумагой" означает использование процесса SMAW для соединения нержавеющих деталей с помощью электрода с флюсовым покрытием. Этот процесс широко распространен и легко узнаваем, но нержавеющая сталь обычно менее прощаема, чем низкоуглеродистая. Небольшие ошибки при контроле часто быстро проявляются в сварной шайбе, состоянии поверхности и реакции детали на нагрев.
Качественный нержавеющий сварной шов оценивается не только по тому, держится ли соединение. Хорошие результаты также зависят от формы шарика, внешнего вида поверхности, контроля искажений и объема зачистки или доработки, необходимой после сварки. В производстве эти детали имеют большое значение, поскольку они влияют как на качество детали, так и на следующий этап работы.
Многие проблемы при сварке нержавеющей стали начинаются еще до того, как сварной шов выглядит явно дефектным. Как только контроль нагрева или контроль дуги начинает ослабевать, сварочный шов становится менее стабильным, зачистка увеличивается, а движение деталей становится сложнее контролировать. Вот почему так важен ранний контроль. Короткая дуга, стабильная скорость движения и контролируемая длина шва обычно делают больше для защиты конечного результата, чем попытки исправить сварку после того, как соединение уже зашло слишком далеко.
В каких случаях сварка нержавейки электродом имеет смысл?
Этот процесс хорошо работает в некоторых случаях, но он не подходит для всех нержавеющих деталей. В следующих разделах объясняется, в каких случаях сварка палкой приносит пользу, а в каких - повышает риск.
Когда сварка палкой является практичным вариантом?
Сварка на основе сварки - практичный вариант для ремонта, полевых и наружных работ. Ее легко развернуть, она хорошо работает в условиях ограниченного пространства и остается полезной в условиях, когда более контролируемые цеховые процессы запустить сложнее.
В таких ситуациях лучшим процессом часто оказывается тот, который надежно работает в реальных условиях. Именно в таких случаях палочная сварка сохраняет свою ценность.
Почему более толстыми деталями легче управлять?
Более толстые нержавеющие детали обычно дают процессу больше возможностей для работы. Они могут поглотить больше тепла, прежде чем возникнет проблема прогорания, сильного вытягивания или нестабильной формы шарика.
Это делает сварку палкой более реалистичной на более тяжелые кронштейны, ремонтные секции, трубопроводные работыи конструкционных изделий. Контроль по-прежнему имеет значение, но толстый материал обычно дает сварщику больше времени, чтобы сохранить соединение пригодным для использования.
Почему тонкий лист труднее обосновать?
Тонкий нержавеющий лист дает очень мало возможностей для ошибок. Деталь быстро нагревается, легко перемещается и может потерять плоскостность или контроль шарика после короткого сварного шва, если процесс не будет жестко контролироваться.
По этой причине сварка палкой часто не подходит для легких деталей, видимых поверхностей и узлов, где форма или внешний вид должны оставаться чистыми. Даже в тех случаях, когда ее можно выполнить, она часто приносит больше риска, чем пользы.
При каких условиях работы сварка палкой является благоприятной?
В полевых условиях палочная сварка часто оказывается более подходящим вариантом. Если работа должна выполняться на улице, на стройплощадке или в месте, где ограничена возможность установки технологического оборудования, сварка палкой имеет явное практическое преимущество.
Это не делает его лучшим процессом во всех технических смыслах. Это означает, что окружающая среда может сделать его лучшим процессом для надежного выполнения работы.
Как тепло влияет на качество сварки?
Контроль тепла - один из важнейших факторов при сварке нержавеющей стали. Ниже показано, как избыток тепла влияет на форму шарика, стабильность детали и конечное состояние поверхности.
Почему нержавеющая сталь быстро теряет управляемость?
Нержавеющая сталь обычно дает меньше предупреждений, прежде чем сварной шов начнет смещаться. Настройка, которая кажется приемлемой в начале дуги, может стать слишком горячей по мере продолжения прохода, особенно на небольших деталях, тонких секциях или при многократных сварках в одной области.
В реальной работе это обычно проявляется быстро. Лужа раскрывается быстрее, шарик становится сложнее сформировать, а зона сварки становится менее стабильной от одного прохода к другому.
Как избыток тепла превращается в проблемы с деталями?
По мере нагревания деталь может деформироваться. Это более заметно на тонких листах, длинных швах, незакрепленных краях и деталях, которые держатся неравномерно.
Как только начинается движение, проблема уже не сводится только к сварке. Плоскость становится сложнее сохранить, выравнивание становится менее стабильным, а последующая подгонка часто становится сложнее, чем сам сварной шов.
