Производственные команды постоянно сталкиваются с необходимостью выпускать точные и прочные детали, сокращая при этом расходы и время производства. Ошибки при вырубке листового металла приводят к отходам материала, задержкам в реализации проектов и проблемам с качеством, которые вредят итоговым показателям. Благодаря правильной технике высечки производители сокращают количество брака на 35% и ускоряют время сборки на 40%.
Высечка листового металла позволяет создавать точные вырезы и отверстия в металлических листах, обеспечивая бесшовное соединение деталей при сборке. Современные вырубные станки с ЧПУ достигают точности в пределах 0,001 дюйма, что позволяет создавать сложные узлы в различных отраслях промышленности - от аэрокосмической до бытовой электроники. Выбор метода высечки напрямую влияет на качество продукции и эффективность производства.
В следующих разделах рассматриваются основные методы нанесения насечек, особенности материалов и реальные способы применения, которые способствуют повышению качества производства. Мы рассмотрим, как правильная насечка повышает производительность при соблюдении строгих стандартов качества.
Что такое высечка на листовом металле?
Высечка - это отрезание определенных участков листового металла, как правило, на углах или кромках. Этот процесс создает намеренные зазоры, которые облегчают изгибВ результате выемка уменьшает концентрацию напряжений и укрепляет целостность конструкции. Хорошо выполненный паз снижает концентрацию напряжений и укрепляет целостность конструкции.
Преимущества насечки в производстве
Успех в производстве металлических изделий зависит от эффективности производства, контроля качества и управления затратами. Правильные методы высечки напрямую повышают эти ключевые показатели эффективности производственных операций.
Повышение эффективности
Насечка ускоряет процесс сборки и снижает трудозатраты за счет:
- 50% ускоренная подготовка швов
- Обтекаемый сборка последовательности
- Сокращение вторичных операций
Точность и последовательность
Современная технология нанесения надрезов обеспечивает повторяемость результатов на всех этапах производства:
- Допуски в пределах ±0,001 дюйма
- Равномерные зазоры в швах
- Точные припуски на изгиб
- Последовательная подгонка деталей
Сокращение отходов и экономическая эффективность
Стратегические методы нанесения насечек позволяют сократить эксплуатационные расходы:
- 25% меньше отходов материала
- Меньше бракованных деталей
- Снижение количества переделок
Недостатки насечки в металлообработке
Понимание ограничений помогает оптимизировать выбор процесса и предотвратить производственные проблемы.
Напряжение и деформация материалов
Физические ограничения влияют на целостность материала:
- Упрочнение кромок
- Риски образования микротрещин
- Тепловое искажение
- Эффекты упрочнения труда
Расходы
Первоначальные инвестиции и операционные расходы включают:
- Приобретение оборудования ($5,000-$50,000)
- Требования к техническому обслуживанию
- Обучение операторов
- Замена оснастки
Ограничения при использовании толстых материалов
Толщина материала влияет на технологические возможности:
- Ограничения по максимальной толщине
- Требования к питанию
- Интенсивность износа инструмента
- Снижение скорости обработки
Как работает процесс высечки листового металла?
С помощью контролируемых механических операций процесс высечки листового металла превращает сырье в детали с точными насечками. Каждый этап основывается на предыдущем, чтобы обеспечить стабильные и высококачественные результаты.
Подготовка материала
Жир, масла и поверхностные загрязнения удаляются с помощью целенаправленных процессов очистки. Техники отмечают ключевые контрольные точки с помощью специальных инструментов и размещают материал в соответствии с заданными спецификациями.
Выбор и настройка инструмента
Операторы выбирают подходящие штампы и пуансоны в зависимости от свойств материала и требований к конструкции. Процедуры настройки включают проверку центровки, регулировку зазоров и пробную резку на образцах материала.
Последовательность резки
Операторы позиционируют листовой металл относительно упоров или приспособлений, чтобы сохранить правильную ориентацию. Силовые системы включаются плавно, прилагая контролируемое усилие для создания чистых вырезов.
Проверка качества
Группы контроля качества проверяют правильность посадки и функционирования, документируя результаты для контроля процесса. Оперативная обратная связь позволяет немедленно вносить коррективы, когда это необходимо для поддержания производственных стандартов.
Техника и методы высечки листового металла
Выбор метода насечки влияет на качество конечного продукта, скорость производства и стоимость. Каждый метод отвечает определенным требованиям к конструкции и сценариям производства.
Прямоугольная насечка
Прямоугольная выемка позволяет делать 90-градусные вырезы в углах листового металла. Эта техника подходит для работ, требующих квадратных соединений и перпендикулярных изгибов. При этом удаляются точные квадраты материала, обычно от 0,5 до 4 дюймов на сторону.
