Вам сложно крепко держать круглые детали или вы хотите придать своим изделиям более профессиональный вид? Вам поможет накатка. Этот процесс обработки придает круглым деталям узорчатую текстуру, облегчая их удержание и улучшая их внешний вид. Во многих отраслях промышленности накатка используется как для функциональности, так и для стиля.
Накатка сочетает в себе полезность и внешний вид в одном действии, что делает ее практичным выбором для многих отраслей промышленности. Далее мы рассмотрим инструменты и узоры, которые делают накатку возможной.

Что такое кнурлинг?
Накатка - это процесс обработки, при котором на металлических поверхностях создаются рельефные узоры. Она улучшает сцепление с поверхностью, придает декоративный вид и может помочь при пресс-фитинги. При этом методе используются специальные инструменты для раскатывания или вырезания узоров непосредственно в материале.
Инструмент для накатки имеет ролики из закаленной стали, которые при вращении вдавливаются в заготовку. Это давление изменяет форму поверхности, образуя повторяющийся узор. Обычно встречаются прямые, диагональные и ромбовидные узоры. Каждый узор имеет свое назначение и внешний вид.
В отличие от обычной резки, накатка не удаляет материал. Вместо этого она изменяет форму поверхности, что делает ее эффективной для создания однородных текстур в больших партиях. Накаткой можно обрабатывать такие металлы, как сталь, алюминий, латунь и нержавеющая сталь, в зависимости от условий применения.
Основная механика накатки
Давайте рассмотрим, что происходит в точке контакта между инструментом и деталью. Понимание этих принципов приводит к лучшим результатам.
Как инструменты для накатки деформируют поверхность заготовки?
В инструментах для накатки используются закаленные ролики или колеса с предварительно нанесенным рисунком. Когда инструмент прижимается к вращающейся заготовке, ролики заставляют металл на поверхности растекаться по гребням и канавкам. Эта деформация создает повторяющийся узор.
Процесс может быть либо формовочным, когда инструмент вытесняет материал, либо режущим, когда инструмент удаляет небольшое количество металла. Формовка быстрее и чище, но лучше всего работает с более мягкими и вязкими металлами. Резка лучше подходит для более твердых материалов и позволяет получить более острые края.
Понимание роли подачи и скорости
Подача и скорость являются ключевыми факторами для получения чистой, равномерной насечки. Подача - это скорость перемещения инструмента по поверхности, а скорость - вращение заготовки.
Слишком быстрая подача может исказить рисунок и вызвать наложение гребней. Слишком медленная подача может сплющить насечку и уменьшить глубину. Скорость движения заготовки также должна быть сбалансирована. Слишком быстрая подача может привести к проскальзыванию роликов, слишком медленная - к неравномерному нанесению следов. Наилучшие результаты достигаются при согласовании подачи и скорости с шагом инструмента и диаметром заготовки.
Важность пластичности материала при накатке
Пластичность материала существенно влияет на качество накатки. Вязкие металлы, такие как алюминий, латунь и мягкая сталь, плавно деформируются под давлением, что делает их идеальными для формирования накатки.
При деформации хрупкие металлы могут растрескиваться или откалываться, что приводит к некачественным узорам или повреждению деталей. При работе с более твердыми материалами часто требуется подрезка инструментов для накатки или корректировка настроек процесса. Соответствие метода накатки материалу обеспечивает прочность деталей и их долговечность.
Как происходит процесс накатки?
В процессе накатки соблюдается точная последовательность шагов, обеспечивающая чистое и равномерное формирование узора. Каждый этап, начиная с выбора инструмента и заканчивая последними проходами, способствует получению точной отделки.
Выбор инструмента
Первый шаг - выбор правильного инструмента. Инструменты для накатки имеют ролики с прямым, диагональным или алмазным рисунком. Выбор зависит от назначения детали. Прямые ролики часто используются для прессовой посадки, а ромбовидные и диагональные обеспечивают лучшее сцепление. Шаг роликов должен соответствовать диаметру заготовки, чтобы избежать наложения или неравномерности следов.
