В современных проектах по производству листового металла обычно участвуют несколько команд - инженеры, изготовители, поставщики и заказчики. Проблемы начинаются, когда их роли четко не определены. Даже хорошо организованный проект может развалиться, если никто не знает, кто за что отвечает. Многие компании сталкиваются с этой проблемой, поскольку полагают, что все понимают "ответственность инженера" одинаково, но это редко бывает так.
При изготовлении листового металла важно заранее определить круг обязанностей. Инженеры отвечают за точность конструкции и установление правильных допусков. Изготовители сосредоточены на технологичности, стабильности процессов и контроле качества. Поставщики отвечают за качество материалов, сертификацию и прослеживаемость. У каждой роли есть четкая цель, и их смешение часто приводит к путанице, потере времени и дополнительным затратам.
Четкая ответственность за каждую задачу помогает избежать ошибок и ошибок. Это также укрепляет доверие и улучшает коммуникацию между дизайнерской и производственной командами, позволяя всему проекту работать более эффективно.
Определение ответственности инженеров в проектах по листовому металлу
Четкая ответственность - основа успешного проекта по производству листового металла. Когда роли пересекаются или остаются неопределенными, возникает путаница. Мелкие ошибки перерастают в значительные задержки.
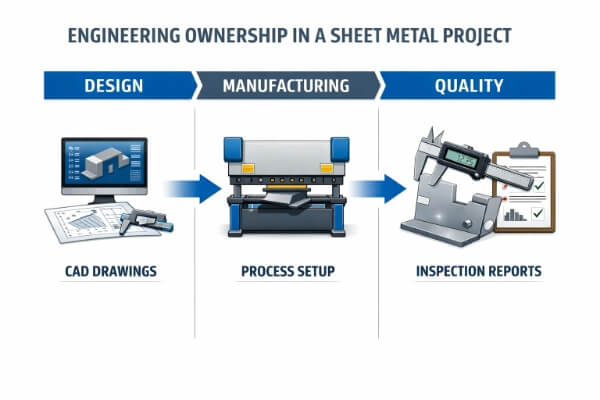
Концепция инженерного владения
Ответственность инженера означает принятие каждого решения в рамках своей роли и ответственность за результат. На этапе проектирования это означает создание точных чертежей, реалистичных допусков и выбор подходящих материалов. Конструкторы определяют, как будет работать деталь и как она впишется в сборку.
Инженеры-производственники занимаются тем, как изготавливается конструкция. Они управляют оснасткой, технологическим процессом и проверкой качества. Их задача - эффективно и последовательно выполнять технические требования.
Например, если конструктор требует изгиба на 90° с жесткими допусками, изготовитель должен выбрать правильную установку и инструмент для достижения этого угла без искажений.
Почему границы имеют значение для качества и подотчетности".
Границы - это не барьеры, а защита. Они защищают качество и подотчетность, позволяя каждой команде сосредоточиться на том, что у нее получается лучше всего. Когда инженеры точно знают свои обязанности, на производстве возникает меньше проблем.
Если команда разработчиков четко определяет допуски, изготовитель может сосредоточиться на их соблюдении, а не на их интерпретации. Если размер отсутствует или не соответствует действительности, он будет отмечен еще до начала производства. Такое разделение снижает количество переделок и сокращает время выполнения заказа.
Общие "серые зоны" между командами конструкторов и производственников
В реальных проектах не все четко вписывается в роль одной команды. Часто появляются "серые зоны", где замысел проекта сталкивается с производственными ограничениями.
Например, дизайнер может указать острый внутренний угол, но изготовитель знает, что радиус изгиба необходимо для предотвращения растрескивания. Ни те, ни другие не правы - они по-разному видят проблему.
Контроль допусков часто вызывает ту же проблему. Конструкторы хотят иметь жесткие допуски для подгонки сборки, в то время как производство предпочитает немного более широкие допуски для более плавного изготовления. Без предварительного обсуждения эти различия могут привести к браку или потере времени.