Почему нельзя игнорировать обесцвечивание?
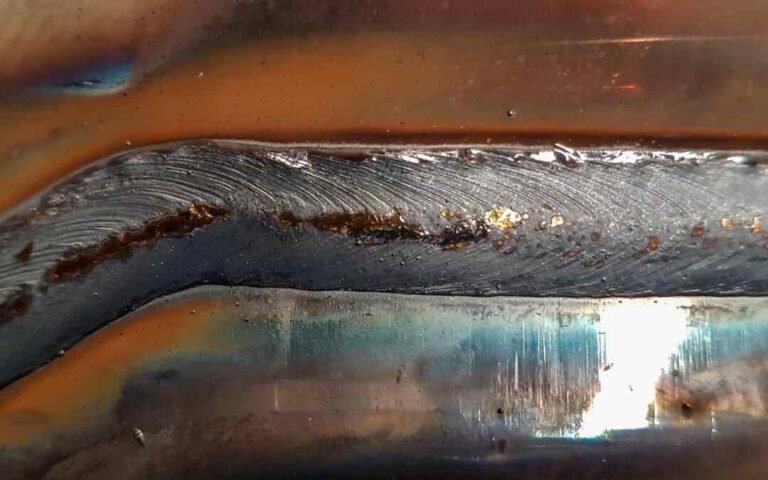
Обесцвечивание часто является первым видимым признаком того, что зона сварки подверглась большему нагреву, чем должна была. Потемнение зоны сварки обычно указывает на то, что в процессе сварки в деталь подается слишком много тепла или оно слишком долго удерживается в одной области.
Это важно, потому что обесцвечивание редко бывает только косметическим. На видимых или чувствительных к коррозии деталях большее количество цвета часто означает большее количество операций по очистке, восстановлению поверхности и меньший запас для следующего шага.
Как плохой контроль тепла влияет на эффективность обслуживания?
Слишком сильный нагрев может привести к ухудшению состояния зоны сварки, что затруднит очистку и защиту детали после сварки. Если поверхность вокруг сварного шва останется сильно тонированной, шероховатой или загрязненной, деталь может работать не так, как ожидается от нержавеющей стали.
Это особенно важно, если деталь будет использоваться во влажных, химических, пищевых или видимых условиях эксплуатации. В этих случаях плохой контроль тепла продолжает вызывать проблемы после завершения сварки.
Как подготовить нержавеющую сталь к сварке?
Если термоконтроль защищает сварной шов во время процесса, то подготовка защищает его до начала процесса. Хорошие нержавеющие сварные швы часто зависят от того, что происходит до начала дуги.
Как правильно очистить стык?
Перед началом сварки зона сварки должна быть чистой, сухой и очищенной от масла, смазки, окислов, краски и остатков резки. Чистый шов обычно обеспечивает более стабильную дугу, более чистую фаску и меньший объем работ по очистке.
Это не обязательно должно быть сложным. Цель проста: очистите металл в месте соединения и вокруг него, чтобы сварной шов с самого начала не боролся с поверхностными загрязнениями.
Почему загрязнение становится проблемой результата?
Загрязнения часто всплывают позже как проблема качества. Грязь, остатки шлифования, частицы углеродистой стали или мусор из цеха могут повредить зону сварки, увеличить риск образования пятен и повысить вероятность появления ржавчины после сварки.
Именно поэтому работы с нержавеющими деталями должны проводиться как можно дальше от работ с обычной сталью. Если поверхность загрязнена до начала сварки, деталь может потерять внешний вид и коррозионную стойкость еще до того, как будет выполнен сварной шов.
Как подгонка влияет на целостность сварного шва?
Плохая подгонка обычно приводит к плохому контролю сварки. Большие зазоры, неровные кромки и нестабильные условия прихватки затрудняют размещение лужи и часто подают в шов больше тепла, чем деталь может выдержать в чистом виде.
Хорошая подгонка не только облегчает сварку. Она помогает бусине оставаться более равномерной, снижает вероятность избыточного натяжения и облегчает повторение конечного результата.
Что необходимо проверить перед началом сварки?
Перед тем как пустить дугу, убедитесь, что соединение чистое, посадка стабильная, деталь поддерживается, а настройки соответствуют материалу и размеру стержня. Это простые проверки, но они предотвращают многие проблемы, в которых впоследствии обвиняют технику.
На нержавеющей стали плохо подготовленные участки обычно проявляются быстро. Несколько минут проверки на начальном этапе часто позволяют сэкономить гораздо больше времени на очистку, исправления и доработку.
