С таким сценарием сталкивался каждый инженер-механик и конструктор изделий. Вы проектируете компактный корпус из листового металла в САПР. Модель выглядит точно, проверка на помехи пройдена, а плоский шаблон сгенерирован без ошибок. Вы отправляете DXF в цех, рассчитывая на быстрое выполнение заказа.
Вместо этого вы получаете "Не предлагать" или запрос на изменение конструкции (ECN). Обратная связь проста, но разочаровывает: "Фланец на этой кромке слишком короткий для формирования".
В цифровом мире SolidWorks или Inventor листовой металл рассматривается как материал с бесконечной жесткостью и нулевыми производственными ограничениями. В физическом мире, однако, формовка металла - это жестокий процесс, управляемый трением, рычагом и геометрией инструмента.
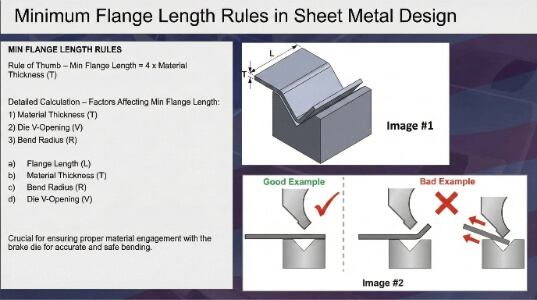
Данное руководство призвано устранить этот пробел. Мы разберем противоречивые "эмпирические правила" - от агрессивной толщины 1,5x до консервативной толщины 4x - и поможем вам определить точную минимальную длину фланца, необходимую для надежного производства.
Определение "минимальной длины фланца"
Прежде чем погрузиться в механику, мы должны согласовать определение, чтобы избежать дорогостоящих ошибок в общении.
Когда производители говорят о минимальной длине фланца (Lₘᵢₙ), они имеют в виду внешний размер фланца - от внешней стороны изгиба до края детали. Это измерение включает в себя как Радиус изгиба (R) и толщина материала (T).
Если это расстояние недостаточно, листогибочный пресс физически не сможет создать геометрию, что приведет к браку.
Физика: Почему предел существует?
Чтобы понять, почему существует минимальная длина, мы должны рассмотреть стандартный производственный процесс, используемый в 90% точного производства: воздушная гибка.
При воздушной гибке металлический лист помещается на нижний штамп, который обычно имеет V-образное отверстие. Верхний пуансон опускается вниз, вдавливая металл в V-образное отверстие. Очень важно, что металл не прижимается к дну штампа. Вместо этого он "плавает" в трех различных точках контакта:
- Верхушка верхнего пуансона.
- Левое плечо V-образного штампа.
- Правое плечо V-образного штампа.
Аналогия с "мостом"
Представьте себе металлический лист как мост, перекинутый через каньон (V-образный проем). Чтобы мост держался, он должен надежно опираться на твердую почву по обе стороны каньона.
Если вы спроектируете слишком короткий фланец, материал с одной стороны не дойдет до "плеча" V-образного штампа. Вместо того чтобы сгибаться, лист просто проскользнет в полость штампа. Это приводит к трем различным отказам:
- Скольжение и искажение: Деталь скользит в сторону во время цикла прессования, создавая кривую или "собачью ногу" линию сгиба.
- Выдавливание: Скользящий лист вгрызается в дорогую закаленную сталь заплечиков штампа, повреждая оснастку.
- Неисправность задней шкалы: Именно этот момент часто упускают конструкторы. Операторы листогибочных прессов используют Back Gauge - роботизированные пальцы за станком - для точного позиционирования детали. Если ваш фланец слишком короткий, он не сможет дотянуться до пальцев заднего калибра. Без этого физического ограничителя оператору приходится позиционировать деталь на глаз, что делает невозможным стабильное массовое производство.
Критическая переменная: Ширина штампа
Ширина отверстия V-образного штампа не является произвольной; она выбирается в зависимости от толщины материала (T).
Согласно стандартной промышленной практике, отверстие V-образного штампа обычно в 6-8 раз больше толщины материала.
- Для листа толщиной 2,0 мм в мастерской, скорее всего, будет использоваться V-образный штамп шириной 12 или 16 мм.
