Современные конструкции изделий часто требуют плотных изгибов, чистоты обработки и высокой повторяемости. Однако не все методы гибки могут удовлетворить эти требования. Решением может стать листогибочная штамповка. Она обеспечивает точный контроль, работает с различными металлами и подходит для малых и больших партий.
Формовка на листогибочном прессе кажется простой, но на самом деле это не так. Продолжайте читать, чтобы узнать, как это работает и почему это важно для вашего проекта.
Что такое формовка листогибочного пресса?
Листогибочная штамповка - это процесс, при котором листовой металл сгибается путем зажатия его между пуансоном и матрицей. Пуансон движется вниз, вдавливая металл в штамп, создавая изгиб. Угол и форма зависят от пуансона, штампа и глубины прессования.
Ключевая идея листогибочной штамповки - контролируемое усилие. Листогибочный пресс прикладывает давление вдоль прямой оси. Это усилие сгибает металл, не разрезая и не ломая его.
Угол изгиба зависит от того, насколько далеко пуансон входит в матрицу. Тип материала, толщина и ширина также влияют на результат. Операторы могут регулировать усилие, скорость и положение для повышения точности.
Основные компоненты листогибочного пресса
Листогибочный пресс состоит из нескольких основных частей:
- Рамка: Орган, который удерживает все на месте.
- Рама (или горка): Перемещается вверх и вниз для вдавливания пуансона в матрицу.
- Ударить кулаком: Верхний инструмент, придающий форму металлу.
- Умереть: Нижний инструмент, поддерживающий изгиб.
- Обратный датчик: Помогает правильно расположить металлический лист перед гибкой.
- Система контроля: Вручную или с ЧПУ, устанавливает и управляет параметрами гибки.

Как работает листогибочный пресс?
Знание этапов штамповки на листогибочном прессе поможет вам понять, где точность и планирование имеют наибольшее значение. Каждый этап влияет на конечную форму детали, ее качество и эффективность.
Шаг 1: Подготовка материала
Начните с выбора правильного листового металла. Толщина, размер и тип металла влияют на его изгиб. Убедитесь, что лист ровный, чистый и без царапин. Это поможет избежать ошибок при сгибании.
Затем проверьте положение линий сгиба. Четко отметьте их или загрузите проект в систему ЧПУ, если она автоматизирована.
Шаг 2: Настройка листогибочного пресса
Установите подходящие пуансон и матрицу в зависимости от требуемого радиуса изгиба и материала. Убедитесь, что они правильно выровнены и надежно зафиксированы.
Отрегулируйте задний калибр. Он позиционирует металл так, чтобы изгиб пришелся в нужное место. Для систем ЧПУ введите размеры детали и углы изгиба в блок управления.
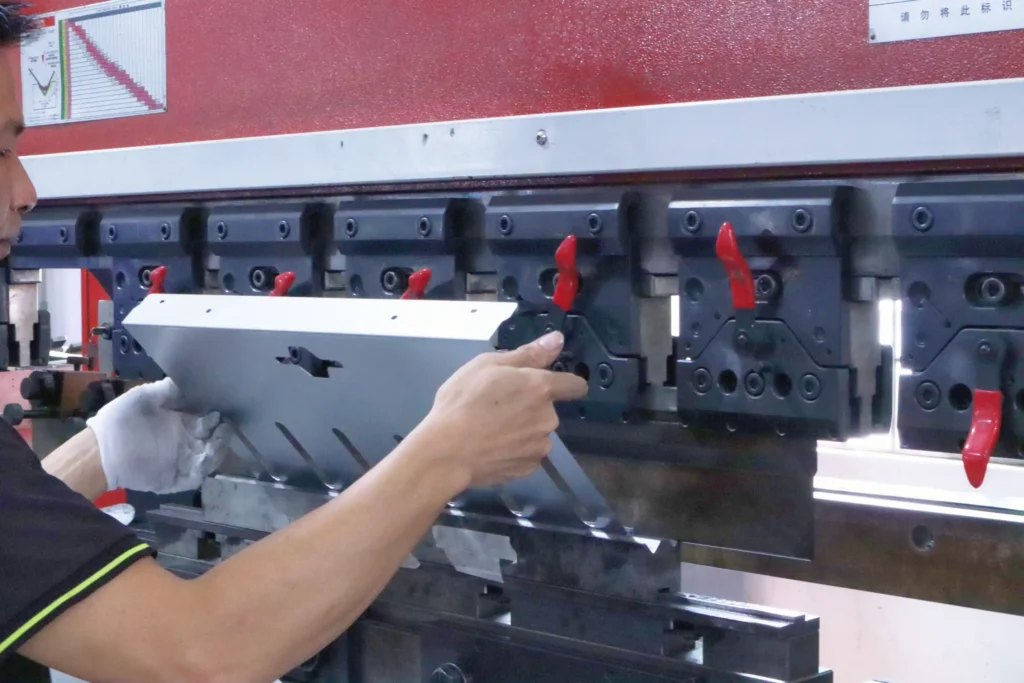
Шаг 3: Размещение листового металла
Приложите лист к заднему калибру. Измеритель удерживает его в правильном положении при каждом сгибе. Операторы проверяют выравнивание, чтобы убедиться, что лист сидит ровно и прямо.