Как настроиться на лучшие результаты?
Стабильная установка устраняет многие проблемы, в которых впоследствии обвиняют технику. Ниже описаны варианты настройки, которые делают сварку нержавеющей стали более предсказуемой с самого начала.
Как выбрать полярность и силу тока?
Начните с рекомендуемой полярности электрода, затем установите силу тока, достаточно высокую для стабильной дуги, но достаточно низкую, чтобы держать лужу под контролем. На нержавеющей стали слишком раннее повышение силы тока обычно затрудняет, а не облегчает сварку.
Более безопасный подход - начать с нижней границы допустимого диапазона и регулировать по поведению дуги, форме шарика и увеличению тепла. Если лужа открывается слишком быстро или сварной шов темнеет слишком быстро, значит, установка слишком горячая для детали.
Почему заземление влияет на устойчивость дуги?
Плохое заземление может привести к тому, что правильная настройка будет казаться неправильной. Если путь заземления слабый, грязный или плохо расположен, дуга становится менее стабильной, а управление лужей - менее устойчивым.
Это важно, потому что в нестабильном поведении дуги часто обвиняют в первую очередь выбор удилища или технику. Во многих случаях исправить ситуацию проще простого: улучшите грунт и устраните один из устранимых источников нестабильности.
Как опора помогает контролировать движение?
Поддержка имеет значение, поскольку нержавеющая сталь может быстро двигаться, как только начинает нагреваться. Если деталь плохо удерживается, сварной шов может вывести деталь из положения еще до завершения прохода.
Это становится более вероятным при использовании тонких деталей, длинных швов, открытых кромок и неравномерной фиксации. Хорошая поддержка не может полностью остановить движение, но она уменьшает тенденцию к смещению детали по мере продолжения сварки.
Почему пробные сварные швы необходимо выполнять до начала производства?
Короткий пробный сварной шов помогает подтвердить правильность настроек, ощущения дуги и форму шарика до того, как реальная деталь будет подвергнута риску. Это особенно полезно при работе с нержавеющей сталью, поскольку технологическое окно более узкое и ошибки проявляются быстрее.
Быстрый тест на аналогичной толщине может выявить слишком сильный нагрев, плохой контроль над бисером или нестабильные настройки на ранней стадии. Этот небольшой шаг часто предотвращает более серьезные работы по очистке или переделке в дальнейшем.
Как улучшить контроль сварки?
После правильной настройки следующим шагом будет поддержание стабильности сварного шва на протяжении всего прохода. В приведенных ниже разделах рассматриваются простые правила управления, которые улучшают стабильность и уменьшают количество тепла, которого можно избежать.
Как сохранить короткую дугу?
Короткая дуга обычно обеспечивает лучший контроль над нержавеющей сталью. Она помогает держать лужу плотнее, ограничивает излишнее распространение тепла и позволяет легче придать шайбе чистую форму.
Если дуга слишком длинная, сварной шов часто становится грубее, шире и труднее поддается управлению. Для нержавеющей стали это обычно означает большее обесцвечивание, большее количество зачисток и меньший запас до того, как шов начнет плохо реагировать.
Как угол и скорость формируют бусину?
Угол наклона стержня и скорость перемещения напрямую влияют на форму шарика и проплавление. При слишком медленном перемещении сварной шов может навалиться, добавляя в соединение больше тепла, чем нужно. Слишком быстрое перемещение может привести к потере формы шва или его неполному проплавлению.
Лучший подход - это устойчивые движения под постоянным углом, которые позволяют держать лужицу под контролем. На практике повторяемость движений обычно имеет большее значение, чем попытка добиться идеального вида бусины.
Почему короткие передачи улучшают контроль?
Короткие проходы часто лучше работают с нержавеющей сталью, потому что они уменьшают количество тепла, которое накапливается в одной области, прежде чем сварщик сможет отреагировать. Вместо того чтобы позволять шву нагреваться все больше и больше, короткие проходы позволяют легче управлять сварным швом.
Это особенно полезно для тонких деталей, видимых поверхностей и соединений, которые быстро теряют форму. Возможно, в данный момент это кажется более медленным, но часто это приводит к более чистому результату с меньшим количеством исправлений впоследствии.
Как позиция меняет подход?
Положение сварки изменяет степень контроля сварщика над лужей. Сварка в плоском положении обычно проще, в то время как вертикальные и подвесные работы требуют более жесткого контроля длины дуги, размера шва и скорости перемещения.
