Сварная деталь никогда не бывает "законченной" в момент остановки дуги. Сварные детали могут выглядеть совершенно по-разному в зависимости от того, как обработана их поверхность после соединения. На некоторых деталях видны видимые бусинки и рябь, в то время как другие выглядят как гладкий, непрерывный кусок металла без следов шва.
Финишная обработка - это не только визуальная работа. Поверхность, на которой остаются ямки, щели или сварные швы высокой шероховатости, может задерживать влагу, обесцвечиваться при нанесении покрытия и становиться отправной точкой для коррозии. Для изделий, используемых в медицине, пищевой промышленности или на открытом воздухе, состояние поверхности влияет на гигиену, стоимость срока службы и даже на соответствие нормативным требованиям.

Во многих отраслях промышленности качество сварного шва напрямую влияет на его качество:
| Коэффициент производительности | Влияние чистоты сварного шва |
|---|---|
| Устойчивость к коррозии | Шероховатые поверхности задерживают загрязнения → ржавчина образуется быстрее |
| Адгезия покрытия | Пики/овалы создают неравномерную толщину и риск шелушения |
| Эстетика | Видимые бусины снижают воспринимаемую ценность конечного продукта |
| Санитария | Поры и рябь задерживают бактерии, трудно стерилизуются |
| Стоимость жизненного цикла | Плохая отделка = перекраска, полировка или скорейшая замена. |
Что такое финишная обработка при сварке?
Отделка сварного шва - это состояние сварного соединения после обработки: остается ли оно нетронутым, слегка заглаживается или полируется для создания гладкой, непрерывной поверхности. Основной сварной шов может быть выполнен с помощью TIG, MIG, лазерной или импульсно-дуговой сварки, но отделка начинается после того, как соединение конструктивно завершено.
Различные методы сварки создают разные исходные текстуры:
| Метод сварки | Типичный профиль сварного шва | Трудности после финиша | Примечания |
|---|---|---|---|
| ТИГ | Гладкая, узкая бусина | Низкий | Идеально подходит для косметической и санитарной отделки |
| МИГ | Более высокая бусина, немного брызг | Средний | Требуется смешивание перед нанесением покрытия |
| Лазер | Очень тонкие, с низким уровнем искажений | Очень низкий | Лучший вариант, когда требуется низкая видимость |
| Палка/дуга | Тяжелый шлак, грубый бисер | Высокий | Редко используется там, где важно визуальное качество |
При изготовлении косметики из нержавеющей стали конечная шероховатость поверхности часто составляет Ra ≤ 0,8-1,2 мкм. В каркасах из конструкционной стали, где отделка не видна или не имеет покрытия, допустимо Ra 3,0-6,0 мкм. Эта разница напрямую отражается на трудозатратах, стоимости, времени и сложности полировки.
Как правильно выбрать финишный уровень?
Никогда не следует выбирать отделку только по привычке или цене. Правильное решение вытекает из трех основополагающих вопросов:
1. Где будет находиться сварной шов - скрытый или видимый?
Если никто не будет видеть сварной шов, а деталь находится внутри шкафа, станины машины или под крышкой, достаточно структурной отделки. Удаление или полировка сварочных шариков в этом случае приводит к лишним затратам без улучшения характеристик. При крупносерийном производстве выбор базовой отделки вместо косметической может сократить время последующей обработки на 40-70%.
Если сварной шов виден, стандарт повышается. Для внешних корпусов, нержавеющих фасадов, архитектурных металлоконструкций или изделий, предназначенных для потребителей, качество отделки становится неотъемлемой частью общего впечатления от продукта. Гладкость, равномерное зерно и плавные переходы формируют воспринимаемую ценность гораздо сильнее, чем это представляют себе покупатели.
| Расположение | Приоритет финиша |
|---|---|
| Внутренний/скрытый | Прочность > внешний вид |
| Видимый, но покрытый | Достаточно гладкий для получения равномерной пленки |
| Видимый, без покрытия | Предпочтительно бесшовные / с низкой шероховатостью |
2. С каким материалом и толщиной вы работаете?