Некоторые листогибочные прессы используют зажимные системы для удержания листа на месте.
Шаг 4: Сгибание металла
Когда все готово, плунжер опускает пуансон в матрицу. В зависимости от штампа, это действие заставляет металл принять V- или U-образную форму.
Пресс останавливается при достижении заданной глубины или угла. Станки с ЧПУ контролируют это в режиме реального времени с помощью датчиков и программного обеспечения.
Шаг 5: Проверка результата
После сгибания проверьте деталь. Измерьте угол, положение и размеры. Если деталь не подходит, отрегулируйте листогибочный пресс или задний калибр перед следующим циклом.
Повторите этот процесс для каждого сгиба детали. Для деталей с несколькими изгибами может потребоваться перестановка листа между изгибами.
Распространенные материалы, используемые при формовке листогибочных прессов
Выбор материала влияет на процесс гибки. Различные металлы ведут себя по-разному под давлением. Вот обзор повседневных материалов, используемых при листогибочной штамповке.
- Мягкая сталь: Низкоуглеродистая сталь - самый используемый материал в листогибочном производстве. Она прочна, доступна по цене и легко поддается формовке. Она гнется без трещин и хорошо держит форму.
- Нержавеющая сталь: Нержавеющая сталь более жесткая и более устойчива к коррозии. Для ее сгибания требуется большее усилие, чем для мягкой стали.
- Алюминий: Алюминий легок и устойчив к коррозии. Он легко гнется, но при чрезмерной нагрузке подвержен растрескиванию.
- Медь и латунь: Медь и латунь более мягкие и декоративные. Они хорошо гнутся, но при неаккуратном обращении могут поцарапаться или деформироваться.
- Оцинкованная сталь: Оцинкованная сталь имеет цинковое покрытие, которое противостоит ржавчине. Она гнется так же, как и мягкая сталь, но требует чистых инструментов, чтобы не повредить покрытие.
Типы листогибочных прессов
Каждый тип листогибочного пресса имеет уникальные преимущества для различных производственных нужд. Вот как они сравниваются.
Механические листогибочные прессы
В механических листогибочных станках используется маховик, приводимый в движение электродвигателем. При включении маховик приводит плунжер в движение, чтобы согнуть металл.
Эти машины быстрые и прочные. Они хорошо подходят для простых, повторяющихся работ. Однако они обеспечивают меньший контроль во время хода и требуют большего количества регулировок после начала движения.
Гидравлические листогибочные прессы
Гидравлические листогибочные прессы используют гидравлические цилиндры для перемещения плунжера. Это позволяет лучше контролировать скорость и усилие.
Они медленнее механических, но безопаснее и универсальнее. Они могут работать с более толстыми материалами и производить более равномерные изгибы. Они широко используются в большинстве производственных цехов.
