Многие выбирают порошковую окраску, чтобы сделать металлические детали более прочными и красивыми. При этом они могут не задумываться о толщине покрытия. Слишком тонкое покрытие может скалываться или изнашиваться слишком быстро. Слишком толстое покрытие может выглядеть неровно, потрескаться или стоить дороже, чем нужно. Этот простой фактор может изменить то, как долго прослужат, будут выглядеть и работать ваши детали.
Толщина порошкового покрытия играет большую роль в том, как выглядят и служат детали. Теперь давайте разберемся, как толщина влияет на различные аспекты вашего проекта.

Что такое толщина порошкового покрытия?
Толщина порошкового покрытия - это глубина покрытия, нанесенного на поверхность. Она измеряется от верхней части покрытия до поверхности детали под ним. Этот слой используется в виде сухого порошка, а затем отверждается под воздействием тепла для получения прочного покрытия. Толщина влияет на то, насколько хорошо покрытие прилипает, противостоит износу и защищает деталь.
Идеальная толщина порошкового покрытия составляет от 2 до 5 мил (50-125 микрон). Это обеспечивает надежную защиту, гладкий внешний вид и отсутствие проблем с эксплуатацией. Выход за пределы этого диапазона может привести к сколам, плохой адгезии или дополнительным расходам.
Тонкие покрытия могут выглядеть неровно или быстро изнашиваться, а толстые - вызывать появление пузырей или трещин при отверждении. Именно поэтому измерение толщины является ключевым этапом контроля качества.
Единицы измерения: Мили и микроны
Толщина порошкового покрытия обычно измеряется в милс или микроны.
- 1 мил = 0,001 дюйма
- 1 микрон = 0,001 миллиметра
В США чаще всего используются мили. В Европе и других регионах стандартными являются микроны. Чтобы сравнить их:
- 1 мил = 25,4 микрона
Большинство измерителей порошкового покрытия показывают обе единицы измерения. Использование правильной единицы измерения помогает избежать ошибок при проверке и составлении отчетов.
Типичные диапазоны толщины по типам применения
Разные детали требуют разной толщины покрытия, в зависимости от того, где и как они используются:
- Декоративные детали для помещений: 1,5-2,5 мил (38-63 микрон)
- Общепромышленные детали: 2,0-3,5 мил (50-90 микрон)
- Автомобили и наружное использование: 3,0-5,0 мил (75-125 микрон)
- Детали для тяжелых условий эксплуатации и морских судов: 5,0-10,0 мил (125-250 микрон)
Стандарты толщины порошкового покрытия
Стандарты содержат четкие правила нанесения и проверки толщины порошкового покрытия. Они помогают обеспечить соответствие деталей эксплуатационным характеристикам и требованиям безопасности.
Стандарты АСТМ
- ASTM D7091 объясняет, как измерять толщину сухой пленки с помощью магнитных и вихретоковых манометров.
- ASTM D1186 специализируется на неразрушающем контроле немагнитных покрытий на металлических подложках.
Они широко используются в США для проверки толщины покрытия в процессе производства и контроля.
Стандарты ИСО
- ISO 2360 Описаны методы измерения толщины покрытия с помощью вихретоковых приборов на непроводящих покрытиях.
- ISO 2808 это глобальный стандарт для окрашенных или покрытых порошковой краской поверхностей, который предлагает как разрушающие, так и неразрушающие варианты проверки толщины.
Стандарты ISO широко распространены в международных контрактах и помогают согласовывать качество на разных территориях.
Стандарты EN
- EN 13523 включает в себя несколько частей, охватывающих методы испытаний металлов с рулонным покрытием.
- В Европе они часто используются в строительстве, бытовой технике и транспорте.
Отраслевые сертификаты
Некоторые отрасли используют свои программы наряду с глобальными стандартами:
- Qualicoat (архитектура): Требуется толщина покрытия между 2,0-2,4 мил (50-60 микрон) для декоративного алюминия.
- AAMA 2605 (архитектурный алюминий): Призывает минимум 2,8 мил (70 микрон) и испытания на устойчивость к атмосферным воздействиям.
- Стандарты OEM: Автомобильные и бытовые бренды могут создавать собственные спецификации по толщине покрытия и испытаниям.

Как толщина влияет на производительность?
Толщина порошкового покрытия напрямую влияет на эксплуатационные характеристики детали. Неправильный выбор толщины может привести к плохой защите, растрескиванию или неровной поверхности.
Коррозионная стойкость и защита
Правильная толщина покрытия помогает герметизировать поверхность, не допуская попадания влаги, соли и химикатов. Если покрытие слишком тонкое, вода или воздух могут попасть на металл и вызвать коррозию.
