Стремительное развитие электромобилей (EV) и систем хранения энергии (ESS) меняет представление о терморегулировании в промышленности. Поскольку плотность энергии в батареях продолжает расти, способность точно контролировать температуру стала определяющим фактором для надежности и срока службы батарей.
Среди различных методов охлаждения охлаждающие пластины для батарей из листового металла стали ведущим решением для высокопроизводительных блоков. Они сочетают в себе отличную теплопроводность, легкую конструкцию и экономичную масштабируемость.
В этой статье рассказывается о том, как разрабатываются, производятся и интегрируются охлаждающие пластины для аккумуляторов из листового металла - и почему они имеют решающее значение для инноваций в области аккумуляторов следующего поколения.
Что такое охлаждающие пластины аккумулятора?
Охлаждающая пластина аккумулятора - это прецизионный металлический компонент, предназначенный для отвода тепла от элементов аккумулятора и передачи его в текучую охлаждающую жидкость, обычно водно-гликолевую смесь. Она выполняет функции теплового моста и механической опоры в аккумуляторном блоке.
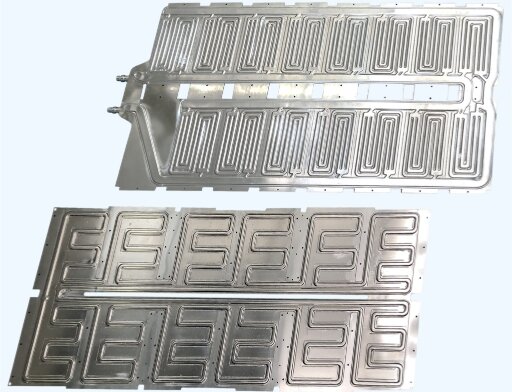
Большинство конструкций состоит из двух тонких алюминиевых или медных листов толщиной 1-3 мм, сваренных или спаянных для создания замкнутых проточных каналов. Охлаждающая жидкость циркулирует по этим каналам, равномерно поглощая тепло от элементов батареи и поддерживая весь блок в оптимальном температурном диапазоне - обычно от 20 до 40 °C.
Охлаждающие пластины играют четыре важнейшие роли:
- Поддерживайте равномерную температуру по всем клеткам, чтобы предотвратить дисбаланс.
- Продление срока службы избегая теплового стресса и горячих точек.
- Увеличение выходной мощности во время быстрой зарядки или в условиях повышенной нагрузки.
- Повышение безопасностиЭто снижает риск теплового удара.
Чтобы наглядно представить их воздействие: 1-миллиметровая алюминиевая пластина передает тепло на 20× быстрее, чем воздух, обеспечивая мгновенное и стабильное охлаждение даже во время быстрой зарядки.
Роль охлаждающих пластин в терморегулировании аккумуляторов
Эффективная конструкция начинается с выбора правильных материалов и внутренней структуры. Сочетание типа металла, обработки поверхности и геометрии проточных каналов определяет производительность и долговечность охлаждающей пластины.
Как генерируется тепло от батареи?
Во время работы литий-ионные элементы преобразуют электрическую энергию в тепло за счет омического сопротивления и электрохимических реакций. Типичный блок EV емкостью 50 кВт-ч, работающий со скоростью разряда 2C, может непрерывно генерировать 1,5-2 кВт тепла. Если это тепло не отводить, локальная температура может превысить 60 °C, что приведет к деградации электролита, окислению лития и необратимой потере емкости.
Охлаждающие пластины из листового металла разработаны таким образом, чтобы даже при длительной нагрузке температура не поднималась ниже 5 °C. Поддерживая такое узкое тепловое окно, инженеры могут продлить срок службы упаковки на 30 %, снизить частоту отказов и обеспечить стабильную выработку энергии в течение тысяч циклов.
Почему тепловая равномерность имеет значение?
Настоящая проблема заключается не только в отводе тепла, но и в его равномерном распределении. Неравномерность температур в ячейках приводит к дрейфу производительности и ускоряет старение. Исследования показывают, что при снижении разброса температур в модуле с ±5 °C до ±2 °C срок службы блока может увеличиться почти на 25-30 %.
