Листовой металл используется повсеместно - от панелей для оборудования до корпусов для электроники. Однако многие конструкции по-прежнему сталкиваются с одними и теми же проблемами: более высокими затратами, нерациональным использованием материалов и сложностью сборки деталей. Эти проблемы обычно возникают не из-за низких навыков изготовления. Они часто возникают из-за небольших ошибок, сделанных на ранних этапах проектирования.
Любая деталь из листового металла начинается одинаково - как плоский лист с одинаковой толщиной. Этот базовый факт определяет каждый изгиб, резку и выбор материала. Когда конструкторы учитывают этот факт, детали становятся проще в производстве, прочнее и экономически эффективнее. В противном случае возникают проблемы, выражающиеся в задержках, переделках и дополнительных расходах.
В связи с этим возникает простой вопрос: Как разработать детали из листового металла, чтобы они были более совершенными с самого начала? Ниже приведены семь практических методов улучшения деталей из листового металла, снижения скрытых затрат и достижения лучших результатов изготовления.

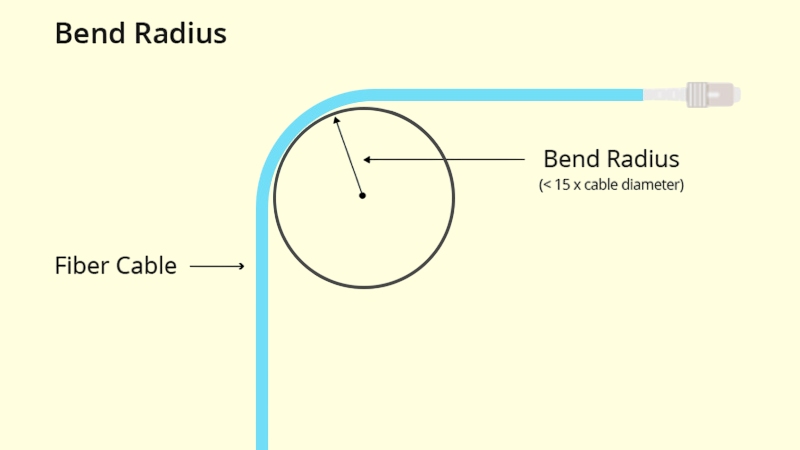
Внедрение надлежащих стандартов радиуса изгиба
Металл не гнется, как бумага. Когда он поворачивается, внешняя сторона растягивается, а внутренняя сжимается. Если радиус слишком мал, растянутая сторона может расколоться. Если он слишком велик, изгиб может выглядеть слабым или незаконченным. Испытания показывают, что при сгибах, превышающих толщину листа, вероятность появления трещин увеличивается более чем на 50%. Правильный радиус изгиба Сохраняет прочность, целостность и чистоту деталей.
Общие правила
- Установите радиус изгиба не менее толщины листа.
- Увеличивайте радиус по мере увеличения толщины листа. Например, для безопасного сгибания стального листа толщиной 3 мм часто требуется радиус 3-5 мм.
- Используйте одинаковый радиус для всех деталей, чтобы сэкономить время и снизить затраты.
- Избегайте смешивания острых и широких изгибов в одной детали, если это не требуется в обязательном порядке.
Ошибки, которых следует избегать
- Использование нулевых или близких к нулю радиусов, которые почти всегда вызывают трещины.
- Игнорирование направления зерна металлического листа. Изгиб поперек зерна может уменьшить растрескивание по сравнению с изгибом вдоль зерна.
- Игнорирование влияния поверхностной отделки. Покрытия, такие как краска или гальваника, добавляют толщину и изменяют изгиб листа.
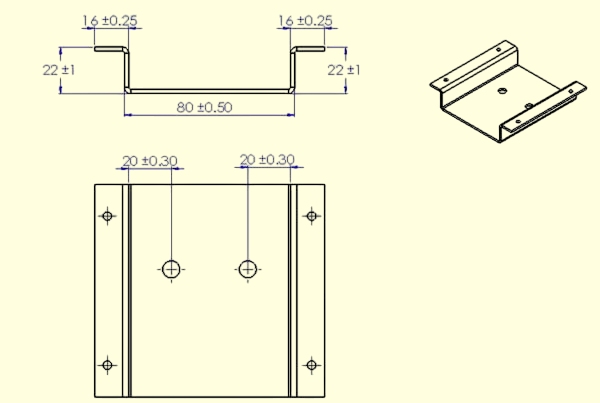
Обеспечение реалистичности допусков
Любой процесс резки и гибки имеет естественные пределы. Например, лазерная резка на тонких листах обычно выдерживают допуски ±0,1 мм, в то время как Штамповка с ЧПУ часто допускается около ±0,2 мм. Когда инженеры требуют более жестких допусков, могут потребоваться специальные инструменты или дополнительные проверки. Во многих случаях это увеличивает стоимость и время без улучшения характеристик.