Настройка токарного станка
После выбора инструмента его необходимо закрепить в токарном станке. Правильное выравнивание имеет решающее значение. Инструмент должен быть перпендикулярен заготовке, чтобы избежать угловых или деформированных насечек. На этом этапе оператор также устанавливает скорость и подачу. Правильные настройки уменьшают износ инструмента и помогают получить четкий и чистый узор.
Первый контакт
Нанесение насечек начинается с момента первого прикосновения инструмента к вращающейся заготовке. Давление должно быть сильным и равномерным. Слишком сильное давление может повредить инструмент или поверхность, а слишком слабое может привести к проскальзыванию роликов. Цель - задействовать ролики, чтобы узор начинался чисто и тщательно.
Вальцовка с накаткой
При движении инструмента по заготовке ролики вдавливаются в материал, формируя насечку. Узор формируется при постоянной подаче и вращении. Для предотвращения нагрева и продления срока службы инструмента часто применяется охлаждающая жидкость. Для получения равномерных гребней без искажений необходим правильный баланс силы, скорости и подачи.
Последние пропуски
Последние проходы затачивают и сглаживают узор. Оператор прилагает постоянное давление, пока инструмент делает один или два дополнительных прохода по поверхности с накаткой. Эти заключительные проходы улучшают глубину, выравнивание и внешний вид. Хорошо выполненный заключительный проход обеспечивает надежный захват и чистый, профессиональный вид насечки, готовой к использованию.
Узоры накатки и их функции
Узоры накатки - это не просто украшение. Каждый тип служит определенной цели, улучшая сцепление с поверхностью, сборкаили общий дизайн. Выбор правильной детали зависит от того, как она будет использоваться.
Прямая накатка
Прямая накатка создает параллельные гребни по всей длине заготовки. Этот узор часто используется для прессовой посадки, поскольку гребни увеличивают контакт поверхностей и способствуют образованию плотного механического соединения. Прямые насечки также направляют движение в одном направлении, что делает их полезными для ручек или скользящих деталей.
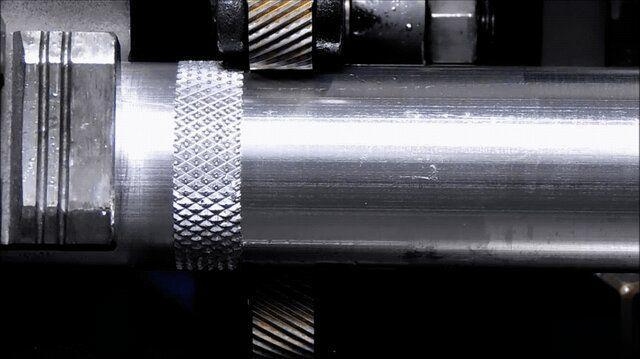
Алмазная накатка
Алмазная накатка - самый распространенный узор. Она представляет собой перекрещивание гребней, образующих небольшие ромбовидные пики. Такой рисунок обеспечивает отличное сцепление даже на маслянистых или влажных поверхностях. В инструментах, ручках и рукоятках машин часто используется алмазная накатка, поскольку она позволяет сбалансировать функциональность с чистым, профессиональным внешним видом.
Крестообразная накатка
Крестовая накатка похожа на алмазную, но имеет более глубокие и выраженные пересечения. Пересекающиеся гребни создают текстуру, которая прочно фиксируется при захвате пользователем или другой поверхностью. Такой рисунок идеально подходит для тяжелых условий эксплуатации, где скольжение может быть опасным. Он также хорошо подходит для деталей, требующих сильных тактильных ощущений.
Спиральная накатка
Спиральная накатка создает угловые гребни, закручивающиеся по спирали вокруг заготовки. В отличие от прямой или алмазной накатки, она придает поверхности непрерывный изгиб. Такой узор часто используется на декоративных деталях или компонентах, требующих направленного движения. Она также может обеспечить контролируемое трение для вращающихся или ввинчивающихся деталей.
Инструменты, используемые при накатке
Для накатки требуются специальные инструменты, позволяющие вдавливать или вырезать узоры в заготовке. Каждый тип служит для разных целей. Правильный выбор инструмента обеспечивает чистые и стабильные результаты.