Обязанности на этапе проектирования
Стадия проектирования решает, насколько успешным будет проект из листового металла, задолго до начала производства. Инженеры и изготовители должны работать вместе на ранних этапах, чтобы согласовать творческие идеи с реальными производственными потребностями.
Обязанности дизайнеров продукции
Дизайнеры изделий создают чертежи для их исполнения. Их основная задача - создание точных 2D-чертежей и 3D-моделей, которые полностью описывают деталь, включая размеры, допуски, материалы и отделку поверхности.
Но проектирование - это не просто работа в САПР. Дизайнеры должны учитывать, как будет изготавливаться деталь - можно ли ее согнуть, сварнойили собираются с помощью стандартных инструментов. Например, острый внутренний угол может треснуть при сгибании, но добавление небольшого радиуса может предотвратить это без изменения функции.
Дизайнеры также должны следовать стандартным практикам. Размеры отверстий должны соответствовать имеющимся инструментам для пробивки, припуски на изгиб должны соответствовать толщине листа, а материалы - условиям эксплуатации изделия. Эти мелкие детали экономят время, снижают затраты и позволяют избежать проб и ошибок в дальнейшем.
Входные данные изготовителя во время DFM
Проектирование для технологичности (DFM) это место, где дизайнерские идеи встречаются с производственной реальностью. Именно на этом этапе опыт изготовителя приносит реальную пользу.
Изготовители проверяют конструкцию, чтобы убедиться в возможности ее эффективного и стабильного производства. Они ищут проблемные места - отверстия, расположенные слишком близко к изгибам, очень жесткие допуски, ненужные вырезы или поверхности, которые трудно обработать. Например, перемещение отверстия всего на 2 мм от линии изгиба может предотвратить образование трещин и упростить настройку инструмента.
Их отзывы направлены не на изменение замысла конструкции, а на улучшение способов ее создания. Цель не в том, чтобы бросить вызов инженеру, а в том, чтобы сделать деталь проще, быстрее и надежнее в производстве.
Сильный процесс DFM зависит от открытой командной работы:
- Дизайнеры объясняют назначение и функции каждой функции.
- Производители предоставляют реальные производственные данные, лимиты инструментов и рекомендации по настройке.
Когда обе стороны сотрудничают на ранних этапах, детали проходят через производство гладко. Затраты снижаются, сроки изготовления сокращаются, и обе команды добиваются успеха: конструктор - точности, а изготовитель - эффективности.

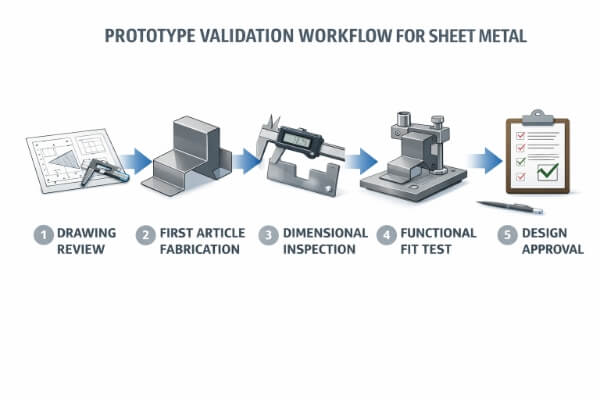
Прототипирование и предпроизводственные роли
Перед началом полноценного производства на стадии прототипа происходит соединение проектных идей с реальным производством. На нем проверяется, работают ли чертежи, материалы и процессы в соответствии с планом.
Совместное рассмотрение чертежей и 3D-моделей
Когда проект готов, инженеры и изготовители должны просмотреть его вместе - лично или в режиме онлайн. Такой совместный обзор помогает обеим сторонам убедиться в том, что замысел проекта соответствует тому, что реально может быть изготовлено.
