Выбор правильного тоннажа - одно из самых важных решений при выборе сервопресса. Если производительность пресса слишком мала, машина может не достичь необходимого усилия формования. Это может снизить точность деталей и привести к преждевременному износу инструмента. Если тоннаж слишком высок, система становится более дорогой. Кроме того, она потребляет больше энергии и хуже реагирует на управление усилием.
Современное производство зависит от точности и эффективности, чтобы оставаться конкурентоспособным. Поэтому инженеры должны согласовывать силу прессования с реальными технологическими потребностями. Правильное согласование повышает качество деталей и помогает держать под контролем эксплуатационные расходы.
В этой статье рассказывается о том, как инженеры и покупатели оценивают необходимое усилие. В ней также объясняется, как установить безопасные пределы. Наконец, в статье рассматриваются другие технические факторы, влияющие на производительность пресса в реальном производстве.

Понимание тоннажа в сервопрессах
Прежде чем выбрать машину, необходимо понять, как на самом деле работает тоннаж. В этом разделе объясняется, что представляет собой тоннаж и как сервопрессы применяют его по-разному.
Что представляет собой тоннаж?
Тоннаж, измеряемый в килоньютонах (кН) или метрических тоннах, определяет максимальное усилие формовки или прессования, которое может обеспечить сервопресс. Он указывает на величину сопротивления, которое может преодолеть пресс при формовке, соединении или деформации детали.
Однако многие покупатели неправильно понимают эту характеристику. Большинство прессов указывают номинальный тоннаж, который представляет собой максимальное усилие машины в определенном положении хода - часто вблизи нижней мертвой точки (BDC). В отличие от этого, рабочее усилие - это усилие, которое пресс может поддерживать во всем диапазоне рабочего хода.
Например, сервопресс, рассчитанный на номинальный тоннаж 20 кН, может выдержать этот пик только на последних 5 процентах своего хода. Если процесс формовки требует полного давления в начале хода, эффективное усилие может снизиться на 20-30 %. Вот почему инженеры должны всегда проверять, в какой части хода применяется номинальное усилие.

Проще говоря, тоннаж - это не только то, насколько силен пресс, но и то, как эта сила передается во время движения.
Пиковая нагрузка в сравнении с непрерывной нагрузкой
Еще одно распространенное заблуждение - считать, что номинальный тоннаж равен устойчивой производительности машины. В действительности у каждого сервопресса есть два предела:
- Пиковая нагрузка - короткий всплеск максимальной силы, достижимый в течение доли секунды.
- Непрерывная нагрузка - постоянное усилие, которое может выдержать система, не перегреваясь и не вызывая механической усталости.
Например, сервопресс с усилием 10 кН может поддерживать усилие 10 кН в течение 0,5 секунды, но только 6 кН непрерывно. При длительной выдержке или формовке превышение непрерывного номинала может привести к перегреву двигателя, падению крутящего момента или снижению точности со временем.
Сервопрессы преодолевают эту проблему, позволяя программировать управление силой хода. Контроллер может подавать полную мощность только при необходимости, снижать скорость перед контактом и плавно останавливаться на дне для снятия напряжения. Такое точное движение не только улучшает целостность деталей, но и продлевает срок службы штампа и снижает потребление энергии.
Номинальные и практические характеристики
При сравнении моделей инженеры также должны учитывать, как каждый производитель определяет свой "класс грузоподъемности". Две машины, рассчитанные на 50 кН, могут показывать разные реальные результаты из-за различий в диаметре шнека, эффективности привода и преобразования крутящего момента в усилие.
Практический совет: Всегда спрашивайте кривую непрерывной работы пресса или график зависимости усилия от скорости. Эти графики иллюстрируют тоннаж, который может обеспечить машина при различных положениях хода и скоростях - это самый надежный способ подтвердить ее реальные возможности.

Пошаговый метод оценки необходимого тоннажа
Точный выбор тоннажа начинается с правильного расчета и проверки. Выполните следующие шаги, чтобы оценить, какая сила действительно необходима вашему процессу.
1. Определите параметры процесса и материала
Для разных операций требуется разное усилие. Для легкой прессовой посадки может потребоваться всего несколько килоньютонов, а для небольшой формовки или чеканки - сотни. Поэтому начните с основ:
- Тип процесса: Пригодна ли операция для прессования, формирование, чеканка, захватывающий, или уплотнение?