- Чтобы изгиб был успешным, фланец должен быть достаточно длинным, чтобы охватить как минимум половину этого V-образного отверстия (V/2), плюс запас прочности.
Эта геометрическая зависимость - между толщиной материала и шириной инструмента, необходимого для его гибки, - лежит в основе всех формул минимального фланца. Это объясняет, почему фланец 3 мм отлично работает на тонких калибрах.

Столкновение формул: Консервативные против теоретических
Если поискать правила минимального фланца в инженерных справочниках и производственных инструкциях, то можно обнаружить путаницу в расхождениях. Некоторые источники утверждают, что можно получить фланец толщиной в 1,5 раза меньше толщины материала (1,5T). В то же время ваш изготовитель, скорее всего, настаивает на 4-кратной толщине (4T).
Почему существует такой большой разрыв? Ответ кроется в особом методе сгибания: Воздушный изгиб в сравнении с дном. Понимание этого различия - ключ к созданию деталей, которые не только возможны, но и экономичны.
1. Подход "безопасного производителя" (Правило 4Т)
Если вы проектируете для общего производства и хотите быть уверенными, что ваши детали будут быстро и без дефектов изготовлены, вам следует придерживаться именно этого правила.
Формула:
Lₘᵢₙ ≈ 4 × T + R
(Где T = толщина материала и R = радиус изгиба)
Реальность производства:
Эта формула взята из Air Bending, отраслевого стандарта для современных точных листовых металлов.
- Ширина V-образного штампа: Как известно, при воздушной гибке используется V-образный штамп шириной примерно 6T-8T.
- Геометрия: Чтобы надежно закрыть половину этого V-образного отверстия, материал должен отходить от центра примерно на 3T-4T.
- Фактор безопасности: Добавление в формулу радиуса изгиба (R) гарантирует, что даже при скручивании и расходе металла по длине он будет надежно держаться на плечах штампа.
Почему умные инженеры используют его:
Проектирование по правилу 4T дает цеху гибкость. Это позволяет использовать стандартный набор V-образных штампов, доступных на любом станке.
- Сценарий: Если вы разрабатываете конструкцию с абсолютным пределом (1,5 Т), а в цехе поврежден специальный инструмент tight-V или в данный момент выполняется другая работа, производство останавливается.
- Сценарий: Если вы разрабатываете 4T, оператор может при необходимости переключиться на более широкий штамп, чтобы не останавливать производство, сохраняя время выполнения заказа.
2. Теоретический подход (правило 1,5Т)
Если вы обратитесь к инженерным справочникам, таким как Справочник машиниста или загляните в специальные каталоги оснастки, вы часто увидите гораздо более короткие значения.
Формула:
Lₘᵢₙ ≈ от 1,5 × T до 2,0 × T
Скрытая стоимость:
Это правило обычно применяется к доводке (или чеканке), а не к стандартной воздушной гибке. При донной гибке пуансон прижимает лист к нижней части V-образного штампа, защемляя структуру материала. Поскольку лист физически зажимается между пуансоном и штампом, ему не нужно охватывать всю ширину V-образного отверстия, чтобы оставаться стабильным.
Однако полагаться на это правило чревато значительными рисками и расходами:
- Скачки тоннажа: При боттоминге требуется в 5 раз большая нагрузка, чем при пневматической гибке. Многие прецизионные электрические или гибридные листогибочные прессы не рассчитаны на такую длительную высокую нагрузку.
- Износ инструмента: Высокое давление ускоряет износ пуансона и матрицы, что со временем приводит к несовместимым углам.
- Несовместимость процессов: Если в мастерской попытаются выполнить воздушный изгиб вашей конструкции 1,5T, потому что у них не хватает тоннажа для ее дна, деталь не получится. Она проскользнет в штамп, что приведет к браку.
Вердикт
Правило 1,5 Т" теоретически возможно, но в эксплуатации дорого и рискованно. Правило 4T" является консервативным, надежным и дешевым.
Золотое правило DFM:
При проектировании всегда используйте правило консервативности (4 Т), когда это возможно. Прибегайте к теоретическому (1,5 Т) пределу только в том случае, если этого требует проект, и будьте готовы к потенциальному отказу или увеличению стоимости оснастки со стороны поставщика.