Конструкторы уделяют особое внимание геометрии, посадке и способу сборки деталей. Изготовители проверяют линии сгиба, расстояние между отверстиями и допуски, чтобы убедиться, что деталь можно изготовить на существующих станках и с помощью стандартных инструментов.
Например, дизайнер может хотеть бесшовный угол, а изготовитель может предложить другой метод сварки, чтобы избежать деформации. Заблаговременное обсуждение этих деталей позволяет избежать дорогостоящих изменений впоследствии.
Валидация размеров и функциональное тестирование
После того как прототип создан, испытания подтверждают, что конструкция работает так, как ожидалось. Инженеры измеряют ключевые характеристики с помощью таких инструментов, как штангенциркули, манометры или КИМ, чтобы убедиться, что все размеры соответствуют допускам, указанным в чертеже.
Далее следует функциональное тестирование - проверка того, как деталь работает в реальных условиях. Гладко ли она собирается, сочетается ли с другими компонентами и выдерживает ли предполагаемую нагрузку? Например, кронштейн может соответствовать всем размерам, но при этом прогибаться под весом.
Если возникают проблемы, необходимо сосредоточиться на поиске их причины - будь то проблемы с конструкцией, настройкой инструмента или отклонениями в технологическом процессе. Устранение проблемы сейчас предотвратит более серьезные проблемы после начала массового производства.
Передача документации - какие данные должен получить производитель
Перед началом производства все утвержденные данные должны быть переданы в чистом виде. Производитель должен получить полный цифровой пакет, включающий:
- 2D-чертежи и 3D-файлы CAD (с четкой маркировкой изменений)
- Технические характеристики материалов и отделки поверхности
- Критические допуски и точки контроля
- Инструкции по сборке или сварке, при необходимости
Каждый файл должен иметь контроль версий, чтобы избежать путаницы в том, какая версия чертежа является актуальной.
Отсутствующая или неясная документация - одна из основных причин переделок на производстве. Прозрачная передача документации гарантирует, что завод изготовит именно то, что было утверждено - без устаревших файлов, недоразумений и задержек.
Границы производственного инжиниринга
Как только проект переходит к производству, контроль переходит от планирования дизайна к реальному производству. На этом этапе ясность важна - кто управляет технологическим планом, а кто утверждает изменения в конструкции?
Ответственность изготовителя за планирование процесса
Изготовитель отвечает за то, как будет изготовлена деталь. Его команда определяет каждый этап - резку, гибку, сварку, отделку и контроль. Они выбирают подходящую оснастку, устанавливают параметры станков и составляют рабочие инструкции, чтобы обеспечить стабильное качество.
Все планирование должно соответствовать утвержденному проекту, а не предположениям.
Например, если чертеж требует изгиба на 90° с допуском ±0,5°, изготовитель решает, какой листогибочный пресс, оснастка и установка могут обеспечить такую точность в несколько раз.
Если какая-либо деталь не может быть изготовлена в соответствии с проектом - например, слишком тугой изгиб или труднодоступный сварной шов, - изготовитель должен немедленно сообщить об этом. Он несет ответственность за выявление проблемы, но не имеет права изменять конструкцию без согласования.
Ответственность заказчика или проектировщика за утверждение изменений в проекте
Даже во время производства заказчик или инженер-конструктор сохраняют полную ответственность за дизайн. Любое изменение, влияющее на геометрию, функциональность или внешний вид, должно быть рассмотрено и одобрено ими.
Если изготовитель предлагает более эффективный метод - например, заменить два приваренных фланца одной гнутой деталью, - предложение должно быть возвращено владельцу конструкции. Только он может подтвердить, что модификация не повлияет на посадку, прочность или внешний вид.
Каждое утвержденное изменение должно быть зарегистрировано с новой ревизией чертежа, обновленным файлом CAD и датированным примечанием об утверждении. Это обеспечивает полную прослеживаемость и позволяет избежать путаницы.
Неутвержденные изменения "на лету" часто приводят к большим проблемам в дальнейшем, таким как несогласованные узлы или бракованные детали. Простой процесс утверждения обеспечивает точность, последовательность и подотчетность производства.
