Руководство по проектированию производства листового металла
Создание функциональной детали из листового металла требует тщательного планирования. Хорошо спроектированная деталь прочна, выглядит профессионально и может быть изготовлена без проблем. Это руководство предлагает простые правила, которые помогут вам спроектировать детали из листового металла, которые будут работать в реальном производстве.
Принципы проектирования производства (DFM)
Хороший дизайн делает производство проще и дешевле. Всегда думайте о том, как деталь будет изготовлена. Такой подход называется Design for Manufacturing, или DFM.
Важность допусков при изготовлении
Допуски устанавливают допустимые отклонения в размерах детали. Используйте жесткие допуски только в тех случаях, когда они необходимы. Ненужные жесткие допуски повышают стоимость. Для большинства деталей придерживайтесь стандартных допусков. Это дает изготовителю возможность работать без снижения качества.
Сохраняйте простоту дизайна
Простые детали дешевле в производстве. Уменьшите количество изгибов и уникальных элементов там, где это возможно. Объедините несколько деталей в одну. Это сокращает время сборки и уменьшает потребность в крепеже. Более простые конструкции также более надежны и просты в изготовлении.
Стандартизация деталей и характеристик
Используйте стандартные размеры отверстий, радиусы изгибов и размеры листов. Стандартизация сокращает время наладки и замены инструмента. Она также облегчает поиск материалов. Придерживайтесь распространенных материалов и отделок, которые легко достать.
Общие характеристики деталей из листового металла
Детали из листового металла часто содержат элементы, улучшающие прочность, функциональность или сборку. Каждый элемент имеет свое назначение и должен быть тщательно спроектирован, чтобы избежать проблем при изготовлении.
Угловые скругления
Острые углы ослабляют детали и затрудняют изгиб. Филенки распределяют нагрузку и снижают риск появления трещин. Они также улучшают посадку при сборке и придают более чистый вид. Для упрощения производства используйте одинаковые радиусы, соответствующие стандартной оснастке.
Ребрышки
Ребра придают жесткость без лишнего веса. Они предотвращают деформацию на больших плоских участках и снижают вибрацию. Глубина и расстояние между ребрами должны быть одинаковыми, что улучшает характеристики и упрощает производство.
Тиснение
Тиснение создает на листе приподнятые или углубленные участки. Они могут укреплять детали, служить прокладками или обеспечивать зазор для крепежа. Контролируйте высоту и ширину, чтобы избежать разрывов при формовке.
Ямочки
Углубления усиливают плоские участки и могут улучшить воздушный поток в некоторых конструкциях. Они также помогают выровнять винты или заклепки. Размещайте их тщательно, чтобы не слишком истончить материал. Правильное расстояние между ними обеспечивает постоянную прочность всей детали.
Круглые нокауты
Круглые выступы создают отверстия для проводов, кабелей или крепежных элементов. Их можно удалить, не повредив деталь. Чтобы предотвратить растрескивание, располагайте выбивные отверстия вдали от изгибов или краев. Стандартные размеры лучше всего подходят для обычного оборудования.
Люверсы
Люверсы обеспечивают вентиляцию, сохраняя прочность и жесткость деталей. Они направляют воздушный поток и позволяют снизить вес. Установите правильный угол и расстояние между ними, чтобы сбалансировать поток воздуха и прочность. Устанавливайте их на плоских участках, чтобы обеспечить чистоту формы и уменьшить количество дефектов.
Основы гибки
Гибка превращает плоский металлический лист в функциональные детали, сохраняя при этом прочность и точность. Понимание ключевых терминов и значений облегчает изготовление конструкций.
Линия изгиба
Линия сгиба - это место сгиба листа. Даже небольшое смещение может повлиять на расположение отверстий или посадку сборки. Типичный допуск составляет ±0,25 мм, что обеспечивает точность сгибов для большинства деталей.
Угол
Угол сгиба задает конечную форму, например, сгиб на 90° для кронштейнов или рам. Такие материалы, как низкоуглеродистая сталь, часто пружинят на 2-4° после сгибания. Чтобы добиться истинного 90°, операторы могут установить инструмент на угол около 88°, позволяя детали расслабиться до нужного угла.
Радиус
Радиус внутреннего изгиба определяет прочность детали. Хорошим правилом является соответствие радиуса толщине материала. Например, лист нержавеющей стали толщиной 2 мм лучше всего работает с внутренним радиусом 2 мм. Это предотвращает появление трещин и делает изгибы плавными. Более мягкие металлы, такие как алюминий, могут выдерживать более жесткие изгибы, хотя соответствие толщины радиусу улучшает согласованность.
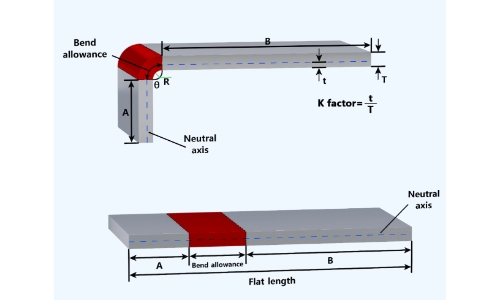
Нейтральная ось
При изгибе внешняя поверхность растягивается, а внутренняя сжимается. Между ними находится нейтральная ось, которая не изменяет длину. Обычно она располагается примерно на треть в материале от внутренней поверхности. Знание ее положения помогает сделать точную разметку плоской детали.
К-фактор
Коэффициент K описывает, где находится нейтральная ось в пределах толщины материала. Для холоднокатаной стали толщиной 1 мм он часто составляет около 0,33. Для алюминия той же толщины он может быть ближе к 0,40. Использование правильного коэффициента K обеспечивает изгиб плоской заготовки до нужного конечного размера.