- Свойства материала: Предел текучести, твердость и пластичность напрямую определяют степень сопротивления.
- Геометрия: Большая площадь поверхности, острые изгибы и малые радиусы увеличивают локальную нагрузку.
Например, для алюминия 6061 (предел текучести ≈ 150 МПа) может потребоваться вдвое меньше тонн, чем для нержавеющей стали 304 (≈ 300 МПа) при той же геометрии.
Проще говоря, чем прочнее и толще ваш материал, тем больший тоннаж должен выдавать ваш сервопресс.
2. Рассчитайте базовую потребность в силе
Зная материал и принцип работы, вы можете рассчитать необходимое усилие, используя эту упрощенную зависимость:
F=k×A×σy
Где:
- F = расчетное усилие (Н)
- А = площадь контакта или формирования (мм²)
- σy = предел текучести материала (МПа)
- k = коэффициент процесса (обычно 0,7-1,2 в зависимости от трения и геометрии детали)
Пример:
Вы формируете лист из нержавеющей стали размером 50 мм × 50 мм (площадь 2 500 мм²) с пределом текучести 350 МПа и коэффициентом технологичности 1,0.
F=1.0×2,500×350=875,000N=875kN
Таким образом, вам понадобится пресс, способный в идеальных лабораторных условиях развивать номинальное усилие не менее 875 кН.
Однако реальные операции редко бывают идеальными. Трение, выравнивание детали и обработка поверхности инструмента могут увеличить сопротивление на 10-20%, особенно при формовании на высоких скоростях. Всегда лучше рассматривать это значение как минимальный порог, а не как окончательную точку выбора.
3. Применяйте реалистичный запас прочности
Даже при точном расчете неизбежны колебания в реальных условиях - износ инструмента, несоосность и перепады температуры могут неожиданно увеличить требуемое усилие. Поэтому большинство инженеров добавляют к расчету тоннажа запас прочности 20-30%.
В приведенном выше примере (875 кН) отрегулированный диапазон составляет 1 050-1 150 кН.
Этот буфер гарантирует, что:
- Серводвигатель никогда не работает на пределе перегрузки.
- Шариковый винт и рама сохраняют точность при нагрузках.
- Нагрев остается в пределах номинальной продолжительности работы.
Правило большого пальца:
Для критической формовки или непрерывного производства установите размер сервопресса на 1,25× теоретического тоннажа, чтобы обеспечить сбалансированную производительность и долговечность.
4. Проверка с помощью тестового прессования или цифрового моделирования
Выбор современного сервопресса не должен ограничиваться расчетами. Реальные данные - лучшее подтверждение. Если возможно, проведите пробное прессование с использованием тензодатчика или датчика крутящего момента для регистрации фактических профилей усилия. Сравните кривую измеренного усилия с расчетным значением и посмотрите, нет ли скачков или аномалий во время формования.
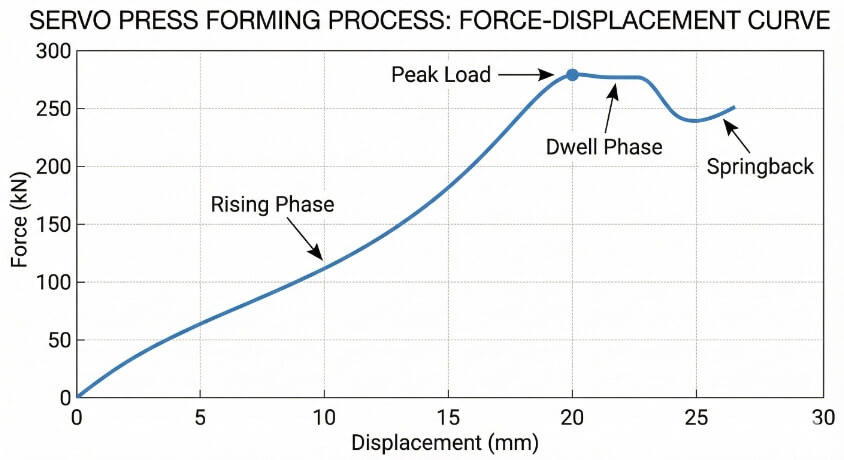
В качестве альтернативы используйте программное обеспечение для моделирования (например, DEFORM или Simufact Forming) для анализа кривой "усилие-перемещение". Моделирование позволяет определить не только пиковую нагрузку, но и форму кривой - где усилие возрастает, стабилизируется и ослабевает. Понимание этого поможет вам настроить профиль движения сервопресса для оптимального использования энергии и срока службы инструмента.