Колеса с накаткой
Круги для накатки - это ролики из закаленной стали с выгравированными узорами. Они создают прямые, алмазные или спиралевидные узоры. Колеса бывают разных шагов и диаметров, поэтому операторы могут подобрать инструмент под заготовку. Правильно подобранный круг предотвращает двойное слежение и создает острые, ровные гребни.
Держатели инструмента для накатки
Держатели инструментов надежно фиксируют колеса и выравнивают их относительно заготовки. Устойчивый держатель снижает вибрацию и поддерживает точность детали. Они подходят для различных токарных станков, от одноколесных до многоколесных. Правильное выравнивание держателя необходимо для получения точной накатки.
Регулируемые и быстросменные инструменты для накатки
Регулируемые инструменты для накатки позволяют операторам точно настраивать давление и выравнивание, что помогает предотвратить появление дефектов. Быстросменные инструменты позволяют быстрее переключаться между узорами или шагами, экономя время на настройку. Эти инструменты повышают эффективность, особенно в условиях производства, требующего использования нескольких типов накатки.
Специализированные насадки для накатки
Для некоторых работ требуется больше, чем стандартные инструменты. Специализированные насадки предназначены для станки с ЧПУ или детали необычной формы. Они с точностью справляются со сложными узорами, глубокими пропилами или большими объемами работ. Эти насадки расширяют возможности: от функциональных текстур с прессовой посадкой до детальной декоративной отделки.

Выбор правильных параметров накатки
Правильные параметры позволяют отличить четкую, ровную насечку от искаженной. Шаг, скорость, подача и свойства материала - все это влияет на конечный результат.
Выбор питча
Шаг - это расстояние между гребнями на накаточном круге. Он должен соответствовать диаметру заготовки, чтобы избежать двойного слежения, когда узоры накладываются друг на друга и создают неровные гребни. Как правило, для валов малого диаметра менее 20 мм используется шаг 0,5-1 мм, а для валов большего диаметра более 50 мм - шаг 1,5-2 мм.
Скорость и подача
Скорость и подача токарного станка контролируют формирование узора. Для валов из стали или нержавеющей стали типичная скорость вращения шпинделя составляет 50-150 об/мин, в то время как для более мягких металлов, таких как алюминий, она может достигать 200-400 об/мин. Скорость подачи обычно составляет 0,05-0,2 мм за оборот, в зависимости от твердости материала.
Существенные соображения
Разные металлы по-разному реагируют на давление. Мягкие и вязкие материалы, такие как латунь или алюминий, образуют четкие насечки с меньшим усилием. Более твердые материалы, такие как нержавеющая сталь, требуют более высокого давления или резки для получения четкой накатки.
Преимущества накатки
Накатка широко используется, поскольку она придает деталям функциональность и стиль. Этот процесс дает очевидные преимущества, улучшая производительность, удобство использования и внешний вид без значительных затрат.
Улучшенный захват и функциональность
Основное преимущество накатки - лучший захват. Гладкие поверхности могут скользить, особенно на инструментах, рукоятках или ручках машин. Накатка создает рельефные выступы, которые обеспечивают больший контроль, даже при использовании жирных или влажных рук. Кроме того, она помогает при сборке под давлением, поскольку слегка увеличивает диаметр вала, создавая надежное механическое соединение без клея.
Улучшенная эстетическая привлекательность
Накатка не только функциональна, но и улучшает внешний вид. Такие узоры, как алмазный или спиральный, придают деталям полированную, детализированную текстуру. Во многих отраслях промышленности с помощью накатки можно придать деталям высококачественный вид, сохранив при этом их практичность.
Экономически эффективная модификация поверхности
Накатка - это быстрый и доступный процесс по сравнению с другими видами обработки поверхности. Она не требует покрытий, химикатов или сложных процессов. При наличии правильных инструментов и настроек производители могут быстро получить стабильные результаты даже при изготовлении крупных партий.
Недостатки накатки
Хотя накатка имеет много преимуществ, она также имеет некоторые ограничения. Понимание этих ограничений помогает инженерам и производителям лучше планировать работу.
