Многие инженеры и покупатели сталкиваются с проблемами качества вращающихся деталей - вибрацией, шатанием или несоответствием посадки. Причина часто кроется в геометрических допусках. В частности, круговое и полное биение. Эти два элемента управления GD&T кажутся похожими, но решают разные проблемы. Если их перепутать, детали могут работать не так, как планировалось.
Круговое биение контролирует отклонения в каждом круговом сечении. Общее биение контролирует всю поверхность по всей длине. Круговое биение фокусируется на округлости в одном месте. Общее биение добавляет контроль прямолинейности и конусности по всей поверхности.
Придерживайтесь моих простых правил нанесения надписей, установки калибров и реальных цифр для стандартных размеров. Вы избежите брака и догадок, пройдете аудиторские проверки и обеспечите ежедневное движение своей линии.
Что такое геометрические размеры и допуски (GD&T)?
GD&T - это способ контроля формы и положения деталей. Он устанавливает четкие границы, чтобы детали подходили друг к другу и двигались так, как нужно.
Вместо того чтобы просто указывать размеры, GD&T также определяет, насколько прямой, плоской или круглой должна быть поверхность. Для обозначения этих пределов на технических чертежах используются символы.
Биение - это один из видов допусков в GD&T. Оно контролирует, насколько вращающаяся поверхность может отклониться от правильной траектории. Когда вал вращается, он должен вращаться плавно. Биение проверяет, нет ли колебаний или смещений. Для измерения этого смещения используется циферблатный индикатор.
Биение необходимо для деталей, которые вращаются или плотно прилегают к другим деталям. Слишком большое биение может вызвать шум, дополнительный износ или даже поломку детали.
Что такое круговое биение?
Круговое биение - это контроль GD&T для вращающихся деталей. Оно ограничивает величину перемещения поверхности внутрь и наружу в одном круговом сечении при повороте детали вокруг базовой оси. Он объединяет округлость и выравнивание относительно оси для одного сечения. Этот элемент управления применяется к цилиндрам, конусам и торцам.
Он не контролирует конусность, изгиб или волнистость вдоль оси. Указанный допуск равен допустимому суммарному показанию индикатора (TIR).
Как измеряется круговое биение?
Инспекторы устанавливают деталь так, чтобы она вращалась вокруг базовой оси, часто используя центры, цанги или V-образные блоки.
Они помещают циферблатный индикатор на поверхность, перпендикулярную направлению измерения. После обнуления индикатора они поворачивают первую часть на полный оборот и записывают разницу между самым высоким и самым низким показаниями. Эта разница и есть МДП.
Они повторяют процесс в каждом требуемом месте для проверки нескольких участков. При проверке торца индикатор устанавливают перпендикулярно ему вблизи необходимого радиуса и выполняют те же действия.
Основные области применения в механических компонентах
Круговое биение часто встречается на шейках подшипников, где необходима плавность вращения. Оно также используется на валах двигателей и насосов для снижения вибрации, а также на отверстиях уплотнений или диаметрах сальников для обеспечения равномерного контакта уплотнений. Торцевые поверхности тормозных дисков, канавки шкивов и ступицы шестерен также могут требовать такого контроля для снижения уровня шума и износа.
Общие символы и чертежные изображения
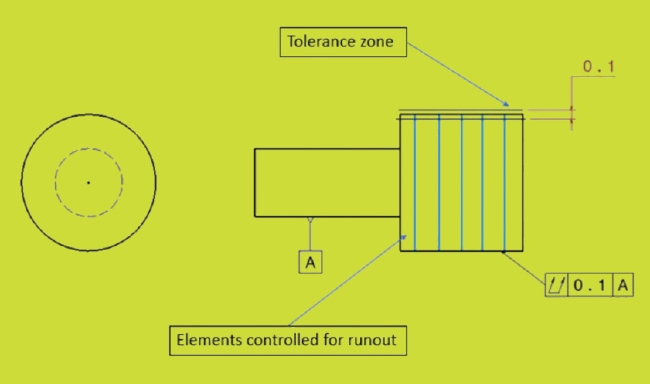
На чертежах круговое биение показано в рамке управления элементами с символом кругового биения (одиночная круговая стрелка), значением допуска и буквой базовой точки для оси. Пример: [символ биения] | 0,02 | A.
Ведущая линия указывает на контролируемую поверхность. Зона допуска представляет собой полосу вокруг каждой измеряемой окружности; символ диаметра не используется.
По умолчанию для выбега используется RFS (независимо от размера элемента). Модификаторы MMC или LMC не применяются.
Если необходимо проверить несколько секций, на чертеже можно сделать пометку "измерять в нескольких местах" или указать точки замера по всей длине.
Что такое "полное биение"?
Полное биение - это допуск GD&T, который ограничивает изменение поверхности при вращении детали вокруг базовой оси. В отличие от кругового биения, которое проверяет одно сечение за раз, полное биение проверяет всю поверхность за одно измерение. Оно одновременно контролирует округлость, прямолинейность и конусность.