Обязанности в области качества и контроля
Контроль качества - это то, где инженерные планы превращаются в измеримые результаты. Каким бы сильным ни был проект или технологический план, успех проекта зависит от последовательного контроля, четкой документации и определенной ответственности.
Установление стандартов инспекции и кто их определяет
Проверка начинается задолго до начала производства. Инженер-конструктор решает, что необходимо проверить - размеры, допуски, отделку поверхности и ключевые функциональные особенности. Эти детали должны быть четко указаны в чертежах и спецификациях.
Изготовитель определяет, как их проверять. Он выбирает подходящие измерительные инструменты - штангенциркули, манометры, КИМ или оптические сканеры - и устанавливает частоту проверок.
Например, отверстие с допуском ±0,1 мм может потребоваться проверять в каждой партии, в то время как косметические поверхности могут быть проверены путем отбора проб.
Прослеживаемость и документация
Прослеживаемость связывает каждую готовую деталь с ее источником - материалом, процессом и оператором. Изготовитель управляет этой записью, чтобы обеспечить прозрачность и надежность производства.
Типичные записи о прослеживаемости включают:
- Сертификаты на материалы и номера партий
- Отчеты о проверках и технологические журналы
- Идентификаторы оператора или машины для каждой партии
- Записи о калибровке для всего измерительного оборудования
Каждая деталь должна иметь уникальный идентификатор - например, код партии, QR-этикетку или штампованный серийный номер, - связывающий ее с полной историей проверки.
При возникновении проблемы прослеживаемость позволяет инженерам быстро определить первопричину. Она дает ответ на вопрос, возникла ли проблема из-за изменения материала, оснастки или настройки.
Логистика и цепочки поставок Обязанности
После того как продукт покидает завод, ответственность инженеров не заканчивается - она просто переходит. Качество все еще может быть потеряно во время поиска поставщиков, упаковки или транспортировки, если обязанности не определены.
Кто управляет квалификацией поставщиков и поиском материалов?
Качество материалов начинается с контроля поставщиков. Производитель обычно управляет квалификацией поставщиков, поскольку он напрямую работает с поставщиками материалов и понимает производственные потребности. Они проверяют сертификаты поставщиков, изучают отчеты об испытаниях и проверяют соответствие стандартам, таким как ASTM, ISO или RoHS.
Инженер-конструктор определяет требования к материалу - его марку, отделку и механическую прочность. Производитель обеспечивает постоянное соответствие поставщиков этим требованиям.
Например, если в проекте требуется нержавеющая сталь 304 с матовым покрытием #4, инженер указывает этот стандарт, а изготовитель подтверждает, что поставщик поставляет нужный лист с полной прослеживаемостью.
Ответственность за дизайн упаковки и защиту груза
Упаковка - ключевой элемент качества продукции. Производитель отвечает за разработку упаковки, которая защищает детали при обработке и транспортировке. Они знают форму изделия, чувствительность поверхности и способ укладки, что определяет, как следует обертывать, амортизировать и упаковывать каждую деталь.
Клиент или дизайнер рассматривает и утверждает стандарты упаковки перед отправкой. Они подтверждают такие требования, как ограничение веса, защита от коррозии и детали маркировки.
Например, полированные алюминиевые панели могут нуждаться в защите пленкой и поролоновыми вставками, а детали с порошковым покрытием - в коробках с перегородками, чтобы избежать царапин.
Лучшие практики по установлению границ ответственности
Прозрачные процессы, организованная коммуникация и правильные инструменты обеспечивают бесперебойную работу каждого проекта. Эти лучшие практики помогают командам избегать дублирования, сокращать количество ошибок и поддерживать ответственность на всех этапах работы над проектом.