Пневматические листогибочные прессы
Пневматические листогибочные прессы используют давление воздуха для приведения в действие плунжера. Они быстрые и тихие, но не такие мощные, как другие типы.
Они часто используются для работы с тонкими материалами или мелкими деталями. Они подходят для работы с большими объемами и небольшими усилиями.
Электрические листогибочные прессы
В электрических листогибочных станках вместо гидравлики или маховиков используются серводвигатели. Они обеспечивают высокую точность, энергоэффективность и низкую стоимость обслуживания.
Они идеально подходят для деталей с жесткими допусками. Быстрая настройка и более тихая работа делают их популярными в чистых или высокотехнологичных средах.
Гибридные листогибочные прессы
Гибридные листогибочные прессы сочетают в себе гидравлические и электрические системы. Они обеспечивают управление электрическими приводами и мощность гидравлики.
Это обеспечивает более плавное движение, ускорение циклов и более эффективное использование энергии. Это современный выбор для магазинов, где требуется точность и мощность.

Формовка на листогибочном прессе: Плюсы и минусы
Листогибочная штамповка широко используется не просто так. Она подходит для многих деталей и дает точные результаты. Но, как и любой другой процесс, он имеет свои недостатки. Вот четкий взгляд на то, что он делает хорошо и где он может не работать.
Плюсы
- Точность: Листогибочные прессы обеспечивают жесткий контроль над углами изгиба и размерами деталей. Модели с ЧПУ позволяют добиться одинакового результата каждый раз.
- Универсальность: Работает с различными материалами и толщинами. Он может формировать как простые детали, так и сложные формы с множеством изгибов.
- Масштабируемость: Подходит как для единичных прототипов, так и для крупносерийного производства. Легко повторять детали после настройки.
- Чистая отделка: Сгибает материал без резки и грубых краев. Часто нет необходимости в дополнительных этапах отделки.
- Разнообразие инструментов: Широкий ассортимент пуансонов и штампов для различных углов, радиусов и профилей.
Минусы
- Время установки: Первая настройка требует времени, особенно для нестандартных деталей. Смена инструмента и выравнивание могут быть медленными.
- Отпрянуть: После сгибания металл может попытаться вернуться к своей первоначальной форме. Это необходимо исправить, отрегулировав угол.
- Ограничения по форме: Невозможно создавать очень сложные или замкнутые профили. За один ход возможны только прямые изгибы.
- Пределы материалов: Некоторые металлы могут треснуть или деформироваться, если радиус изгиба слишком мал.
- Требуется квалифицированная работа: Для точной гибки требуются опытные операторы или современные системы ЧПУ, чтобы избежать отходов.
Техника и методы формовки
Различные методы сгибания могут давать разные результаты. Другие используют меньшее усилие. Знание того, как работает каждый из них, поможет вам выбрать правильный метод для вашей детали.
Воздушная гибка
Воздушная гибка - самый распространенный метод. Пуансон вдавливает металл в матрицу, не касаясь дна.
Только края металла соприкасаются со штампом. Угол изгиба зависит от глубины прохода пуансона. Этот метод требует меньшего усилия и позволяет гибко изменять углы. Однако он также вызывает большую обратную пружину, поэтому необходима компенсация.
Нижний изгиб
Нижняя гибка прижимает лист к нижней части штампа. Пуансон давит на металл, пока он не коснется стенок и основания штампа.
Это обеспечивает лучший контроль угла и меньшую обратную пружину. Однако для этого требуется большее усилие, чем при пневматической гибке, и требуются соответствующие наборы пуансонов и матриц.
Чеканка
При чеканке используется очень большое усилие для глубокого вдавливания пуансона в материал. Металл выдавливается в форму штампа.
Этот метод обеспечивает наиболее точные изгибы и наименьшую обратную пружину. Однако он быстрее изнашивает инструменты и потребляет больше энергии. Он используется, когда требуются жесткие допуски.
Подшивка и швы
Подшивание Складывает лист на себя, чтобы создать чистый, закругленный край, а шов соединяет два листа с подогнутым краем.
Эти техники часто используются в корпуса, дверцы или защитные крышки. Обычно они следуют за воздушным или нижним изгибом.