Более толстые покрытия обеспечивают лучшую долговременную защиту в суровых условиях, например, в прибрежных или промышленных зонах. Но одной толщины недостаточно. Покрытие также должно хорошо отверждаться и прочно сцепляться с поверхностью.
Влияние на гибкость и адгезию
Если покрытие слишком толстое, оно может стать хрупким. Это повышает вероятность появления трещин или сколов, когда деталь сгибы или сгибается.
Более тонкие покрытия более эластичны, но могут не обеспечить достаточного покрытия. Идеальная толщина позволяет детали слегка изгибаться без разрушения покрытия. Она также помогает порошку лучше держаться во время полимеризации.
Влияние на внешний вид и качество отделки
Неравномерная или неправильная толщина может испортить внешний вид готовой детали. Тонкие участки могут выглядеть тусклыми или блеклыми. Толстые участки могут привести к проблемам с текстурой, таким как апельсиновая корка или подтеки.
Правильная толщина покрытия обеспечивает гладкую, ровную и глянцевую поверхность. Это также помогает цветам выглядеть более глубокими и равномерными по всей детали.
Факторы, влияющие на конечную толщину покрытия
На толщину порошкового покрытия влияют несколько факторов, включая используемый метод, сам порошок и способ подготовки поверхности.
Метод применения
Электростатическое напыление - самый распространенный метод. Пистолет-распылитель заряжает порошок, который прилипает к заземленной металлической детали. Количество распыляемого порошка и расстояние до оружия влияют на конечную толщину.
Покрытие в псевдоожиженном слое Опускание нагретой детали в емкость с плавающими частицами порошка. Порошок плавится и прилипает к поверхности. Этот метод обычно создает более толстые покрытия и хорошо подходит для тяжелых деталей.
Каждый метод имеет свой диапазон типичных толщин. Напыление обычно дает 1,5-5,0 мил, в то время как покрытие в кипящем слое может достигать 10 мил и более.
Тип порошка и размер частиц
Не все порошки ведут себя одинаково. Некоторые лучше растекаются, быстрее плавятся или быстрее набирают прочность. Тип смолы (например, эпоксидная или полиэфирная) влияет на то, насколько толстым может быть покрытие, прежде чем появятся проблемы.
Размер частиц тоже имеет значение. Крупные частицы обычно создают более толстые покрытия. Мелкие порошки часто дают более гладкие покрытия, но требуют большего контроля, чтобы избежать тонких участков.
Материал субстрата и состояние поверхности
Поверхность детали меняет способ прилипания порошка. Гладкие или блестящие металлы также могут не удерживать порошок, что приводит к образованию тонких участков. Шероховатые или текстурированные поверхности могут удерживать больше порошка, делая покрытие более толстым.
Поверхностная подготовка пескоструйная обработка или использование химической предварительной обработки - помогает улучшить сцепление. Чистая, ровная поверхность также помогает добиться равномерной толщины по всей детали.
Техника работы оператора и настройки оборудования
Способ распыления порошка играет важную роль. Скорость пистолета, расстояние до детали и угол распыления - все это влияет на то, сколько порошка накапливается.
Такие параметры оборудования, как напряжение, давление воздуха и расход порошка, должны быть отрегулированы в зависимости от формы и размера детали. Даже опытные операторы могут наносить неровные покрытия, если оборудование настроено неправильно.
Измерение толщины порошкового покрытия
Измерение толщины покрытия помогает выявить проблемы на ранней стадии. Это гарантирует, что окончательная отделка соответствует стандартам внешнего вида и эксплуатационных характеристик. Существуют различные способы проверки толщины до и после отверждения.
Методы измерения до отверждения (прогнозирование DFT)
Перед отверждением можно оценить конечную толщину сухой пленки (DFT), проверив налипание порошка. Обычно это делается с помощью:
- Комбинированные датчики: Простые инструменты, вдавленные в пудру, чтобы увидеть, сколько ее накопилось.
- Лазерные или ультразвуковые датчики: Бесконтактные методы для более сложных установок.
Эти методы являются лишь приблизительными. Порошок плавится и растекается во время полимеризации, что может изменить конечную толщину. Тем не менее, ранние проверки помогут избежать избыточного или недостаточного покрытия.