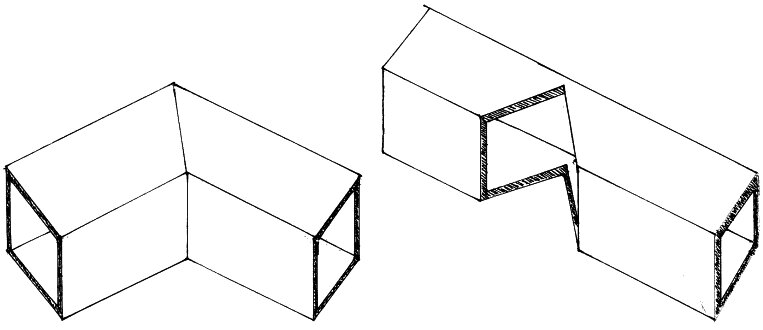
V-образная насечка
V-образная насечка позволяет получить угловые надрезы для сложных изгибов и соединений. Этот процесс создает V-образные надрезы под углами от 30 до 135 градусов. Такая гибкость позволяет создавать различные углы изгиба без перекрытия материала.
Насечка Насечка
Для создания сложного рисунка насечки используются мелкие последовательные надрезы. Этот метод обеспечивает гибкость при работе с нестандартными формами и кривыми. Каждый надрез снимает от 0,1 до 0,25 дюйма материала за ход.
Нарезка кромок и углов
Кромкооблицовочная насечка изменяет кромки листа для стыков и выступов. Угловая насечка удаляет материал на пересечениях для облегчения сгибания и сборки. Оба метода требуют точного контроля глубины и ширины.
Сравнение методов нанесения насечек
| Техника | Скорость | Точность | Расходы | Диапазон материалов (дюймы) |
|---|---|---|---|---|
| Прямоугольный | Высокий | ±0.005" | Средний | 0.02-0.25 |
| V-образная насечка | Средний | ±0.003" | Высокий | 0.01-0.19 |
| грызть | Низкий | ±0.007" | Низкий | 0.01-0.12 |
| Края/углы | Высокий | ±0.004" | Средний | 0.02-0.19 |
Распространенные материалы, используемые для нанесения насечек
Выбор материала влияет на параметры насечки, выбор инструмента и качество конечного продукта. Для различных металлов требуются определенные скорости резки, геометрия инструмента и настройки давления.
Алюминий
Благодаря своей мягкой природе алюминий обладает превосходными характеристиками насечки. Скорость обработки достигает 200 ударов в минуту при минимальном износе инструмента. Низкая плотность и высокая пластичность металла делают его идеальным для выполнения сложных высечек.
Типичные характеристики:
- Диапазон толщин: 0.020″ - 0.250″
- Предел прочности: 27-45 кси
- Срок службы инструмента: 50 000+ циклов
Сталь (низкоуглеродистая, нержавеющая, оцинкованная)
Разновидности стали требуют надежной оснастки и точных настроек станка. Мягкая сталь обрабатывается быстрее, чем нержавеющая, а оцинкованная сталь требует особого внимания к целостности покрытия.
Параметры обработки:
- Мягкая сталь: 100-150 ударов/мин
- Нержавеющая: 60-90 ударов/мин
- Оцинкованная: 80-120 ударов/мин
Титан и другие сплавы
Специализированные сплавы требуют тщательного контроля параметров резки. Для таких материалов часто требуются пониженные скорости и улучшенные стратегии охлаждения.
Технические характеристики резки:
- Скорость: 40-60 ударов/мин
- Твердость инструмента: 60-62 HRC
- Охлаждающая жидкость: Требуется
Понимание углов и глубины надрезов
Расчет углов выемки
Правильный расчет угла обеспечивает точные изгибы и подгонку. Формула учитывает толщину материала и необходимый угол изгиба:
Угол надреза = Угол изгиба - (2 × K-фактор × Толщина материала)
Контроль глубины и точности вырезания
Контроль глубины зависит от:
- Цифровые системы позиционирования
- Калиброванные упоры
- Мониторинг в реальном времени
- Регулярный осмотр инструментов
Как Штамповка листового металла Сравнение операций с насечкой?
Изготовление листового металла В производстве используется перфорация и вырубка, но каждая из них служит для различных производственных нужд. Понимание их различий помогает оптимизировать производственные процессы и добиться лучших результатов.
Перфорационные работы:
- Создание внутренних отверстий
- Более высокие темпы производства
- Более широкий ассортимент материалов
- Более сложные узоры
Характеристики насечки:
- Изменяет только края
- Более высокие требования к точности
- Снижение затрат на оснастку
- Лучше для прототипов
Чем отличается высечка листового металла от высечки труб?
Эти два метода вырезания служат для различных производственных нужд. Несмотря на общие принципы, их применение и технические требования существенно различаются.
Вырубка листового металла:
- Обработка плоских материалов
- Более высокая скорость производства
- Более простая настройка
- Снижение затрат на оснастку
Насечка на трубе:
- Обработка 3D-профилей
- Более сложная геометрия
- Особые потребности в крепеже
- Более высокие характеристики точности
Промышленное применение высечки листового металла
Высечка листового металла является краеугольным процессом в различных отраслях производства. Каждая отрасль использует специализированные методы высечки для удовлетворения уникальных требований к продукции и стандартов качества.