Допуск на изгиб
Изгиб растягивает материал, поэтому дизайнеры должны учитывать это. Припуск на изгиб - это дополнительная длина, добавляемая для обеспечения правильной формы плоского листа. Например, для стального листа толщиной 1 мм, согнутого под углом 90° с радиусом 1 мм, обычно требуется припуск около 1,6 мм. Включение этого припуска в плоскую деталь позволяет держать готовую деталь в пределах допусков.
Основы резки
Резка - это первый шаг в большинстве проектов из листового металла. Качество каждого реза влияет на то, насколько хорошо деталь будет гнуться, свариваться или собираться в дальнейшем. Знание общих проблем и простых правил поможет сделать детали точными и простыми в изготовлении.
Диаметр отверстия
Отверстия должны иметь правильный размер и расстояние между ними, чтобы избежать повреждений при перфорации или лазерной резке. Хорошее правило - диаметр отверстия должен быть не меньше толщины листа. Например, стальной лист толщиной 2 мм должен иметь отверстия не менее 2 мм. Меньшие отверстия могут порвать или деформировать лист, в то время как правильно подобранные отверстия обеспечивают чистые края и более длительный срок службы инструмента.
Искажение
Тепло и напряжение при резке могут вызвать коробление или изгиб, особенно в тонких листах. При лазерной резке на больших панелях толщиной менее 1,5 мм могут оставаться небольшие искривления. Искривление можно уменьшить, если делать разрезы на большем расстоянии друг от друга, добавлять опорные выступы или использовать гидроабразивную резку, когда плоскостность очень важна.
Локализованное упрочнение
Такие процессы, как лазерная или плазменная резка, создают зоны повышенного нагрева вдоль кромки. Это может привести к закалке таких материалов, как углеродистая сталь. Закаленные кромки могут треснуть при гибке или быстрее изнашивать инструмент. Избежать проблем можно, размещая сгибы вдали от обрезанных кромок или добавляя при необходимости вторичный процесс, например шлифовку кромок.
Прорезь
Пропил - это ширина материала, удаляемого режущим инструментом. При лазерной резке она обычно составляет от 0,1 до 0,3 мм, в зависимости от толщины материала и настроек мощности. Игнорирование пропила может привести к занижению размеров отверстий или слишком узким пазам. Учет пропила в плоском дизайне гарантирует, что конечная деталь будет соответствовать заданным размерам без доработки.
Общие ошибки при проектировании листового металла, которых следует избегать
Даже опытные конструкторы могут упустить из виду ключевые производственные ограничения. Выявление этих распространенных ошибок на ранней стадии улучшает работу детали и снижает производственные затраты.
Переусложненные конструкции
Добавление ненужных элементов - частая ошибка. Каждый дополнительный изгиб, нестандартный вырез или специальная форма увеличивают потребность в инструментах и время производства. Сложные конструкции требуют больше настроек оборудования, повышают риск дефектов и усложняют сборку. Упрощайте конструкцию, удаляя несущественные элементы и по возможности объединяя детали в единые формованные компоненты.
Плохое расположение отверстий и вырезов
Отверстия или вырезы, расположенные слишком близко к изгибам, могут деформироваться во время формовки. Держите отверстия на расстоянии не менее трехкратной толщины материала от линий сгиба. Избегайте скопления отверстий на небольших участках, так как это ослабляет конструкцию и может привести к разрыву. В электрических шкафах вырезы должны быть сделаны аккуратно, чтобы сохранить прочность панели.
Превышение допусков
Жесткие допуски увеличивают стоимость. Оставьте допуски ±0,005″ только для критических сопряжений. Для остальных размеров используйте стандартные допуски ±0,030″. Четко обозначьте, какие размеры имеют решающее значение, а какие допуски могут быть смягчены. Помните, что листовой металл естественным образом изменяется из-за памяти материала и пружинящего отката.
Неправильный выбор материала
Выбор неправильного материала может привести к производственным проблемам или поломке детали. Избегайте закаленных сталей для деталей, требующих значительного изгиба. Алюминий обеспечивает коррозионную стойкость и меньший вес, но стоит дороже стали. Для деталей, расположенных на открытом воздухе, используйте нержавеющую сталь или оцинкованный материал. При выборе необычных сплавов проверяйте доступность материала и сроки изготовления.
Забывая о монтажных соображениях
Проектируйте детали с учетом особенностей сборки. Обеспечьте достаточный зазор для сварочных пистолетов и заклепочных инструментов. Предусмотрите выравнивающие элементы, такие как пазы или выступы, для облегчения позиционирования. Обеспечьте доступ рук для выполнения сборочных операций. Самоустанавливающиеся элементы могут уменьшить потребность в сложных приспособлениях и ускорить сборку.
Пренебрежение требованиями к отделке
Отделка влияет как на дизайн, так и на функциональность. Заранее уточните требования к отделке. Острые кромки обрываются, чтобы помочь покрытиям прилипнуть. При порошковом покрытии избегайте участков, где эффект клетки Фарадея не позволяет краске проникать в углы. При нанесении покрытия избегайте конструкций, в которых задерживаются химические вещества. Различные виды отделки могут требовать предварительной обработки, что может повлиять на размеры.
Начать
Проектирование детали - это только первый шаг. Настоящая ценность появляется тогда, когда ваша концепция листового металла изготавливается точно и эффективно. Следуя простым правилам проектирования и выбирая правильные материалы, вы упростите изготовление и сделаете его более предсказуемым. Планируйте изгибы, отверстия и элементы с учетом реального производства, чтобы сократить количество ошибок и отходов.
Готовы превратить свой проект в высококачественную деталь из листового металла? Свяжитесь с нами сегодня, чтобы получить быстрое предложение и экспертное руководство по вашему проекту.