Смещение и ступенчатые изгибы
Смещение изгибов под двумя углами одним мазком создает Z-образную форму. Ступенчатые изгибы образуют плоские участки между изгибами.
Они используются в кронштейныЗажимы, клипсы или детали, требующие зазора. Для получения чистых результатов могут потребоваться специальные инструменты.
Проблемы и соображения при штамповке на листогибочном прессе
Даже при наличии надежного станка и подходящих материалов сгибать металл не всегда просто. С этими проблемами необходимо справляться, чтобы обеспечить бесперебойное и точное производство.
Отпрянуть
Пружинящая спинка возникает, когда металл пытается вернуться к своей первоначальной форме после сгибания. После снятия давления изгиб немного раскрывается.
Это более заметно на высокопрочных металлах или при резких изгибах. Чтобы исправить это, операторы часто слегка перегибают или используют чеканку. Точная компенсация является ключевым фактором для получения воспроизводимых результатов.
Изменчивость материала
Не все листы гнутся одинаково, даже при одинаковых технических характеристиках. Небольшие изменения в толщине, направлении зерна или твердости могут повлиять на изгиб.
Это приводит к несовпадению углов или короблению. Тестирование партии и регулировка установки помогают уменьшить количество ошибок.
Выбор и износ инструмента
Правильный выбор пуансона и матрицы влияет на точность изгиба и качество детали. Несоответствие может привести к образованию трещин, неравномерным изгибам или повреждению инструмента.
Со временем инструменты изнашиваются и теряют остроту. Изношенные инструменты создают плохие кромки и углы. Необходим регулярный осмотр и замена.
Калибровка и настройка оборудования
Листогибочные прессы нуждаются в правильной калибровке. Неправильно отрегулированный плунжер или ослабленный задний калибр вызывают смещение центра или угловые сдвиги.
Время наладки также может замедлить производство, особенно при изготовлении небольших партий или сложных деталей. Системы ЧПУ помогают, но все равно требуют участия квалифицированных специалистов.
Сравнение с другими методами формовки металла
Выбор правильного метод формования зависит от потребностей вашего проекта. Вот как пресс-тормозная формовка сравнивается с другими распространенными методами формовки металла по скорости, стоимости и гибкости.
| Техника | Сильные стороны | Ограничения | Лучший пример использования |
|---|---|---|---|
| Листогибочный пресс | Точные изгибы, гибкость при изготовлении нестандартных деталей, низкая стоимость установки | Медленнее при больших объемах, ограничено прямолинейными изгибами | Прототипы, кронштейны, корпуса |
| Формование рулонов | Высокая скорость, стабильная производительность для длинных деталей | Высокая стоимость оснастки, не подходит для коротких или сложных деталей | Длинные панели, рельсы, структурные каналы |
| Штамповка | Быстрое производство, сочетающее резку и формовку | Дорогие штампы, ограниченные фиксированным дизайном | Крупносерийное производство деталей |
| Складные машины | Чистые сгибы у вырезов, минимальные следы на поверхности | Ограниченная сложность, медленнее, чем листогибочные прессы | Большие двери, панели, детали с жесткими допусками |
| Ручная гибка | Низкая стоимость, не требуются машины | Низкая точность, невозможность повторения, трудоемкость | Простые детали, ремонт, единичные прототипы |
Заключение
Листогибочная штамповка - это надежный и гибкий метод гибки листового металла. Он работает с различными материалами, поддерживает разнообразные конструкции деталей и обеспечивает высокую точность как при малых, так и при больших объемах производства. При правильном выборе инструментов, настроек и техники он помогает добиться стабильных и высококачественных результатов.
Вам нужна помощь в изготовлении деталей из листового металла или в решении вопроса о том, подходит ли листовая штамповка для вашего проекта? Свяжитесь с нашей командой сегодня, чтобы получить быструю цену и квалифицированную поддержку.
Дополнительные ресурсы:
Сравнение методов гибки металлов – Источник: OneMonroe
Влияние автоматизации на производство – Источник: Движение
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