Сгибание несгибаемого: Переменные и обходные пути
Прежде чем решиться на короткий фланец, вы должны понять, как выбор материала и углы изгиба смещают ориентиры физически возможного.
Фактор материала: Почему оценка имеет значение
Не все металлы ведут себя под прессом одинаково. Минимальная длина фланца напрямую связана с требуемым радиусом изгиба (R), а радиус диктуется пластичностью материала.
- Алюминий 6061-T6 ("Хрупкий вызов"): Эта распространенная аэрокосмическая марка печально известна своей хрупкостью. При попытке резкого изгиба она треснет. Чтобы предотвратить это, производители должны использовать больший радиус изгиба (часто 1,5T или больше). Поскольку наша формула Lₘᵢₙ = 4T + R, больший радиус автоматически требует более длинного фланца.
- Алюминий 5052-H32 (вязкая альтернатива): Если ваша конструкция требует узкого фланца, подумайте о переходе на 5052. Он мягче и может выдерживать больший радиус без образования трещин, что позволяет уменьшить минимальную длину фланца.
- Нержавеющая сталь: Из-за высокого предела текучести и значительной "пружинящей спинки" нержавеющая сталь часто требует чрезмерного изгиба для достижения окончательного угла. Такой более глубокий ход может потребовать более широкого V-образного штампа, чтобы не превысить пределы тоннажа инструмента, что, в свою очередь, увеличивает требуемую длину фланца.
Фактор угла
Большинство руководств по проектированию предполагают стандартный изгиб на 90°. Однако угол изгиба значительно изменяет физику контактных точек V-образного штампа.
- Острые углы (<90°): Чтобы согнуть металл на 30° или 45°, пуансон должен глубже войти в V-образный штамп. Такой более глубокий ход оттягивает лист дальше от заплечиков штампа. Следовательно, для острых изгибов часто требуются более длинные фланцы, чем для изгибов на 90°, чтобы обеспечить контакт материала с матрицей на протяжении всего хода.
- Тупые углы (>90°): Как правило, они более безопасны. Пуансон проходит меньшее расстояние, поэтому риск соскальзывания фланца в матрицу снижается.
Чит-коды": Как произвести невозможное
Что происходит, когда у вас есть корпус толщиной 2,0 мм и вы абсолютно обязательно фланец 3,0 мм, чтобы освободить компонент? Стандартный процесс воздушной гибки говорит: "Невозможно".
Однако опытный партнер-производитель может добиться такой геометрии - если вы готовы за это заплатить. Вот три наиболее распространенных варианта решения проблемы.
1. Метод "согнуть и разрезать"
Это грубое решение для прототипов и малосерийных прецизионных деталей.
- Процесс: Мастерская вырезает лазером плоскую деталь с фланцем безопасной длины (например, 10 мм). Они сгибают его обычным способом, используя стандартную оснастку. Затем деталь переносится на фрезерный станок с ЧПУ, где излишки материала обрабатываются до желаемой длины 3,0 мм.
- Стоимость: Высокий. Вы добавляете дополнительную установку для обработки, ручную обработку и удаление заусенцев. Вы должны спросить себя: Стоит ли этот короткий фланец увеличения стоимости единицы продукции на 200% - 300%?
2. Разгрузочные выемки
Иногда фланец кажется слишком коротким только потому, что он примыкает к вырезу или углу со скошенной фаской.
- Фикс: Добавьте рельефный надрез (небольшой разрез, перпендикулярный линии изгиба) в месте перехода. Это физически отделяет фланец, который вы сгибаете, от проблемной геометрии рядом. Это позволяет фланцу деформироваться независимо, не разрывая материал и не требуя от оператора выравнивания сложной нелинейной кромки относительно заднего калибра.
3. Стратегия создания специализированных инструментов
Если технология "согни и отрежь" слишком дорога для крупносерийного производства, вы можете обсудить с изготовителем варианты специализированной оснастки:
- Ротационные гибочные станки / обтирочные штампы: В отличие от стандартных V-образных штампов, эти инструменты удерживают деталь в плоском положении и "притирают" фланец вверх с помощью вращающегося кулачка. Они могут формировать фланцы толщиной до 1 × толщины без проскальзывания.
- Офсетные штампы: Это специальные инструменты, предназначенные для создания двух изгибов (форма "Z") за один удар. Они отлично подходят для коротких смещений, но требуют специального инструмента для каждой конкретной высоты.