Общие правила
- Используйте жесткие допуски только для элементов, влияющих на работу.
- Применяйте стандартные допуски для некритичных размеров. В большинстве случаев для листового металла достаточно ±0,1-0,2 мм.
- Согласуйте допуски с технологическим процессом. Например, длина гнутого фланца может отличаться на ±0,3 мм, в то время как вырезанный лазером паз может оставаться в пределах ±0,1 мм.
- Во избежание путаницы соблюдайте единообразие стилей допусков на всех чертежах.
Ошибки, которых следует избегать
- Применять жесткие допуски к каждой детали. Это усложняет изготовление деталей и увеличивает затраты на контроль.
- Мы часто забываем о том, что изгиб вносит дополнительные изменения. Угол изгиба в 90° может измениться примерно на ±1° в зависимости от толщины материала и пружинящей нагрузки.
- Игнорирование того, как отделка влияет на размер. Порошковая окраска может добавить 0,05-0,1 мм на сторону, блокируя плотное прилегание отверстий.
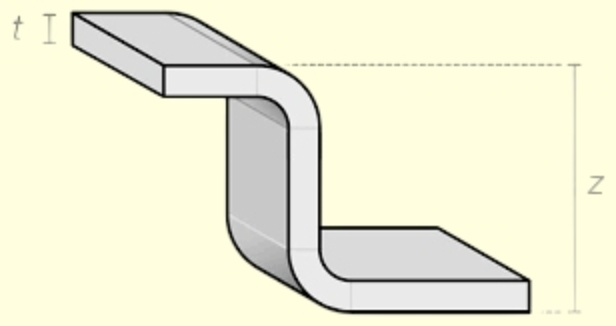
Проектирование эффективных смещений и Z-изгибов
Смещение создает ступеньку в листе, чтобы две детали могли состыковаться без помех. Z-образные изгибы служат той же цели, но работают в более узких местах. Оба вида широко используются в кронштейны, охватывает, и корпуса. Хорошо продуманное смещение помогает деталям прилегать друг к другу, а плохо продуманное может вызвать зазоры, слабые места или проблемы при сборке.
Общие правила
- Высота смещения должна быть равна или больше двукратной толщины листа. Например, для листа толщиной 2 мм обычно требуется смещение на 4 мм для обеспечения зазора.
- Используйте одинаковые радиусы изгиба с обеих сторон отвода. Это предотвратит скручивание или деформацию.
- Тщательно планируйте направление смещения, чтобы избежать столкновений с близлежащими поворотами.
- Располагайте Z-образные сгибы на достаточном расстоянии друг от друга. Зазор между сгибами, по крайней мере, в три раза превышающий толщину листа, помогает предотвратить деформацию.
Ошибки, которых следует избегать
- При проектировании смещений, меньших, чем толщина листа, часто происходит смятие изгиба и ослабление детали.
- Наложение смещений на другие линии сгиба может привести к деформации.
- Игнорирование рельефа изгиба. Без рельефных надрезов острые углы могут порваться при сгибании.
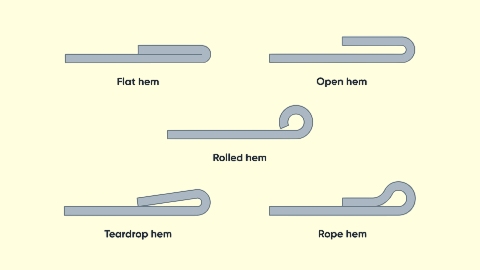
Реализация надежных методов подшивки
Подшивание Загибает край детали из листового металла на себя. Подшивка не только закрывает острые края. Она укрепляет деталь и помогает ей противостоять изгибающим усилиям. Например, в автомобильной промышленности панели с подшивкой выдерживают более высокие нагрузки и меньше вибрируют.
Общие правила
- Длина каймы должна быть как минимум в четыре раза больше толщины листа. Например, для листа толщиной 1 мм длина каймы должна составлять 4 мм или более.
- Перед сплющиванием используйте радиус изгиба, по крайней мере, равный толщине листа. Это предотвратит появление трещин на этапе окончательной формовки.
- Создавайте открытые кромки (не полностью закрытые), если пространство или ограничения по оснастке не позволяют плотно закрыть кромку.