Равномерный отвод тепла также повышает стабильность зарядки и точность определения состояния заряда (SOC), поскольку BMS полагается на согласованные тепловые данные для правильной балансировки элементов. Таким образом, охлаждающие пластины - это не просто компоненты, а точные инструменты для баланса энергии.
Воздушное охлаждение против жидкостного: Разрыв в эффективности
Воздушное охлаждение простое, но ограниченное. Низкая теплопроводность воздуха (≈0,026 Вт/м-К) ограничивает теплопередачу, что делает его непригодным для плотных и мощных аккумуляторов. В отличие от этого, жидкостное охлаждение с использованием водно-гликолевых смесей (≈0,6 Вт/м-К) обеспечивает более чем 20-кратную эффективность, обеспечивая стабильный контроль температуры при быстрой зарядке и длительной работе в условиях высокой нагрузки.
| Метод охлаждения | Теплопроводность (Вт/м-К) | Типичный температурный градиент (°C) | Идеальное применение |
|---|---|---|---|
| Охлаждение воздуха | 0.026 | 10-20 | Маломощные или гибридные системы |
| Жидкостное охлаждение | 0.6 | 2-5 | EV, ESS, модули высокой плотности |
В большинстве современных EV стандартом являются листовые пластины с жидкостным охлаждением, поскольку они обеспечивают высокую однородность, долговечность и модульную масштабируемость при разумной стоимости.
Инженерные преимущества охлаждающих пластин из листового металла
Листовой металл обладает рядом конструктивных и производственных преимуществ:
- Легкая конструкция снижает вес автомобиля при сохранении жесткости.
- Высокое отношение площади поверхности к объему улучшает теплопередачу.
- Гибкие варианты дизайна позволяют использовать змеевидную, параллельную или штыревую схему расположения каналов.
- Масштабируемое производство Подходит как для прототипов, так и для массового производства.
Материалы и конструктивное исполнение охлаждающих пластин из листового металла
Эффективная конструкция начинается с выбора правильных материалов и внутренней структуры. Сочетание типа металла, обработки поверхности и геометрии проточных каналов определяет производительность и долговечность охлаждающей пластины.
Используемые металлы
Выбор металла напрямую определяет, насколько эффективно охлаждающая пластина передает тепло и выдерживает длительные нагрузки. Алюминий и медь остаются двумя доминирующими материалами, каждый из которых предлагает уникальные компромиссы между проводимостью, весом и стоимостью.
| Материал | Теплопроводность (Вт/м-К) | Плотность (г/см³) | Индекс стоимости (≈) | Устойчивость к коррозии | Типовое применение |
|---|---|---|---|---|---|
| Алюминий (3003, 6061) | 180-210 | 2.7 | ★★☆ | Высокий | Пластины для аккумуляторов EV, системы хранения энергии |
| Медь | 385-400 | 8.9 | ★★★ | Средний | Высокопроизводительные или компактные модули |
| Нержавеющая сталь (304) | 15-25 | 7.9 | ★☆☆ | Отличный | Морская или коррозионная среда |
Алюминий доминирует в системах охлаждения EV, поскольку он обладает малым весом, отличной коррозионной стойкостью и экономичностью. Медь, хотя и обеспечивает почти вдвое большую теплопроводность, тяжелее и дороже - она используется в основном там, где высокий тепловой поток или ограниченное пространство требуют экстремальной производительности.
Обработка поверхности и защита от коррозии
Охлаждающие пластины постоянно контактируют с охлаждающими жидкостями на основе гликоля, поэтому защита от коррозии имеет решающее значение для предотвращения внутренних утечек и загрязнения частицами. Наиболее эффективные методы обработки поверхности сочетают в себе химическую стабильность и совместимость с материалами термического интерфейса (TIM).
Обычные методы лечения включают:
- Анодирование: Образует на алюминии твердый оксидный слой, который противостоит коррозии и улучшает теплоотдачу.
- Никелевое или хроматовое покрытие: Добавляет барьерный слой, защищающий от гальванической коррозии при сопряжении с разнородными металлами.
- Эпоксидные или пассивирующие покрытия: Используется в условиях повышенной влажности или в морских условиях для дополнительной защиты.