Использование матриц RACI (ответственный, подотчетный, проконсультированный, информированный)
А Матрица RACI это простой, но эффективный инструмент для определения обязанностей. Он показывает, кто Ответственность (выполняет задание), Подотчетный (одобряет результат), Консультации (дает ввод), и Информированный (получает обновления).
В проектах по производству листового металла это помогает прояснить роли инженеров и производственников.
Например, на этапе DFM:
- The дизайнер это Ответственность для обновления чертежей.
- The руководитель проекта это Подотчетный для окончательного утверждения.
- The изготовитель это проконсультировался для обратной связи по производству.
- The команда качества это информированный об изменениях в инспекции.
Четкие протоколы коммуникации и документирования
Письменная коммуникация обеспечивает точность информации. Каждое изменение - от обновления конструкции до корректировки допусков - должно быть зафиксировано и легко отслеживаться. В идеале все обновления хранятся в общей системе, доступ к которой есть у всех.
Команды должны договориться между собой:
- Где хранятся файлы и кто может их обновлять.
- Как подаются запросы на изменения и утверждения.
- Какая версия каждого рисунка является самой последней?
Регулярные совещания по инженерным вопросам
Запланированные обзорные встречи помогают поддерживать четкие границы. Они дают командам возможность подтвердить прогресс, разрешить вопросы и при необходимости скорректировать роли.
Типичные контрольные точки включают:
- Предпроизводственный обзор - подтверждение технологичности и планов оснастки.
- Обзор середины пробега - проверить стабильность производства и обсудить улучшения.
- Постпроектный анализ - фиксировать извлеченные уроки для будущих проектов.
Заключение
Четкие границы проектирования не только повышают эффективность - они предотвращают переделки, сокращают задержки и заставляют команды сосредоточиться на том, что действительно важно: на создании надежных, экономичных и высококачественных деталей из листового металла. Когда каждый инженер, изготовитель и заказчик понимают свои задачи, сотрудничество становится более плавным, а проблемы решаются на ранних этапах.
Готовы сделать свой следующий проект более гладким?
Если ваш следующий проект по изготовлению предусматривает несколько этапов или сложную координацию, начните с ясности. Свяжитесь с нами сегодня чтобы обсудить анализ конструкции, отзывы о технологичности или оптимизацию процесса - и превратить вашу следующую сборку в успешный проект, основанный на данных.
Часто задаваемые вопросы
Что произойдет, если ошибки в конструкции будут обнаружены в процессе производства?
Если в процессе производства обнаруживаются недостатки конструкции, изготовитель должен остановить работу и уведомить об этом инженера-конструктора. Инженер рассматривает проблему, обновляет чертеж и выпускает новую редакцию. Производство возобновляется только после письменного одобрения, при этом каждое изменение должно быть прослежено.
Кто пересматривает допуски после получения обратной связи от DFM?
Инженер-конструктор обладает всеми полномочиями в отношении допусков. Изготовители могут предлагать корректировки в ходе DFM, но только инженеры могут вносить изменения в официальные чертежи. Это позволяет сохранить функциональный замысел и обеспечить эффективное производство.
Как следует разрешать споры о качестве деталей?
Споры о качестве должны быть основаны на данных, а не на мнениях. Обе команды должны вместе изучить отчеты о проверках, чертежи и эталонные стандарты. Если согласие не достигнуто, объективное заключение может дать инспекция третьей стороны или признанный стандарт, например ISO или ASTM.
Когда заказчики должны привлекать изготовителей к проектированию?
Изготовителей следует привлекать к работе до окончательного утверждения проекта. Заблаговременное сотрудничество во время создания прототипа или DFM помогает выявить потенциальные проблемы, сократить время выполнения заказа и избежать дорогостоящих пересмотров в дальнейшем.
Как малым производителям четко определить обязанности?
Начните с простого контрольного списка обязанностей или диаграммы RACI. Определите, кто утверждает проекты, кто планирует процессы и кто занимается проверкой. Даже небольшие команды выигрывают от такой структуры - она создает последовательность, подотчетность и доверие в каждом проекте.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