Допуск распространяется на каждый круговой элемент и длину между ними. Он строже, чем круговое биение, и обеспечивает более жесткий контроль для критических деталей.
Как измеряется суммарное биение?
Чтобы измерить полное биение, установите деталь так, чтобы она вращалась вокруг своей базовой оси. Приложите циферблатный индикатор к поверхности. При вращении детали перемещайте индикатор от одного конца поверхности к другому.
Записывайте самые высокие и самые низкие показания во время процесса. Общее показание индикатора (TIR) должно оставаться в пределах указанного допуска. Этот метод измеряет все отклонения вместе, показывая, как ведет себя вся поверхность, а не только один участок.
Основные области применения во вращающихся деталях
Полное биение используется на прецизионные валыШпиндели и посадки подшипников. Она необходима, когда форма и выравнивание всей поверхности должны соответствовать жестким ограничениям. В качестве примера можно привести роторы турбин, валы коробок передач и автомобильные коленчатые валы. Использование полного биения помогает предотвратить дисбаланс, вибрацию и шум.
Общие символы и чертежные изображения
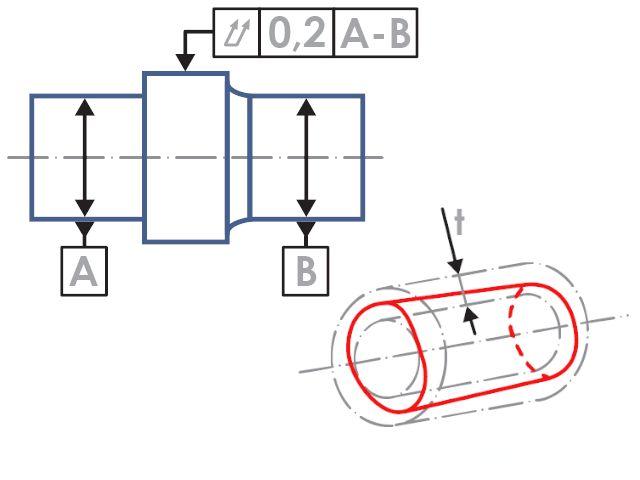
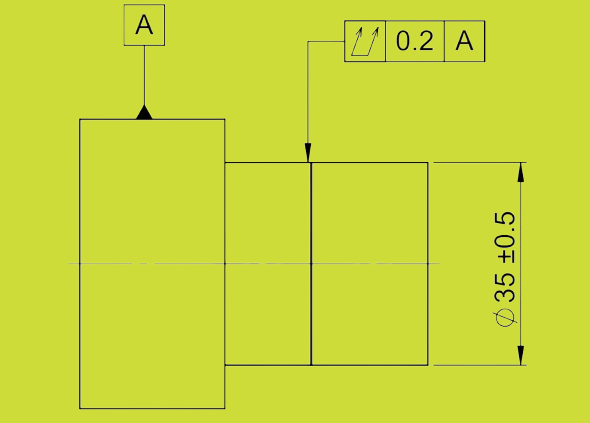
На чертежах полное биение отображается в контрольной рамке с символом полного биения (две концентрические стрелки), значением допуска и буквой базовой точки. Пример: [символ двойной стрелки] | 0,01 | A.
Обычно он применяется к цилиндрическим поверхностям. Зона допуска представляет собой трехмерную полосу, окружающую всю длину поверхности и выровненную по оси отсчета. Как и круговое биение, по умолчанию имеет значение RFS (независимо от размера детали) и не использует модификаторы MMC или LMC.
Используйте полное биение, когда вам нужен полный контроль поверхности, а не просто измерения в нескольких точках.
Основные различия между круговым и полным биением
Круговое и полное биение могут показаться похожими, но они контролируют разные характеристики детали. Понимание этих различий поможет вам выбрать правильный контроль для вашей конструкции или контроля.
Область измерения и покрытие поверхности
Круговое биение измеряется по одному сечению. Оно не учитывает форму поверхности между сечениями. Измерения проводятся только в определенных точках.
Общее биение измеряет всю поверхность по длине детали. Оно включает в себя округлость, прямолинейность, конусность и волнистость. Это обеспечивает полный контроль поверхности, а не проверку отдельных участков.
Влияние на функциональность деталей
Круговое биение поддерживает деталь круглой в заданных точках. Оно уменьшает шатание, но не контролирует конусность или изгиб.
Полное биение обеспечивает точность детали по всей ее длине во время вращения. Оно предотвращает биение по всей поверхности, снижая риск возникновения шума, износа или утечек. Используйте полное биение, когда каждая точка на поверхности должна быть точно выровнена с базовой точкой.
Методы и средства контроля
В обоих системах контроля используются циферблатный индикатор и вращающееся приспособление. Индикатор остается неподвижным в одном месте, пока деталь вращается для измерения кругового биения. Для измерения общего биения индикатор перемещается вдоль поверхности при вращении детали, регистрируя изменения по длине.