Испытания показали, что анодированные алюминиевые пластины сохраняют более 95% своей теплопроводности после 1 000 часов воздействия соляных брызг, что значительно превосходит показатели необработанных пластин. Хорошо нанесенные покрытия не только продлевают срок службы, но и повышают чистоту охлаждающей жидкости, что позволяет снизить эксплуатационные расходы в долгосрочной перспективе.
Проектирование проточных каналов и пластинчатых конструкций
Геометрия внутренних каналов определяет, насколько эффективно охлаждающая жидкость поглощает и распределяет тепло по пластине. Конструкторы используют моделирование вычислительной гидродинамики (CFD) для оптимизации баланса между равномерностью температуры, перепадом давления и скоростью охлаждающей жидкости.
Змеевидные проточные каналы
- Единая непрерывная траектория, обеспечивающая полное покрытие поверхности.
- Обеспечивает превосходную тепловую однородность, но при этом увеличивает потери давления.
- Идеально подходит для компактных модулей EV и батарейных блоков, работающих в циклах быстрой зарядки.
Каналы параллельного потока
- Многочисленные проточные каналы обеспечивают меньшее падение давления и более быстрый поток.
- Более простое производство и масштабируемость.
- Требуется тщательная балансировка для предотвращения неравномерного распределения потока.
Конструкции со штифтами или углублениями
- Небольшие 3D-выступы внутри каналов усиливают турбулентность, повышая теплопередачу. 10-15%.
- Обычно формируются методом гидроформовки или тиснения с ЧПУ.
- Лучше всего подходит для приложений с высокой плотностью мощности, где площадь поверхности имеет решающее значение.
В EV-приложениях целевой расход обычно составляет 2-4 л/мин на модуль, при этом повышение температуры между входом и выходом не превышает 3 °C. Анализ CFD также обеспечивает перепад давления менее 20 кПа, что позволяет минимизировать потребление энергии насосом и добиться равномерного охлаждения.
Параметры конструкции и оптимизация толщины
Охлаждающие пластины обычно изготавливаются из двух листов толщиной 1,0-3,0 мм. Более тонкие пластины обеспечивают лучшую теплопередачу, но рискуют деформироваться под давлением, в то время как более толстые пластины повышают жесткость, но увеличивают вес.
Инженеры используют анализ методом конечных элементов (FEA) для моделирования внутренних нагрузок под давлением - часто до 0,3 МПа - и выявления областей, требующих усиления ребер жесткости или корректировки расстояния между сварными швами.
Хорошо оптимизированная пластина достигает:
- Допуск на плоскостность: в пределах ±0,05 мм
- Давление разрыва: более 1 МПа
- Термостойкость: ниже 0,20 °C/Вт
Благодаря такой точности пластина остается плоской и герметичной даже после 10 000+ циклов давления, что очень важно для высоковольтных батарейных модулей, где герметичность не является обязательным условием.
Производственные допуски и плоскостность поверхности
Эффективный теплообмен зависит от жесткого контроля плоскостности поверхности и геометрии каналов. Даже небольшие неровности могут увеличить тепловое сопротивление и снизить эффективность.
Лучшие практики включают:
- Контроль плоскостности в пределах ±0,05 мм с помощью прецизионного зажима во время сварки.
- Минимизация деформации сварного шва за счет контролируемой подачи тепла и скорости охлаждения.
- Применение термоинтерфейсных материалов (TIM), таких как заполнители зазоров или прокладки, для преодоления микроскопических воздушных зазоров.
Улучшение плоскостности поверхности с 0,10 мм до 0,05 мм позволяет снизить межфазное сопротивление почти на 25%, повышая общую равномерность температуры.
Процессы производства охлаждающих пластин из листового металла
Превращение цифрового проекта в прочную, герметичную и теплоэффективную охлаждающую пластину требует точности на каждом этапе. На каждом этапе, от формовки листа до сварки, необходимо сохранить геометрию, предотвратить деформацию и обеспечить стабильную работу тысяч устройств.
Формирование и создание каналов
Процесс начинается с изготовления двух листов алюминия или меди, обычно толщиной 1-3 мм. В зависимости от объема производства и сложности конструкции производители используют несколько методов формовки:
Точная штамповка
- Идеально подходит для крупносерийного производства.