Для нержавеющей стали эта разница имеет большее значение, поскольку большую лужу трудно удерживать долгое время. По мере того как положение становится все более твердым, небольшие и более контролируемые сварные швы обычно работают лучше, чем попытка нанести слишком много металла сразу.
Распространенные проблемы и их причины
Большинство проблем при сварке палкой нержавеющей стали можно отследить по нескольким общим причинам. Приведенные ниже пункты связывают видимые дефекты с условиями, которые обычно их вызывают.
Почему сварной шов становится темным или шероховатым?
Темный или грубый сварной шов обычно в первую очередь связан с проблемой термоконтроля. Высокая сила тока, длинная дуга, низкая скорость перемещения или сварка, которая длится слишком долго без перерыва, - все это может привести к тому, что в шов попадет больше тепла, чем деталь может выдержать в чистом виде.
Результат - не только хуже выглядящая бусина. Зона сварки часто требует дополнительной зачистки, поверхность труднее восстановить, и деталь может потерять качество отделки больше, чем ожидалось. Если сварной шов темнеет по мере выполнения прохода, это часто означает, что нагрев происходит быстрее, чем успевает контроль.
Почему происходит образование шлака или отсутствие плавления?
Проблемы со шлаком обычно указывают на плохую форму шарика, плохой контроль угла или плохую очистку между проходами. Отсутствие плавления более вероятно при слишком быстром перемещении, слишком низкой силе тока или если стержень не вставляется в обе стороны соединения.
Такие проблемы легко ошибочно распознать, поскольку снаружи сварной шов может выглядеть заполненным. Лучше проверять, действительно ли сварной шов чисто проклеен по торцам шва, а не выглядит ли шарик полным только на поверхности.
Почему деталь деформируется во время сварки?
Искривление обычно означает, что деталь получает больше тепла, чем может удержать. Тонкие участки, длинные швы, слабая поддержка и неравномерная фиксация приводят к тому, что эта проблема проявляется гораздо раньше.
Как только деталь начинает двигаться, проблема сварки превращается в проблему качества детали. Плоскостность, выравнивание и последующую подгонку становится сложнее контролировать, а работа по исправлению часто занимает больше времени, чем сам сварной шов.
Почему ржавчина или пятна появляются позже?
Ржавчина или пятна после сварки обычно свидетельствуют о загрязнении, плохой очистке или о том, что зона сварки находится в плохом состоянии. Частицы углеродистой стали, мусор из цеха и необработанный тепловой оттенок являются распространенными причинами.
Это важно, потому что проблема часто проявляется после того, как сварочные работы уже выглядят законченными. В этот момент проблема уже не ограничивается внешним видом. Она может повлиять на коррозионную стойкость, приемлемость для заказчика и доверие к детали.
Заключение
Сварка нержавейки методом литья может работать хорошо, но лучше всего, когда процесс, деталь и условия работы совпадают. Это практичный метод, особенно для ремонта и полевых работ, но он дает меньше возможностей для ошибок, чем многие сварные швы из низкоуглеродистой стали. Лучшие результаты обычно достигаются за счет принятия правильных решений на ранних этапах, а не за счет попыток восстановить сварной шов позже.
Является ли палочная сварка правильным выбором для вашей детали из нержавеющей стали? Наши специалисты могут изучить ваши чертежи, материал, толщину и требования к сварке, чтобы помочь вам выбрать более практичный процесс до начала производства. Отправьте нам свои чертежи или детали проекта сегодня для получения обратной связи и быстрого предложения.
Часто задаваемые вопросы
Можно ли успешно сваривать нержавеющую сталь?
Да. Нержавеющая сталь может успешно свариваться палкой, если выбор присадочного материала, настройка и подача тепла хорошо контролируются. Этот процесс практичен, но он менее щадящий, чем сварка углеродистой стали.
Подходит ли сварка палкой для тонкой нержавеющей стали?
Обычно это не лучший выбор. Тонкая нержавейка быстро нагревается, легко перемещается и дает очень небольшой запас до появления прогаров, искажений или плохого контроля бисера.
Почему нержавеющая сталь обесцвечивается во время сварки?
Обесцвечивание обычно означает, что зона сварки нагрелась сильнее, чем следовало. К распространенным причинам относятся длинная дуга, низкая скорость движения, высокая сила тока или слишком большое количество тепла в одной области.
Что вызывает ржавчину после сварки нержавеющей стали?
Ржавчина после сварки часто вызвана загрязнением, плохой очисткой или оставлением зоны сварки с поврежденной поверхностью. Частицы углеродистой стали, остатки из цеха и необработанный термический нагар являются распространенными причинами.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