Оба метода требуют стабильного крепление. Деталь должна точно вращаться вокруг базовой оси. V-образные блоки, центры или токарный станок помогут удержать ее в устойчивом положении.
Различия в зонах толерантности
Зона допуска - это двумерная окружность в каждом измеренном сечении при круговом биении. Поверхность должна оставаться в пределах этой окружности во время вращения.
Зона допуска - это трехмерная цилиндрическая полоса, охватывающая всю длину общего биения. Поверхность должна оставаться в пределах этой полосы во всех точках.
Зона общего биения является более строгой, поскольку включает в себя все изменения по длине. Это делает общее биение более строгим и всеобъемлющим контролем.
Факторы, влияющие на точность измерения биения
Показания биения могут меняться в зависимости от того, как держится деталь, от используемого станка и окружающей среды. Чтобы получить точные результаты, контролируйте эти факторы во время проверки.
Ошибки установки и зажима заготовок
Если деталь не отцентрирована или зажата неравномерно, значения биения будут неточными. Мягкие губки, неравномерное давление или загрязненные контактные поверхности могут немного сместить деталь.
Даже небольшие сдвиги вызывают значительные изменения показаний. Всегда устанавливайте детали с помощью точных приспособлений. Очищайте сопрягаемые поверхности и используйте повторяющиеся установки для уменьшения ложных показаний.
Точность шпинделя станка
Шпиндель станка должен вращаться плавно. Если шпиндель шатается или имеет износ, он вносит дополнительное биение. В этом случае трудно определить, в чем заключается ошибка - в детали или в станке.
Перед испытанием деталей проверьте точность шпинделя. Для подтверждения стабильности станка используйте эталонный калибр или эталонную деталь.
Обработка поверхности и дефекты
Шероховатые поверхности или картавит влияют на контакт циферблатного индикатора. Неровность или провал могут вызвать ложные пики в показаниях.
Перед измерением очистите поверхность. Удалите заусенцы, ржавчину и сколы. Используйте щуп с большим контактным наконечником для грубых деталей, чтобы сгладить мелкие дефекты.
Факторы окружающей среды, такие как температура и вибрация
Изменение комнатной температуры может привести к расширению или сжатию детали. Даже несколько градусов могут сместить поверхность.
Вибрации от соседних машин могут сотрясать испытательную установку. Это добавляет шум к показаниям. Используйте устойчивые столы и проводите испытания в тихом месте. Перед испытанием дайте деталям нагреться до комнатной температуры.
Лучшие практики указания биений на чертежах
Четкие и практичные обозначения биений уменьшают количество отказов деталей, снижают затраты и повышают эффективность производства. Приведенные ниже советы помогут добиться лучших результатов.
Выбор правильного допуска для применения
Выбирайте круговое биение, когда достаточно округлости на отдельных участках. Это хорошо подходит для простых валов, посадочных мест подшипников и тормозных дисков.
Используйте полное биение, когда вся поверхность должна оставаться выровненной и гладкой. Он подходит для длинных валов, шпинделей и деталей с плотным прилеганием.
Подберите тип допуска в соответствии с назначением детали. Избегайте использования полного биения, если для работы подходит круговое биение. Это позволит избежать лишней работы и затрат без дополнительных преимуществ.
Избегайте чрезмерно жестких допусков
Слишком жесткие допуски увеличивают производственные затраты и могут замедлить производство. Для удовлетворения экстремальных требований цехам может потребоваться более высокоточное оборудование или более длительное время наладки.
Начните с реалистичного значения. Изучите аналогичные детали или тестовые образцы, чтобы подтвердить необходимый допуск. Если 0,05 мм работает без проблем, нет необходимости указывать 0,01 мм.
Общение с поставщиками и инспекторами
Добавьте на чертеж примечания, поясняющие метод контроля или место измерения. Укажите точки замера, требования к чистоте поверхности или ориентацию детали, если они влияют на результаты.
Обсудите допуски с поставщиком до завершения работы над чертежом. Убедитесь, что у них есть инструменты и процессы для измерения и выполнения требований.
Обменивайтесь 2D- и 3D-файлами САПР и заранее запрашивайте отзывы. Это позволит избежать задержек, уменьшит недопонимание и обеспечит соответствие детали чертежу и реальным эксплуатационным требованиям.
Заключение
Круговое биение проверяет круглость в отдельных сечениях. Общее биение контролирует всю поверхность по всей длине. Круговое биение более простое и подходит для проверки колебаний в отдельных точках. Общее биение более строгое и лучше подходит для высокоточных вращающихся деталей. Каждому из них отводится свое место в GD&T, в зависимости от назначения детали и потребностей в контроле.
Вам нужна экспертная поддержка при работе с жесткими допусками на биение или нужны детали, точно соответствующие вашим спецификациям? Свяжитесь с нами сегодня. Наша команда поможет вам найти правильное решение для вашего проекта.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