- Обеспечивает постоянную глубину и кривизну канала в пределах ±0,1 мм терпимость.
- Лучше всего подходит для простых змеевидных или параллельных схем.
обработка с ЧПУ
- Подходит для изготовления прототипов и небольших серий.
- Обеспечивает полную гибкость конструкции при глубине канала до 3 мм и сложной геометрии.
- Обеспечивает высокую воспроизводимость при проверке на ранних стадиях или доработке конструкции.
Гидроформинг
- Используется жидкость под высоким давлением для формирования равномерно расположенных каналов по всему листу.
- Уменьшает остаточное напряжение и обеспечивает гладкие внутренние поверхности для лучшего потока охлаждающей жидкости.
- Предпочтительны для применения в системах EV, требующих компактных пластин высокой плотности.
Процессы соединения и герметизации
После формирования канального слоя два листа соединяются для создания герметичной внутренней сети. Выбор процесса соединения влияет на тепловую эффективность, вес и стоимость производства.
| Процесс | Характеристики | Преимущества | Типичный пример использования |
|---|---|---|---|
| Лазерная сварка | С помощью сфокусированных лучей расплавляет и сплавляет листы по заданным швам. | Высокая точность, минимальные искажения, чистые швы. | Тонкие алюминиевые или медные пластины. |
| Сварка трением (FSW) | Соединяет листы путем механического перемешивания ниже температуры плавления. | Прочные швы, без наполнителя, минимальная пористость. | Системы высокого давления и структурные пластины. |
| Вакуумная пайка | Сплавляет листы с помощью присадочного металла в вакуумной печи. | Отличная герметичность и проводимость; не окисляется. | Сложные, многоканальные пластины. |
| Сварка TIG/MIG | Ручная или полуавтоматическая дуговая сварка. | Гибкость при изготовлении прототипов или ремонте. | Мелкосерийное производство. |
Среди них, лазерная сварка доминирует благодаря сочетанию точности и скорости. Лазерный шов шириной 0,4-0,8 мм позволяет сохранять высокую плоскостность и выдерживать внутреннее давление свыше 1 МПа.
FSW также набирает популярность в конструкциях, поскольку позволяет отказаться от использования присадочных материалов и получать соединения с более высоким усталостным ресурсом 30% по сравнению с обычными сварными швами.
Испытания на герметичность и проверка качества
После соединения каждая охлаждающая пластина проходит тщательные испытания на герметичность и прочность, чтобы гарантировать надежность в реальных условиях эксплуатации.
Обнаружение утечки гелия
- Обнаруживает микроутечки размером 1×10-⁶ мбар-л/с с помощью масс-спектрометрии.
- Используется для пластин EV-класса, требующих герметичности 100%.
Испытание давлением воздуха и погружением в воду
- Пластина заполняется воздухом и погружается в воду под давлением 0,3-0,5 МПа, чтобы проверить наличие видимых пузырьков.
- Простой и эффективный способ проверки на уровне производства.
Циклирование давления и испытание на разрыв
- Имитирует непрерывный нагрев и охлаждение при рабочем давлении.
- Стандартное испытание может включать 10 000 циклов давления и давление разрыва более 1,2 МПа.
Пластины, прошедшие все испытания, очищаются, высушиваются и маркируются серийными номерами для полной прослеживаемости, что обеспечивает соответствие стандартам ISO 9001 и автомобильной документации PPAP.
Заключение
Охлаждающие пластины из листового металла превратились из простых теплообменников в интегрированные модули терморегулирования. Легкость конструкции, технологичность и способность поддерживать равномерную температуру делают их незаменимыми в современных системах EV и ESS.
Готовы ли вы оптимизировать тепловую систему вашей батареи? Наша команда инженеров Shengen специализируется на изготовлении охлаждающих пластин для аккумуляторов из листового металла - от проверки прототипа до крупносерийного производства. Загрузите свои файлы CAD или свяжитесь с нашими инженерами чтобы обсудить, как мы можем поддержать ваш следующий проект по производству электромобилей или накопителей энергии.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