Материал определяет, насколько далеко вы можете зайти без риска деформации.
- Алюминий быстро проводит тепло → легко перегревается во время шлифовки
- Нержавеющая сталь подвержена обесцвечиванию → требует контролируемой полировки
- Углеродистая сталь хорошо поддается шлифовке, но может потребоваться обработка поверхности для предотвращения ржавчины
Тонкий листовой металл (<2,0 мм) не выдерживает сильной шлифовки без деформации.
Толстая конструкционная сталь (более 4,0 мм) может быть выровнена агрессивным способом с минимальным риском.
Хорошее правило принятия решений:
| Материал | Рекомендуемая стратегия отделки |
|---|---|
| Алюминий | Сварка с низким нагревом + контролируемое проплавление (видимые части) |
| Нержавеющая сталь | Отделка в соответствии с требованиями РА и гигиеническими потребностями |
| Углеродистая сталь | Отделка зависит от плана покрытия, а не только от видимости |
Будет ли деталь покрыта лаком, анодирована или оставлена открытой?
Неровный сварной шов может быть приемлемым в необработанном виде, но после нанесения покрытия он станет катастрофическим. Анодирование особенно усиливает дефекты, превращая небольшую рябь в заметный ореол. От того, какую отделку вы выберете сейчас, зависит, будет ли покрытие поверхности успешным в дальнейшем.
Уровни чистоты сварного шва с пояснениями
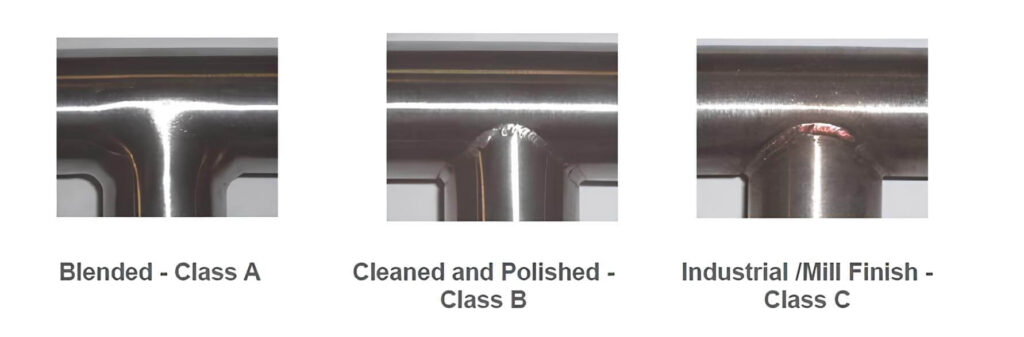
После определения назначения и материала детали следующим шагом будет выбор правильного уровня отделки сварного шва. Большинство проектов по изготовлению металлических изделий относятся к одной из трех основных категорий - класс A, класс B и класс C - каждая из которых предлагает свой баланс между стоимостью, внешним видом и эксплуатационными характеристиками.
Класс C - структурная отделка (без косметических работ)
Сварные швы класса C оставляют в естественном состоянии. Сварной шов остается видимым, допускаются незначительные брызги и тепловой оттенок при условии сохранения прочности конструкции. Шлифовка или полировка не производится, за исключением случаев, когда защитные кромки требуют легкой очистки.
Такая отделка идеально подходит для внутренних рам машин, усиливающих кронштейнов, несущих соединений и компонентов, которые не будут видны конечному пользователю. Удаление или полировка сварного шва не дает никаких преимуществ и только увеличивает трудозатраты.