- Добавьте рельефные надрезы на углах, чтобы предотвратить разрывы при сгибании металла.
Ошибки, которых следует избегать
- Слишком короткие подолы, из-за чего они распускаются или расходятся.
- Расправьте подол за один шаг, а не за два. При этом часто образуются морщины.
- Игнорирование толщины покрытия. Краска или покрытие внутри каймы могут накапливаться и приводить к плохому закрытию.
Идеальное размещение отверстий, пазов и вырезов
Отверстия, пазы и вырезы играют важнейшую роль в подгонке и функционировании деталей из листового металла. Они направляют крепежные деталиОни обеспечивают приток воздуха и помогают при сборке. Размещение их слишком близко к краям или изгибам может создать напряжение при формовке, что часто приводит к появлению трещин или деформации.
Общие правила
- Располагайте отверстия на расстоянии не менее двойной толщины листа от линий сгиба. Например, в листе толщиной 2 мм отверстия должны находиться на расстоянии не менее 4 мм от сгиба.
- Для предотвращения разрыва между краями отверстий и краем листа оставляйте не менее одной толщины листа.
- Используйте стандартные размеры отверстий, соответствующие распространенной оснастке. Отверстие диаметром 5 мм проще и дешевле, чем отверстие диаметром 5,2 мм.
- Добавьте рельефные прорези для пазов, чтобы снизить напряжение при изгибе.
Ошибки, которых следует избегать
- Размещение отверстий слишком близко к изгибам может деформировать деталь при формовке.
- Использование отверстий нестандартных размеров увеличивает затраты на специальную оснастку.
- Проектируйте тонкие полотна между отверстиями или пазами. Зазоры менее чем в 1,5 раза больше толщины материала могут разрушиться под нагрузкой.
Используйте передовые решения для крепежа и вставок
Крепежи и вставки соединяют детали из листового металла без сварки. Они создают прочные, надежные соединения и ускоряют сборку. Современные варианты, такие как самозажимные гайки, шпильки и гайки-заклепки, расширяют гибкость конструкции и сокращают объем дополнительной работы. При правильном использовании они экономят средства, повышают прочность и упрощают ремонт. Однако неправильный выбор или размещение могут ослабить соединения и привести к поломке.
Общие правила
- Подберите тип крепежа в зависимости от толщины материала. Используйте самозажимные гайки для тонких листов (0,8-2,5 мм) и заклепки для более толстых или мягких материалов.
- Устанавливайте вставки вдали от изгибов и краев. Расстояние между листами должно быть не менее двойной толщины, чтобы избежать деформации при установке.
- Стандартизируйте размеры крепежа в конструкции. Это сокращает количество смен инструментов и ускоряет сборку.
- Заранее спланируйте способ установки. Некоторые вставки требуют инструментов для запрессовки, другие - ручных инструментов.
Ошибки, которых следует избегать
- Отверстия с резьбой используются непосредственно в тонком листовом металле. Резьба может легко сорваться и сократить срок службы детали.
- Размещение вставок слишком близко к углам или другим отверстиям ослабляет лист.
- Игнорирование толщины покрытия. Краска или покрытие могут забивать резьбу, если их не учитывать.

Выполнение защитных и эстетических покрытий
Отделка продлевают срок службы деталей из листового металла, улучшают эксплуатационные характеристики и придают более чистый внешний вид. Они защищают от коррозии, царапин и износа, улучшая внешний вид изделия. Выбор правильной отделки на ранних этапах проектирования помогает избежать проблем с подгонкой и долговечностью в дальнейшем.
Общие правила
- Выбирайте отделку в зависимости от условий эксплуатации. Порошковое покрытие подходит для использования на открытом воздухе, в то время как анодирование хорошо подходит для алюминиевых деталей.
- Предусмотрите дополнительную толщину. Порошковое покрытие добавляет 0,05-0,1 мм на сторону, что может уменьшить размер отверстий.
- Стандартизация отделки в линейке продуктов позволяет сократить расходы и упростить производство.
- Четко обозначьте отделочные материалы на проектных чертежах, чтобы производители знали, что применять.
Ошибки, которых следует избегать
- Добавление отделочных материалов на поздних стадиях процесса может вызвать проблемы с зазором в узких узлах.
- Завышенные требования к отделке, в которой нет необходимости. Базового цинкового покрытия может быть достаточно там, где не нужна нержавеющая сталь.
- Игнорирование подготовки поверхности. Грязные или маслянистые поверхности могут привести к быстрому отслаиванию краски или покрытия.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