Насечка в автомобильной промышленности
Автомобильный сектор требует точной выемки для деталей и элементов конструкции автомобиля:
- Кузовные панели с точной подгонкой
- Направляющие рамы и компоненты шасси
- Компоненты выхлопной системы
- Изготовление кронштейнов и креплений
- Внутренние несущие конструкции
Применение насечек в аэрокосмической промышленности
Аэрокосмическое производство требует сверхточной выемки для критически важных компонентов:
- Корпуса двигателей в сборе
- Соединения деталей крыла
- Соединения панелей фюзеляжа
- Компоненты поверхности управления
- Элементы каркаса
Насечка для электроники и бытовой техники
Производители бытовой электроники и приборов используют насечки для:
- Изготовление корпусов
- Вентиляционные системы
- Пути прокладки кабелей
- Кронштейны для крепления компонентов
- Внутренние структуры поддержки
Использование в строительстве и архитектуре
Применение в строительстве включает в себя:
- Воздуховоды HVAC
- Стальные элементы рамы
- Декоративные металлические панели
- Водосточные системы
- Опорные кронштейны
Факторы, которые необходимо учитывать при выборе станка для высечки листового металла
Выбор подходящего вырубного станка влияет на качество производства, эффективность и стоимость проекта. Блестящий выбор станка начинается с анализа технических требований и производственных запросов. Ниже приведены критические факторы, которые должен оценить каждый производитель.
Машина должна быть надежно закреплена
Безопасность оборудования начинается с надежной механической устойчивости и прочных систем крепления. Фиксированные точки крепления предотвращают перемещения во время работы, а гашение вибрации снижает эксплуатационные нагрузки. Противоскользящие поверхности и выравнивающие ножки обеспечивают идеальное выравнивание при интенсивных циклах резки.
Защита зоны резания
Защитные экраны и ограждения образуют критические барьеры вокруг зон резания. Физические барьеры предотвращают контакт оператора с движущимися частями. Панели с прозрачным экраном позволяют контролировать процесс, сохраняя при этом защиту. Электронные датчики останавливают работу, если зоны безопасности оказываются под угрозой.
Режущий механизм
Система резки обеспечивает точное управление усилием с помощью современных механических или гидравлических систем. Острые закаленные инструменты создают чистые надрезы без деформации материала. Регулируемая скорость хода соответствует требованиям материала. Системы прямого привода минимизируют механические точки износа.
Регулятор хода
Механизмы регулировки хода обеспечивают точный контроль глубины реза и давления. Элементы управления с быстрой настройкой позволяют быстро переходить от одного типа материала к другому. Цифровые индикаторы отображают точные положения хода. Память сохраняет стандартные конфигурации для быстрой настройки.
Заключение
Высечка листового металла преобразует производство благодаря точности, эффективности и универсальности. Насечка сокращает время производства и повышает качество при использовании соответствующих методов и оборудования. По мере развития технологий высечка продолжает совершенствоваться, предлагая производителям новые способы решения сложных конструкторских задач.
Помимо высечки на листовом металле, мы предлагаем комплексные решения по изготовлению на заказ для всех ваших нужд. Благодаря современному оборудованию и профессиональной технической команде мы можем удовлетворить ваши разнообразные требования в следующих областях обработка с ЧПУ, изготовление листового металлаи многое другое. Выбирайте нас, чтобы сделать ваш производственный процесс более эффективным и бесперебойным.
Часто задаваемые вопросы
Какова основная цель нанесения насечек?
Насечка позволяет создавать точные вырезы в листовом металле для облегчения операций гибки, соединения или сборки. Этот процесс обеспечивает чистоту углов, стыков и структурных соединений при изготовлении металлических изделий, сохраняя при этом целостность материала.
Как называется выемка в листовом металле?
К распространенным типам надрезов относятся V-образные, квадратные и радиусные надрезы. Каждый из них отвечает конкретным потребностям конструкции: V-образные выемки подходят для угловых изгибов, квадратные - для 90-градусных соединений, а радиусные - снижают концентрацию напряжений.
Можно ли наносить насечки на все виды металлов?
Большинство металлов поддерживают операции насечки, но параметры зависят от материала. Алюминий, сталь и нержавеющая сталь хорошо работают со стандартными инструментами. Экзотические сплавы требуют специализированных инструментов и настроенной скорости резки для достижения оптимальных результатов.
Каковы ограничения при нанесении насечек с ЧПУ?
Насечка с ЧПУ сталкивается с ограничениями по толщине материала, скорости резки и износу инструмента. Максимальная толщина обычно ограничивается 1/4 дюйма для стандартных станков. Сложные узоры увеличивают время цикла, а высокопрочные материалы ускоряют износ инструмента.
Как насечка влияет на прочность и долговечность металла?
Правильная насечка сохраняет целостность конструкции при удалении материала. Чистые пропилы минимизируют концентрацию напряжений и упрочнение. Однако плохая техника или неправильный выбор инструмента могут создать слабые места или зоны преждевременного разрушения.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