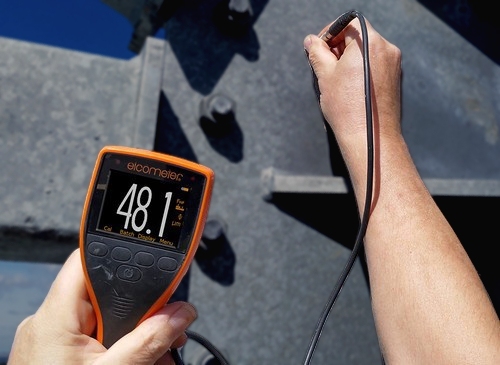
Инструменты для измерения толщины после отверждения
После отверждения покрытие становится твердым. Именно в это время проводится большинство проверок. Инструменты включают:
- Магнитные датчики используются для нанесения покрытий на сталь или железо. Они измеряют расстояние между поверхностью и находящимся под ней металлом.
- Измерители вихревых токов: Лучше всего работают с немагнитными металлами, такими как алюминий. Они определяют толщину покрытия путем измерения электрического сопротивления.
Оба инструмента быстры, просты в использовании и неразрушающи. Большинство цифровых вариантов сразу отображают толщину в милях или микронах.
Общие проблемы, связанные с точными измерениями
Получить точные показания не всегда просто. К числу распространенных проблем относятся:
- Грубые или неровные поверхности: Может привести к ложным показаниям.
- Краевые эффекты: Толщина, как правило, меньше по краям или в углах.
- Ошибка оператора: Если держать измерительный прибор под неправильным углом или неправильно установить его на ноль, это может исказить результаты.
- Температура: Горячие поверхности могут повлиять на показания, если их не охладить перед тестированием.
Чтобы добиться наилучших результатов, используйте инструмент, подходящий к типу металла, следуйте шагам калибровки и проводите испытания в нескольких местах детали.
Как добиться идеальной толщины порошкового покрытия?
Для получения нужной толщины требуется нечто большее, чем просто напыление порошка. Это требует хорошей подготовки, надлежащих инструментов и внимания на каждом этапе процесса.
Подготовка поверхности
Подготовка поверхности - основа успешного покрытия. Чистая, предварительно обработанная поверхность улучшает адгезию и равномерность толщины.
- Очистка: Удалите масло, пыль или ржавчину с помощью обезжиривания или щелочной промывки.
- Предварительная обработка: Используйте покрытия на основе фосфатов или циркония для улучшения сцепления.
- Профиль взрыва: Для деталей, подвергшихся пескоструйной обработке, профиль анкера 1,5-2,5 мил (38-63 мкм) идеально подходит для адгезии порошка.
Управление настройками приложения
Контроль параметров распыления очень важен. Используйте пистолеты для электростатического распыления и настраивайте параметры в зависимости от геометрии детали.
- Напряжение: 60-90 кВ - типичное значение для стандартных деталей. Более высокое напряжение увеличивает обмотку, но при чрезмерном использовании может вызвать обратную ионизацию.
- Расстояние до пушки: Держите на расстоянии 8-12 дюймов от детали. При более близком распылении образуется сильный налет.
- Выход порошка: Для получения равномерной пленки поддерживайте скорость 150-200 грамм в минуту.
В большинстве случаев толщина сухой пленки должна составлять 2,0-3,0 мил (50-75 микрон). Покрытия толщиной более 5,0 мил могут растрескиваться или задерживать внутри себя неотвержденный порошок.
Мониторинг и измерение
Измерения во время и после нанесения покрытия предотвращают ошибки.
- Оценка до отверждения: Гребенчатые датчики помогают достичь толщины после отверждения 2,5 мил ±10%.
- Инструменты для последующей обработки: Используйте калиброванные цифровые магнитные или вихретоковые измерители. Ищите точность в пределах ±1% фактической толщины.
- Контрольные точки: Проверьте не менее пяти участков на каждой детали - плоский, край, изгиб и углубление. Это обеспечивает равномерность покрытия.
Обслуживание оборудования
Несоответствующее оборудование приводит к противоречивым результатам.
- Ежедневно очищайте пистолеты и бункеры, чтобы предотвратить засорение порошка.
- Еженедельно проверяйте выходное напряжение с помощью контрольно-измерительного прибора.
- Равномерность печи является ключевым фактором - проверьте с помощью температурных датчиков, что тепло остается в пределах ±10°F по всей камере.
Заключение
Толщина порошкового покрытия существенно влияет на срок службы детали, ее внешний вид и эксплуатационные характеристики. Слишком тонкое покрытие может привести к сколам или ранней ржавчине. Слишком толстое покрытие может потрескаться, отслоиться или привести к проблемам с посадкой. Идеальный диапазон - обычно от 2,0 до 5,0 мил (от 50 до 125 микрон) - зависит от того, где и как будет использоваться деталь.
Вам нужна помощь в выборе правильной толщины порошкового покрытия для ваших деталей? Свяжитесь с нашей командой сегодня для получения квалифицированной поддержки и быстрого, надежного обслуживания.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