Типовые характеристики
- Сварной шов полностью открыт
- Шероховатость поверхности прибл. Ra 3,0-6,0 мкм
- Без смешивания и разглаживания
Уровень затрат
- Базовый уровень = 1,0× (наименьшая стоимость, быстрое выполнение)
Лучшее для
- Скрытые сварные швы внутри узлов
- Критичные по прочности детали, для которых внешний вид не имеет значения
- Компоненты, которые будут покрыты порошковой краской и визуально скрыты
При неправильном выборе
- Текстура может проступать сквозь покрытие
- Внешний вид внешних поверхностей может выглядеть незаконченным
Используйте класс C, если целью является производительность, а полировка не дает ощутимой отдачи.
Класс B - полукосметическая отделка (сбалансированная стоимость + визуальное качество)
Класс B - это смешанное финишное покрытие сварного шва, которое смягчает гребни и сглаживает видимую высоту бородки, не устраняя полностью следы от шва. Поверхность остается слегка текстурированной, но достаточно гладкой для равномерного нанесения покрытия. Это наиболее распространенная отделка для видимых промышленных деталей, для которых важна чистота внешнего вида, но полная зеркальная полировка не требуется.
Типовые характеристики
- Сварная бусина слегка размягчается и смешивается
- Шероховатость поверхности прибл. Ra 1,6-2,4 мкм
- Сварка все еще видна при внимательном осмотре
Уровень затрат
- ~1,2×-1,5× стоимость класса C
Лучшее для
- Корпуса с порошковым покрытием или окрашенные
- Видимые поверхности машины или шкафа
- Проекты, требующие профессиональной, но не роскошной отделки
Преимущества
- Улучшает адгезию покрытия и однородность пленки
- Снижает риск появления ореольных линий и апельсиновой корки после полимеризации
Если деталь видна и на нее будет наноситься покрытие, класс B часто является наиболее экономичным выбором.
Класс A - полная косметическая отделка (бесшовная поверхность премиум-класса)
Финишная обработка сварного шва класса А полностью удаляет фаску и сливает шов заподлицо с окружающим материалом. В результате получается гладкая, непрерывная поверхность с минимальным визуальным переходом. Для витрин из нержавеющей стали и алюминия часто используется такая отделка, когда внешний вид является определяющей характеристикой продукта.
Требуется несколько этапов абразивной обработки - грубое удаление, смешивание, тонкая доводка, а иногда и зеркальная полировка. Необходимо тщательно контролировать нагрев, особенно на тонком листовом металле, чтобы избежать деформации.
Типовые характеристики
- Не видно ни формы бусин, ни линии перехода
- Сварка сливается с поверхностью на стандартном расстоянии просмотра
- Шероховатость обычно ≤ Ra 0,8-1,2 мкм
Уровень затрат
- ~2×-4× стоимость класса C в зависимости от длины шва + твердости материала
Лучшее для
- Изделия из нержавеющей стали, видимые заказчику
- Витринные конструкции, торговые металлы, архитектурные панели
- Детали, которые трогают, оценивают, продают и оценивают вблизи
Если не закончен
- Тень от сварного шва снижает качество восприятия
- Риск обесцвечивания при отсутствии репассивации
- Стоимость обработки после нанесения покрытия значительно возрастает
Как чистота сварного шва влияет на обработку каждой поверхности?
Финишная обработка сварного шва определяет, будут ли покрытия сцепляться чисто или выявят недостатки под поверхностью. Правильная отделка предотвращает разрушение, а неправильная увеличивает все последующие дефекты.
Порошковое покрытие
Порошковое покрытие Толщина составляет в среднем 60-120 мкм.
Если сварной шов неровный, порошок набирается толще на пиках и тоньше в долинах, что приводит к изменению текстуры и блеска. Класс B - это наиболее надежный базовый уровень: достаточно гладкий для равномерной обработки, но не чрезмерно обработанный.