Почему это важно:
Простое число (например, 900 кН) не говорит всей истории. Знание того, как развивается усилие на протяжении хода, - вот что отличает успешную настройку пресса от дорогостоящих проб и ошибок.
5. Рассмотрите возможность гибкости будущего процесса
Если ваше производство включает в себя множество деталей или меняющиеся конструкции, разумно оставить дополнительный резерв. Сервопресс с программируемым движением может адаптироваться к новым материалам или геометрии - но только если он обладает достаточным усилием для этого.
Для небольших сервопрессов (1-5 тонн) наличие дополнительного запаса усилия 20-30% позволяет перенастроить их для новых применений без необходимости реинвестирования. Такой подход позволяет сохранить работоспособность капитальных активов в течение всего цикла производства продукции и изменений в НИОКР.
Факторы, влияющие на правильный выбор тоннажа
Даже при правильном расчете можно упустить реальные переменные. Вот как материал, геометрия и производственные факторы влияют на потребность в тоннаже.
Свойства материала
Прочность и пластичность материала - первые и наиболее очевидные факторы. Более твердые или менее пластичные металлы требуют большего давления при формовке, в то время как более мягкие металлы, такие как медь или алюминий, могут деформироваться при меньших нагрузках.
Например, для формовки нержавеющей стали 304 (предел текучести около 215 МПа) требуется примерно в два раза больше усилий, чем для формовки алюминия 5052 (предел текучести около 100 МПа) при той же толщине. Высокопрочные стали, титан и никелевые сплавы могут потребовать еще большего усилия - иногда оно превышает тоннаж низкоуглеродистой стали в 4 раза при идентичной геометрии детали.
Помимо предела текучести, упрочнение также увеличивает нагрузку при формовании. По мере деформации материала сопротивление резко возрастает на поздних стадиях хода, и именно здесь сервопрессы превосходят всех - они могут регулировать скорость и крутящий момент в режиме реального времени, чтобы поддерживать постоянное давление.
Вкратце: При работе с более твердыми сплавами или прецизионными изделиями всегда проверяйте кривую "напряжение-деформация" материала, а не только его номинальную прочность.
Геометрия деталей и проектирование оснастки
Геометрия может кардинально изменить распределение нагрузки. Глубокие вытяжки, ребра, тиснения или узкие угловые радиусы концентрируют напряжение в небольших областях, увеличивая локальное давление и, в свою очередь, общий требуемый тоннаж. Даже небольшие детали конструкции, такие как расположение отверстий или высота фланца, могут увеличить сопротивление формовке на 10-20%.
Например, для тиснения простого логотипа на плоской 100-миллиметровой панели может потребоваться всего 5 кН, а на той же панели с каналом глубиной 3 мм - 25 кН и более из-за трения и деформации изгиба.
Не последнюю роль играет и конструкция инструмента:
- Жесткие штампы Равномерное распределение силы и снижение потерь энергии.
- Гибкие или тонкие штампы поглощают часть приложенного усилия, что снижает эффективность формования.
- Выравнивание матрицы Это тоже имеет значение - несоосность может увеличить требуемый тоннаж на 15%, согласно исследованию Лаборатории точной формовки 2023 года.
Сервопрессы компенсируют эти отклонения с помощью программируемого управления задержкой. Замедляя ход перед контактом и делая паузу в нижней мертвой точке, инженеры могут предотвратить ударные нагрузки, продлить срок службы штампа и сохранить качество деталей.
Длина хода и скорость прессования
Взаимосвязь между профилем хода и скоростью прессования напрямую влияет на потребность в тоннаже. Более длинный ход означает, что серводвигатель должен поддерживать крутящий момент на большем расстоянии, а более быстрое движение увеличивает инерцию и переходные нагрузки.
Традиционные механические прессы не могут легко адаптироваться, но сервопрессы могут. Благодаря программно определяемым профилям движения вы можете:
- Снижайте скорость непосредственно перед контактом с материалом, чтобы уменьшить ударную нагрузку.
- Выдержите запрограммированную выдержку для формирования консистенции.
- Отрегулируйте скорость возврата, чтобы сбалансировать время цикла и тепловую нагрузку.
Это показывает, почему управление движением пресса так же важно, как и производительность по тоннажу.
Главный вывод:
Не определяйте размер пресса только по максимальному усилию - проверьте, может ли он поддерживать это усилие на протяжении всей запланированной скорости хода и продолжительности выдержки.
Объем производства и рабочий цикл
Даже самый мощный пресс может не справиться с задачей, если он не рассчитан на непрерывную работу. Каждый серводвигатель имеет рабочий цикл, который представляет собой соотношение между активным временем прессования и временем охлаждения или простоя. Превышение этого цикла приводит к нагреву, снижению крутящего момента и длительному износу подшипников и винтов.
Например:
- Небольшой жим весом 5 кН может выдерживать полную нагрузку в течение 1 секунды, но требует 3-4 секунд отдыха.
- Сервопресс производственного класса с усилием 100 кН может непрерывно поддерживать мощность 80% при надлежащем терморегулировании.
В условиях большого объема работы непрерывная нагрузка становится даже более важной, чем пиковая. Работа при 70-80% от номинального тоннажа обеспечивает постоянную точность и снижает частоту технического обслуживания.
При оценке загрузки оборудования необходимо учитывать:
- Время цикла: сколько ударов в минуту совершает процесс.
- Длительность пребывания: как долго сохраняется усилие во время каждого удара.
- Сменный график работы: общее количество часов непрерывной работы в день.
Пренебрежение этими аспектами часто приводит к преждевременному износу двигателя или смещению усилия - и то, и другое может нарушить стабильность размеров со временем.
Преимущества сервопрессов в управлении тоннажем
Технология сервопривода преобразует управление силой в точное проектирование. Узнайте, как программируемое перемещение и обратная связь обеспечивают стабильное и эффективное прессование.
Программируемая кривая "усилие-ход
В обычном механическом прессе кривая тоннажа следует за углом поворота кривошипа. Максимальное усилие достигается только вблизи нижней мертвой точки, а это значит, что процесс должен подстраиваться под носитель, а не наоборот.
Сервопрессы меняют эту логику. Используя серводвигатели с прямым приводом, инженеры могут разрабатывать индивидуальные профили усилия и хода, соответствующие каждой операции. Вы можете замедлиться перед контактом с материалом, плавно нарастить крутящий момент и точно остановиться в нижней точке, чтобы снять внутреннее напряжение.
Такая гибкость позволяет одному сервопрессу заменить несколько механических прессов, настроенных на различные материалы или глубину.
Обратная связь и данные о процессе в режиме реального времени
Сервосистемы непрерывно отслеживают силу, перемещение и крутящий момент двигателя с высокой частотой дискретизации. Таким образом, создается живой контур обратной связи, который мгновенно корректирует любые отклонения - например, изменение толщины материала или выравнивание матрицы.
Благодаря регистрации данных и сравнению кривых инженеры могут:
- Обнаружение аномалий до того, как они станут причиной дефектов.
- Отслеживайте износ штампа по постепенному изменению усилия.
- Поддерживайте прослеживаемость для соответствия стандартам ISO 9001 или IATF 16949.
На практике это означает меньшее количество брака и более быстрое утверждение качества. Для таких отраслей, как электроника, электронные модули и прецизионные датчики, эти возможности передачи данных превращают сервопресс из механического инструмента в цифровой производственный актив.
Энергоэффективность и интеллектуальная интеграция
Сервопрессы потребляют энергию только при создании усилия, в отличие от гидравлических систем, в которых давление поддерживается постоянно. Это делает их по своей сути более энергоэффективными.
Кроме того, программируемое управление делает их совместимыми с интеллектуальными производственными средами - они легко подключаются к системам MES, SCADA или уровням данных Industry 4.0. Это позволяет проводить прогнозируемое техническое обслуживание, мониторинг циклов и аналитику нагрузки, помогая предприятиям оптимизировать время безотказной работы и продлить срок службы оборудования.
Дополнительные технические факторы, на которые часто не обращают внимания
Мелкие инженерные детали могут повлиять на производительность пресса. Эти упущенные из виду факторы часто определяют долгосрочную точность и стабильность машины.
Анализ кривой "сила-перемещение
Сила нажатия в реальных условиях не является постоянной - она динамически изменяется в течение хода. Кривая "усилие-перемещение" показывает, как усилие нарастает, достигает пика и спадает. Изучая эту кривую, инженеры могут выявить неэффективность и скрытые риски, такие как:
- Внезапные скачки указывают на плохую смазку или несоосность матрицы.
- Неравномерные плато свидетельствуют о затвердевании материала или плохом контроле выдержки.
- Зоны откоса свидетельствуют об остаточном напряжении или упругом восстановлении.

Анализ этих данных позволяет оптимизировать профили движения пресса и подтвердить соответствие выбранной кривой крутящего момента серводвигателя реальным требованиям процесса, а не только теоретическому тоннажу.
Жесткость пресс-форм и приспособлений
Жесткость оснастки играет важную роль в эффективности использования тоннажа. Если штамп или приспособление изгибается под нагрузкой, часть приложенного усилия поглощается в виде упругой деформации, что снижает точность формования.
Чтобы свести это к минимуму:
- Используйте сбалансированные зажимные и опорные пластины для поддержания равномерного давления.
- Выбирайте марки инструментальной стали с более высоким модулем упругости.
- Используйте анализ методом конечных элементов (FEA) при проектировании штампа для прогнозирования зон прогиба.
Это усовершенствование не только повышает точность определения тоннажа, но и увеличивает срок службы штампа и воспроизводимость результатов.
Тепловые и усталостные характеристики
У каждого сервопресса есть рейтинг непрерывной работы, определяющий нагрузку, которую он может выдерживать бесконечно долго без перегрева. Работа вблизи пикового крутящего момента в течение длительных циклов увеличивает нагрев двигателя и шарико-винтовой пары, вызывая смещение размеров и ускоренный износ.
Для непрерывной формовки или высокоскоростных операций инженеры должны выбрать пресс, который непрерывно работает при 70-80% от номинального тоннажа. Это обеспечивает:
- Стабильный крутящий момент на выходе.
- Более низкое повышение температуры.
- Постоянная точность при длительных пробегах.
Системы термоконтроля и принудительного воздушного охлаждения также являются ценным дополнением для прессов, работающих в несколько смен.
Заключение
Выбор правильного тоннажа для сервопресса - это не просто цифра в спецификации, а инженерное решение, влияющее на качество, стоимость и срок службы оборудования. Технология сервопривода расширяет возможности программируемого управления, энергоэффективности и цифровой обратной связи, предоставляя производителям возможность формировать, соединять или прессовать с высокой точностью и меньшим количеством отходов.
Готовы ли вы оптимизировать свой выбор пресса? Наша команда инженеров специализируется на сервопрессах малой и средней тоннажности (1-5 тонн), предназначенных для точной сборки, формовки и соединения металлов. Свяжитесь с нами сегодня чтобы обсудить ваш проект или запросить бесплатную оценку тоннажа у наших инженеров по применению.
Часто задаваемые вопросы
Как перевести тонны в килоньютоны (кН)?
1 метрическая тонна = 9,81 кН. Например, 10-тонный пресс равен примерно 98 кН.
Всегда ли больший тоннаж лучше?
Нет. Прессы больших размеров потребляют больше энергии и снижают чувствительность к усилию. Выбирайте самую маленькую машину, которая отвечает вашим технологическим потребностям, плюс запас прочности.
Может ли один сервопресс работать с несколькими приложениями?
Да. Благодаря программируемому управлению движением один сервопресс может выполнять различные операции - прессовую посадку, формовку или чеканку - в пределах своей номинальной мощности.
В чем разница между пиковым и непрерывным тоннажем?
Пиковый тоннаж - это кратковременная максимальная нагрузка; непрерывный тоннаж - это то, что пресс может поддерживать неограниченное время. Всегда проверяйте оба параметра перед покупкой.
Как проверить правильность выбора тоннажа?
Для измерения фактического усилия формования используйте испытания на тензодатчике или цифровое моделирование. Если пиковое усилие не превышает 80%, а среднее - 60% от номинальной мощности, ваш выбор сбалансирован.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