Износ и обслуживание инструмента
Инструменты для накатки испытывают высокое давление, что со временем приводит к их износу. Изношенные ролики могут создавать неглубокие или неровные узоры. Для поддержания качества необходимо проводить регулярный осмотр, заточку или замену. Это увеличивает расходы и время простоя производства.
Деформация материала
Накатка происходит за счет вытеснения материала, что может стать проблемой для тонких или хрупких деталей. Слишком сильное давление может привести к изгибу, растрескиванию или деформации. Хрупкие детали требуют тщательной настройки или альтернативных методов, чтобы избежать повреждений.
Плохая отделка поверхности
Поверхности с накаткой имеют естественную шероховатость. Хотя это и функционально, но может не удовлетворять эстетическим требованиям или требованиям по допуску для любого применения. Некоторые изделия нуждаются в дополнительной отделке, например полировка или покрытие.
Ограниченная точность
Накатка отлично подходит для захвата и декорирования, но не идеальна для точных размеров. Этот процесс незначительно изменяет диаметр заготовки, что делает его непригодным для деталей, требующих жестких допусков или точной подгонки без дополнительной обработки.
Советы по достижению наилучшего качества отделки с накаткой
Для получения чистой и равномерной накатки требуется внимание к деталям. Эти советы помогут создать прочные, точные и визуально привлекательные узоры.
Правильный выбор инструмента
Сначала выберите правильный инструмент для накатки. Узор - прямой, алмазный, крестообразный или спиральный - должен соответствовать назначению детали. Диаметр и шаг инструмента должны соответствовать заготовке, чтобы избежать перекрытия или неровных гребней. Для более твердых металлов используйте режущие инструменты, чтобы избежать деформации. Правильно подобранный инструмент обеспечивает четкую, равномерную насечку с первого прохода.
Настройка правильной скорости и подачи
Установите скорость и подачу токарного станка в соответствии с материалом и инструментом. Слишком высокая скорость может привести к проскальзыванию роликов, оставляя неглубокие или неровные гребни. Слишком медленная - материал может порваться. Скорость подачи влияет как на глубину, так и на расстояние между валиками. При стабильной, сбалансированной скорости и подаче получаются чистые, четко очерченные узоры по всей детали.
Надавливайте постепенно
Давление является ключевым фактором для формирования хорошей насечки. Прикладывайте силу медленно, чтобы материал правильно входил в гребни. Слишком сильное давление может деформировать или расколоть поверхность, а слишком слабое - вызвать скольжение. Постепенное, равномерное давление обеспечивает прочную и однородную текстуру.
Поддерживайте правильное выравнивание
Держите инструмент перпендикулярно заготовке. Несоответствие может привести к образованию угловых или искаженных деталей. Перед началом работы проверьте и отрегулируйте держатель инструмента. Правильное выравнивание предотвращает появление дефектов и обеспечивает повторяемость результатов.
Регулировка глубины накатки
Глубина влияет как на сцепление, так и на внешний вид. Слишком малая глубина - слабый захват; слишком большая глубина - материал может деформироваться или ослабнуть. Внимательно следите за ходом работы, регулируйте давление и подачу по мере необходимости. Использование пробных деталей помогает установить правильную глубину до начала производства.
Смазка
Смазка уменьшает нагрев и трение, защищает заготовку и инструмент, продлевает срок службы инструмента и предотвращает разрыв поверхности. Легкие масла или жидкости для резки хорошо подходят для более мягких металлов, таких как алюминий или латунь. Для более твердых металлов используются высокоэффективные смазочно-охлаждающие жидкости, которые помогают сохранить плавную подачу материала и острые края детали.
Заключение
Накатка - это процесс создания рельефных узоров на металлических поверхностях для улучшения сцепления, сборки и внешнего вида. Для формирования прямых, алмазных, крестообразных или спиралевидных узоров используются специализированные инструменты, такие как накатные круги и держатели. Качество накатки зависит от таких факторов, как выбор инструмента, подача и скорость, тип материала и выравнивание.
Если вы хотите улучшить сцепление и отделку ваших деталей, свяжитесь с нами сегодня чтобы обсудить ваши потребности в накатке и получить индивидуальное решение для вашего проекта.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