- Лучше всего работает с классом B
- Избегайте сырого класса C, если бусина должна исчезнуть
- Класс A требуется только для высококачественных, ультрагладких порошковых покрытий
Мокрая краска / жидкое покрытие
Краска тоньше порошка (25-60 мкм), поэтому профиль поверхности более заметен. Обычно достаточно легкого сварного шва, если только деталь не является декоративной.
- Подходит для класса C или B, в зависимости от видимости
- Не рекомендуется использовать для эстетичных передних панелей, если они не сглажены
Анодирование (алюминий)
Анодирование усиливает недостатки - царапины, рябь, следы напряжения и линии перехода TIG/MIG. Для анодированных поверхностей часто требуется класс А, особенно для прозрачного или натурального покрытия.
- Лучше всего с классом A
- Класс B может использоваться для окрашенных цветов, где контрастность ниже.
- Следует избегать класса C - сварочный ореол становится очевидным
Покрытие (никель/хром/цинк)
Покрытие точно повторяет микрорельеф. Под металлическим слоем будет видна любая сварочная рябь. Для обеспечения равномерного отражения требуется сварной шов.
- Лучше всего подходит для класса B → A в зависимости от цели отражения.
- Избегайте класса C для декоративных или отражающих металлов
Пассивация нержавеющей стали
Пассивация улучшает коррозионную стойкость за счет удаления свободного железа с поверхности, но не может скрыть текстуру. Усовершенствованная отделка сварного шва выявляет меньшую пористость и улучшает химическое покрытие.
- Наилучшая совместимость с классом B-A
- Санитарные применения требуют отделки заподлицо + контроль RA
Стоимость против внешнего вида: Избегайте двух самых распространенных ошибок
Существует только два варианта неправильной отделки сварных швов:
Ошибка 1 - чрезмерная отделка скрытых компонентов
Шлифовка сварных швов на внутренних рамах не приносит никакой пользы. Она повышает стоимость, увеличивает время изготовления и может излишне ослабить шов.
Ошибка 2 - недостаточная отделка видимых или покрытых деталей
Видимый сварной шов класса C становится еще более заметным после окрашивания или анодирования - особенно в случае с алюминием - что приводит к:
- Отказ клиента
- Шлифование + повторное покрытие
- Повреждения, связанные с гарантией или восприятием качества
Сварной шов $20 сегодня может превратиться в проблему $200 после доработки, нанесения покрытия и трудозатрат.
Соображения, касающиеся долгосрочной производительности
Качество отделки влияет не только на внешний вид, но и на долговечность.
| Фактор | Без надлежащей отделки (класс C нанесен неправильно) | С правильной отделкой (класс B/A) |
|---|---|---|
| Устойчивость к коррозии | Загрязнения попадают в поры → ржавчина образуется быстрее | Меньше мест для установки ловушек = большая продолжительность жизни |
| Чистота | Неровные швы задерживают остатки | Гладкие сварные швы легко протираются |
| Устойчивость к вибрации | Напряжение концентрируется на вершинах бусин | Полированные переходы снижают риск образования трещин |
| Гигиена | Бактерии закрепляются в расщелинах | Санитарная отделка предотвращает размножение |
В пищевой, фармацевтической, медицинской и лабораторной промышленности качество сварных швов является функциональным требованием, а не просто эстетическим предпочтением.
Заключение
Выбор правильного покрытия для сварки - это не совершенство, а цель. Правильная отделка - это та, которая соответствует видимости, методу нанесения покрытия, окружающей среде и сроку службы. Когда эти элементы подобраны на ранних этапах проекта, в результате получаются более прочные, чистые и надежные детали - без лишних затрат.
Готовы выбрать идеальное покрытие для вашего следующего проекта? Мы помогаем инженерам и производителям выбрать отделку, которая наилучшим образом соответствует их потребностям, учитывая функциональность, стоимость и характеристики покрытия - от конструкционных сварных швов класса C до бесшовных нержавеющих поверхностей класса A. Загрузите файлы или свяжитесь с нашей командой инженеров чтобы получить быстрое и точное предложение.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