Шпаргалка и итоговый контрольный список
Теперь давайте сведем всю эту теорию к тому, что вы сможете использовать немедленно: шпаргалка с краткими ссылками и итоговый контрольный список DFM (Design for Manufacturing), который нужно выполнить перед выпуском чертежей.
Краткая справочная таблица данных
В таблице ниже приведены значения "безопасных" (воздушная гибка) и "агрессивных" (доводка/специальный инструмент) пределов.
- Стандарт: Используйте эти значения для стандартных конструкций, чтобы обеспечить низкую стоимость, быстрое время выполнения заказа и возможность использования нескольких источников.
- Риск: Используйте эти значения только в тех случаях, когда пространство очень важно. Внимание: Обычно для их изготовления требуется специальная оснастка, более высокий тоннаж или вторичная обработка.
| Толщина материала (T) | Консервативный минимум (4T+R) | Агрессивный минимум (1,5T-2T) |
|---|---|---|
| 0,5 мм (24-26 га) | ~ 2,5 мм | ~ 1,0 мм |
| 1,0 мм (20 га) | ~ 5,0 мм | ~ 2,0 мм |
| 1,5 мм (16 га) | ~ 7,0 мм | ~ 3,0 мм |
| 2,0 мм (14 га) | ~ 9,0 мм | ~ 4,0 мм |
| 3,0 мм (11 га) | ~ 13,0 мм | ~ 5,0 мм |
> Примечание инженера: Консервативные" значения предполагают стандартный радиус изгиба (R), примерно равный толщине материала. Если вы указываете больший радиус (например, R=3 мм для материала толщиной 1 мм), необходимо добавить эту дополнительную длину к минимальному фланцу.
Ваш окончательный контрольный список DFM
Прежде чем нажать кнопку "Выпустить" на последнем изменении CAD, задайте себе эти пять вопросов. Они сэкономят вам часы переписки с изготовителем по электронной почте и потенциально тысячи долларов на металлоломе.
1. Какому правилу я следовал?
- Если ваш фланец > 4 × T, вы в безопасности. Приступайте к работе с уверенностью.
- Если ваш фланец < 2,5 × T, вы находитесь в опасной зоне. Отметьте эту функцию для пересмотра.
2. Необходим ли "короткий фланец"?
- Спросите себя: Должен ли этот фланец быть длиной 3 мм? Часто дизайнеры делают фланцы короткими просто для эстетики или "компактности". Если вы можете удлинить его, чтобы соблюсти правило 4T, не мешая другим компонентам, сделайте это. Это ничего не стоит при проектировании, но экономит деньги при производстве.
3. Могу ли я принять более низкие допуски?
- Ловушка толерантности: Короткие фланцы больше "плавают" при гибке, поскольку имеют меньшую площадь контакта с матрицей. Если вы используете фланец 1,5T, не рассчитывайте на стандартный угловой допуск ±1. Возможно, вам придется увеличить этот допуск до ±3, чтобы учесть нестабильность.
4. Учел ли я радиус?
- Помните, что эффективная длина фланца включает в себя радиус изгиба. Если у вас фланец 10 мм, а радиус 5 мм, у вас останется только 5 мм "плоского" материала для захвата. Убедитесь, что ваш расчет включает радиус.
5. Готов ли я заплатить за исправление?
- Если вам обязательно нужен фланец, который нарушает правила, готовы ли вы к затратам на "сгибание и разрезание"? Эта дополнительная операция может удвоить стоимость детали. Если бюджет ограничен, перепроектируйте деталь сейчас.
Заключение
В мире проектирования из листового металла разрыв между "теоретически возможным" и "экономически целесообразным" часто измеряется миллиметрами. Хотя инженерные справочники могут сказать вам, что минимальная длина фланца может составлять 1,5x толщины материала, реальность заводского цеха обычно требует более безопасной толщины 4x.
Готов ли ваш дизайн к производству? Не гадайте. Вы беспокоитесь, что ваши узкие фланцы могут вызвать проблемы на листогибочном прессе? Перестаньте гадать и начните проверять. Пришлите нам ваши файлы CAD для получения бесплатного обзора DFM.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Филе-обработка: От чего зависит стоимость и качество деталей

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта
