Производители металлических изделий часто сталкиваются с проблемами, связанными со следами изгиба и неровными поверхностями на деталях из листового металла. Эти проблемы могут привести к появлению слабых мест и ухудшению визуального качества. Чеканка на листогибочном прессе - это решение, которое повышает точность гибки и качество поверхности, тем самым уменьшая количество дефектов и повышая надежность продукции.
Чеканка монет обеспечивает точность. Но как это работает? Давайте разберемся, что происходит в процессе и почему это важно.

Что такое чеканка на листогибочном прессе?
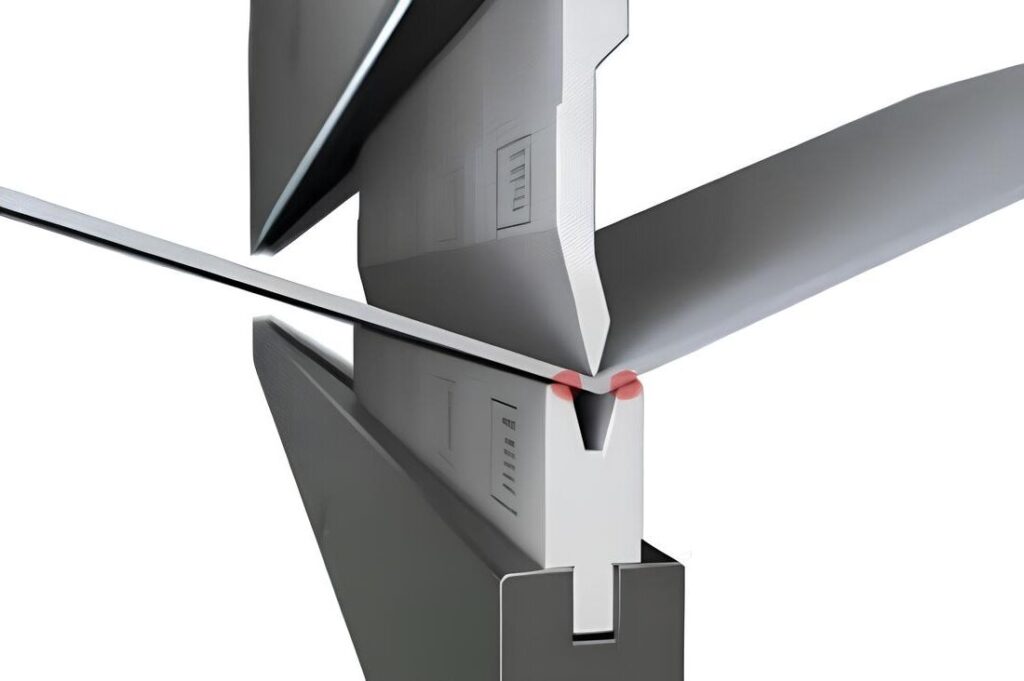
Чеканка на листогибочном прессе - это процесс гибки металла, при котором листовому металлу придается форма с помощью очень высокого давления. Пуансон глубоко вдавливается в металл, заставляя его полностью войти в полость штампа. В отличие от воздушной гибки, при которой металл лишь частично соприкасается с инструментом, чеканка создает полный контакт между пуансоном, металлом и поверхностью штампа.
Это сильное давление изменяет зернистую структуру металла прямо в месте изгиба. Металл сжимается до предела текучести, что надолго фиксирует новую форму. Благодаря этому чеканка позволяет получить острые изгибы с очень малой или нулевой пружинящей спинкой. Углы остаются точными, а внутренний радиус изгиба - небольшим.
Во время чеканки металл течет и растягивается вокруг пуансона, плотно заполняя полость штампа. Эта глубокая пластическая деформация снимает внутреннее напряжение, делая изгиб стабильным и предотвращая его изменение после формовки.
Пошаговая операция чеканки на листогибочном прессе
Чеканка на листогибочном прессе требует тщательной настройки и исполнения. Вот как разворачивается этот процесс:
Шаг 1: Настройка инструмента
Выберите правильный пуансон и матрицу для типа и толщины материала. Используйте закаленные инструменты, чтобы выдержать высокое давление. Тщательно выровняйте пуансон и матрицу в листогибочном прессе. Убедитесь, что отверстие штампа и наконечник пуансона соответствуют требуемому радиус изгиба.
Шаг 2: Позиционирование материала
Поместите металлический лист на нижний штамп. Убедитесь, что он плоский и находится под углом к заднему калибру. При необходимости используйте зажимы или упоры, чтобы не допустить смещения во время гибки.
Шаг 3: Корректировка тоннажа
Настройте листогибочный пресс на усилие, достаточное для чеканки. Этого усилия должно быть достаточно для полного вдавливания пуансона в матрицу. Используйте таблицу или калькулятор для расчета усилия в зависимости от типа материала, толщины и длины сгиба.
Шаг 4: Сгибание штриха
Запустите цикл работы машины. Пуансон движется вниз и вдавливает металл в штамп. В отличие от воздушной гибки, пуансон продолжает движение вглубь полости штампа. Листовой металл течет и принимает точную форму инструмента.
Шаг 5: Обратный ход
После достижения полной глубины пуансон втягивается. Металл сохраняет угол изгиба и форму. Практически нет пружина потому что материал был полностью деформирован.
Шаг 6: Снятие и осмотр деталей
Извлеките готовую деталь из штампа. Проверьте угол изгиба, радиус и качество поверхности. Используйте манометры или измерительные инструменты, чтобы убедиться, что они соответствуют спецификациям.
Преимущества чеканки на листогибочном прессе
Чеканка дает больше, чем просто острые изгибы. Оно повышает точность, согласованность и качество поверхности. Эти преимущества делают ее отличным выбором для применения в областях с высокими требованиями.
Превосходная точность и воспроизводимость
Чеканка на листогибочном прессе всегда обеспечивает точные углы изгиба. Высокое давление заставляет металл идеально соответствовать форме штампа. Это делает его идеальным для деталей, требующих жестких допусков, таких как медицинские приборы или прецизионное оборудование.
Улучшенная отделка поверхности и детализация
При этом металл сжимается, создавая гладкие, острые изгибы без трещин и искажений. В отличие от других методов, чеканка оставляет минимальные следы от инструмента, что снижает необходимость в дополнительных отделочных работах.
Снижение эффекта пружинения
Пружинистость - это склонность металла слегка возвращаться после изгиба. Чеканка устраняет эту тенденцию путем постоянного изменения формы материала. Это позволяет сократить количество регулировок и получить более стабильные результаты при крупносерийном производстве.
Проблемы и ограничения при чеканке на листогибочном прессе
Хотя чеканка обеспечивает невероятную точность, она имеет и некоторые недостатки. Их необходимо учитывать, прежде чем выбрать его для проекта.
Высокие требования к тоннажу
Чеканка требует гораздо большего усилия, чем стандартная гибка. Машины требуют в 5-8 раз большего тоннажа, чем пневматические гибочные станки, что приводит к увеличению затрат и использованию специализированного оборудования. Не во всех мастерских есть прессы, достаточно мощные для тяжелых работ по чеканке.
Инструментальная оснастка и штампы
Точная оснастка имеет решающее значение. Штампы должны точно соответствовать углу изгиба, и любой износ может нарушить точность детали. Закаленная инструментальная сталь является обязательным условием, но это увеличивает первоначальные затраты. Также необходимо частое техническое обслуживание для предотвращения дефектов.
Ограничения по материалам
Мягкие металлы, такие как алюминий, могут выдержать чеканку, но сложные или хрупкие материалы (например, высокоуглеродистая сталь) могут треснуть под сильным давлением. Более толстые листы требуют еще большего усилия, что делает некоторые проекты непрактичными.

Области применения чеканки на листогибочном прессе
Чеканка используется в отраслях, где требуется высокая точность и жесткие допуски. Она хорошо подходит для деталей, которым необходимы чистые изгибы и стабильные размеры.
Автомобильная и аэрокосмическая промышленность
В автомобильной промышленности чеканка используется для изготовления кронштейнов, усилителей и рам. Эти детали должны быть прочными и точно подходить при сборке.
В аэрокосмической промышленности чеканка используется для изготовления деталей конструкции и интерьера. Многие из этих деталей имеют сложную форму и жесткие технические требования. Чеканка помогает обеспечить надежную работу деталей под нагрузкой.
Электроника и точное машиностроение
В электронике небольшие металлические детали нуждаются в чистых краях и плавных изгибах. Чеканка помогает создавать детали с меньшими искажениями.
Прецизионные инструменты и корпуса также выигрывают от чеканки. Этот процесс обеспечивает точные формы с малым отклонением, что очень важно для установки компонентов друг на друга.
Распространенные изделия, изготовленные с помощью чеканки
Чеканка используется для изготовления самых разных деталей. Некоторые распространенные примеры включают:
- Металлические кронштейны и монтажные пластины
- Держатели и зажимы для батареек
- Корпуса разъемов
- Электрические шкафы
- Малые механические соединения
- Декоративные элементы отделки
Чеканка на листогибочном прессе в сравнении с другими методами формовки
Различные методы гибки дают разные результаты. Чеканка выделяется, когда наиболее важны жесткие углы и повторяемость.
Чеканка по сравнению с воздушной гибкой
Пневматическая гибка - самый распространенный метод. Он использует меньший тоннаж и позволяет выполнять гибку под разными углами с помощью тех же инструментов. Пуансон не касается дна матрицы. Окончательный угол зависит от глубины и пружины материала.
С другой стороны, при чеканке пуансон проталкивается глубоко в матрицу. Это устраняет обратную пружину и обеспечивает фиксированный угол изгиба в зависимости от формы инструмента. Чеканка более точна, но менее гибка. Кроме того, она требует большего усилия.
Воздушная гибка быстрее и потребляет меньше энергии. Чеканка выполняется медленнее, но обеспечивает лучшую консистенцию и качество поверхности.
Чеканка по сравнению с загибом дна
При донной гибке материал прижимается к штампу, но до полного контакта не доходит. При этом используется большее усилие, чем при воздушной гибке, но меньшее, чем при чеканке. При этом все равно происходит некоторое оттягивание пружины, поэтому может потребоваться коррекция угла.
Чеканка идет дальше. Она полностью сжимает металл в полости штампа, что позволяет зафиксировать форму. Гибка снизу дает приличную точность, но чеканка обеспечивает лучшую повторяемость и более чистые изгибы.
Загиб на дно - хороший средний вариант для умеренной точности. Чеканка более эффективна, когда допуски жесткие, а качество поверхности критически важно.
В каких случаях стоит выбирать монеты вместо альтернативных вариантов?
Выбирайте чеканку, когда:
- Вам нужны точные углы изгиба без возврата пружины
- Деталь должна соответствовать жестким техническим требованиям
- Следы на поверхности или искажения должны быть сведены к минимуму
- Продукт должен быть видимым или ориентированным на потребителя
- Вы работаете с мягкими или тонкими металлическими материалами
Избегайте чеканки, когда:
- Скорость производства важнее точности
- Ваш листогибочный пресс не выдерживает большой тоннаж
- Вам нужна гибкая регулировка угла наклона с помощью одной установки
| Метод | Тип контакта | Необходимый тоннаж | Точность угла изгиба | Отпрянуть | Износ инструмента | Скорость | Лучшее для |
|---|---|---|---|---|---|---|---|
| Чеканка | Полный контакт (пуансон проникает в матрицу) | Высокий | Очень высокий | Минимальный | Высокий | Медленный | Высокая точность, жесткие допуски, чистая отделка |
| Воздушная гибка | Частичный контакт (плавающий в кубике) | Низкий | Умеренный | Высокий | Низкий | Быстрый | Гибкие углы изгиба, низкая потребность в силе |
| Нижний изгиб | Полный контакт (но без проникновения) | Средний | Высокий | Низкий | Средний | Умеренный | Точность среднего уровня, гибка общего назначения |
Лучшие практики для успешной чеканки
Чтобы получить стабильные и качественные результаты чеканки, каждый этап - от настройки до проверки - должен быть выполнен с особой тщательностью.
Правильная настройка машины
Используйте листогибочный пресс с достаточной мощностью для материала и длины гиба. Перед началом работы сверьтесь с таблицей тоннажа. Всегда точно выравнивайте пуансон и матрицу.
Плотно закрепите оснастку. Любой перекос может привести к нарушению углов или повреждению инструмента. Убедитесь в том, что задний калибр имеет квадратную форму и правильно расположен.
Перед длительной работой прогрейте листогибочный пресс, чтобы стабилизировать его работу. Проверьте настройки глубины хода, чтобы обеспечить контакт пуансона с матрицей, необходимый для чеканки.
Методы подготовки материалов
Используйте чистый, плоский металлический лист. Перед гибкой удалите грязь, масло или ржавчину. Загрязнения могут повлиять на изгиб и повредить оснастку.
Следите за тем, чтобы толщина листа не превышала допустимую. Неравномерная толщина может привести к несовместимым углам. Избегайте использования листов с заусенцами или повреждениями кромок.
Точная резка листов по размеру. Прямые кромки помогают обеспечить лучшее выравнивание в процессе гибки. Для получения равномерных результатов используйте при гибке последовательное направление долевой нити.
Контроль качества и инспекция
Внимательно проверьте первые несколько деталей. Для проверки размеров используйте угломеры, радиусомеры или штангенциркули.
Проверьте, нет ли на поверхности следов или трещин, особенно на линии сгиба. Регулярно сравнивайте детали с утвержденными образцами в процессе производства.
Отслеживайте износ инструмента с течением времени. Тупые или поврежденные инструменты могут привести к плохой обработке поверхности или неточным изгибам. Замените их до того, как они повлияют на качество детали.
Заключение
Чеканка на листогибочном прессе - это точный и стабильный метод формовки, обеспечивающий жесткие допуски, минимальный откат и чистое качество поверхности. Он идеально подходит для деталей, для которых важны точность и внешний вид. Хотя он требует более высокого тоннажа и более строгой настройки, результаты неизменно надежны, особенно для таких отраслей промышленности, как автомобильная, аэрокосмическая и электронная.
Нужны точные, высококачественные металлические детали с безупречными изгибами? Поговорите с нашей командой инженеров сегодня чтобы узнать, как точная чеканка может улучшить ваш следующий проект.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
