Muitas pessoas escolhem o revestimento em pó para tornar as peças metálicas mais resistentes e com melhor aspeto. No entanto, podem não pensar muito na espessura do revestimento. Demasiado fino, o revestimento pode lascar-se ou desgastar-se demasiado depressa. Se for demasiado espesso, pode ter um aspeto irregular, rachar ou custar mais do que o necessário. Este simples fator pode alterar a durabilidade, o aspeto e o funcionamento das suas peças.
A espessura do revestimento em pó desempenha um papel importante no aspeto e na durabilidade das peças. Agora, vamos analisar o impacto da espessura nos diferentes aspectos do seu projeto.

O que é a espessura do revestimento em pó?
A espessura do revestimento em pó é a profundidade do revestimento aplicado a uma superfície. É medida desde o topo do revestimento até à superfície da peça por baixo. Esta camada é utilizada como um pó seco e depois curada com calor para formar um acabamento sólido. A espessura afecta a aderência do revestimento, a resistência ao desgaste e a proteção da peça.
A espessura ideal do revestimento em pó varia entre 2 e 5 mils (50-125 microns). Isto garante uma proteção forte, um aspeto suave e sem problemas de desempenho. Se não se respeitar este intervalo, podem ocorrer lascas, fraca aderência ou custos adicionais.
Os revestimentos finos podem parecer irregulares ou desgastar-se rapidamente, enquanto os revestimentos espessos podem causar bolhas ou fissuras durante a cura. É por isso que a medição da espessura é um passo fundamental durante o controlo de qualidade.
Unidades de medida: Mils e Microns
A espessura do revestimento em pó é normalmente medida em mils ou microns.
- 1 mil = 0,001 polegadas
- 1 mícron = 0,001 milímetro
Nos EUA, os mils são mais comuns. Na Europa e noutras regiões, os microns são a norma. Para os comparar:
- 1 mil = 25,4 microns
A maioria dos medidores de revestimento em pó apresenta ambas as unidades. A utilização da unidade correta ajuda a evitar erros durante a inspeção e a elaboração de relatórios.
Intervalos de espessura típicos por tipo de aplicação
Peças diferentes necessitam de espessuras de revestimento diferentes, dependendo de onde e como são utilizadas:
- Peças decorativas de interior: 1,5-2,5 mils (38-63 microns)
- Peças industriais gerais2,0-3,5 mils (50-90 microns)
- Utilização em automóveis e no exterior: 3,0-5,0 mils (75-125 microns)
- Peças para trabalhos pesados ou marítimos: 5,0-10,0 mils (125-250 microns)
Normas para a espessura do revestimento em pó
As normas fornecem regras claras para a aplicação e controlo da espessura do revestimento em pó. Ajudam a garantir que as peças cumprem os objectivos de desempenho e segurança.
Padrões ASTM
- ASTM D7091 explica como medir a espessura da película seca utilizando medidores magnéticos e de correntes de Foucault.
- ASTM D1186 centra-se nos ensaios não destrutivos de revestimentos não magnéticos sobre substratos metálicos.
Estes são amplamente utilizados nos EUA para verificar a espessura do revestimento durante a produção e a inspeção.
Normas ISO
- ISO 2360 descreve métodos para a medição da espessura de revestimentos utilizando instrumentos de correntes de Foucault em revestimentos não condutores.
- ISO 2808 é uma norma global para superfícies pintadas ou revestidas a pó que oferece opções de ensaio de espessura destrutivas e não destrutivas.
As normas ISO são comuns nos contratos internacionais e ajudam a alinhar a qualidade para além das fronteiras.
Normas EN
- EN 13523 inclui várias partes que abrangem métodos de ensaio para metais revestidos por bobinas.
- Estes são frequentemente utilizados na Europa para aplicações na construção, em aparelhos e nos transportes.
Certificações do sector
Algumas indústrias utilizam os seus programas juntamente com as normas globais:
- Qualicoat (arquitetura): Requer uma espessura de revestimento entre 2,0-2,4 mils (50-60 microns) para alumínio decorativo.
- AAMA 2605 (alumínio para arquitetura): Convites à apresentação de propostas um mínimo de 2,8 mils (70 microns) e testes de resistência às intempéries.
- Normas OEM: As marcas de automóveis e de electrodomésticos podem criar especificações internas para a espessura e o teste do revestimento.

Como é que a espessura afecta o desempenho?
A espessura do revestimento em pó tem um efeito direto no desempenho de uma peça. Um erro pode levar a uma proteção deficiente, a fissuras ou a um acabamento rugoso.
Resistência e proteção contra a corrosão
Uma espessura adequada ajuda a selar a superfície, impedindo a entrada de humidade, sal e produtos químicos. A água ou o ar podem atingir o metal se o revestimento for demasiado fino e iniciar a corrosão.
Os revestimentos mais espessos proporcionam uma melhor proteção a longo prazo em ambientes agressivos, como as zonas costeiras ou industriais. Mas a espessura, por si só, não é suficiente. O revestimento também deve curar bem e aderir firmemente à superfície.
Impacto na flexibilidade e na aderência
Se um revestimento for demasiado espesso, pode tornar-se quebradiço. Isto aumenta a probabilidade de rachar ou lascar quando a peça dobras ou flexiona.
Os revestimentos mais finos são mais flexíveis mas podem não oferecer uma cobertura suficiente. A espessura ideal permite que a peça se flexione ligeiramente sem quebrar o revestimento. Também ajuda o pó a aderir melhor durante a cura.
Influência na aparência e na qualidade do acabamento
Uma espessura irregular ou incorrecta pode arruinar o aspeto de uma peça acabada. As manchas finas podem parecer baças ou desbotadas. As manchas espessas podem dar origem a problemas de textura, como casca de laranja ou gotas.
A espessura correta do revestimento proporciona um acabamento suave, uniforme e brilhante. Também ajuda as cores a parecerem mais profundas e mais consistentes em toda a peça.
Factores que influenciam a espessura final do revestimento
Vários factores afectam a espessura do revestimento em pó, incluindo o método utilizado, o próprio pó e a forma como a superfície é preparada.
Método de aplicação
A pulverização eletrostática é o método mais comum. Uma pistola de pulverização carrega o pó, que adere à peça metálica ligada à terra. A quantidade de pó pulverizado e a distância da arma afectam a espessura final.
Revestimento de leito fluidizado consiste em mergulhar uma peça aquecida num recipiente com partículas de pó flutuantes. O pó derrete e adere à superfície. Este método cria normalmente revestimentos mais espessos e funciona bem para peças pesadas.
Cada método tem uma gama diferente de espessuras típicas. O revestimento por pulverização geralmente fornece 1,5-5,0 mils, enquanto o revestimento por leito fluidizado pode atingir 10 mils ou mais.
Tipo de pó e tamanho das partículas
Nem todos os pós têm o mesmo comportamento. Alguns fluem melhor, derretem mais depressa ou acumulam-se mais rapidamente. O tipo de resina (como epóxi ou poliéster) afecta a espessura que o revestimento pode ter antes de surgirem problemas.
O tamanho das partículas também é importante. As partículas maiores tendem a criar revestimentos mais espessos. Os pós finos produzem frequentemente acabamentos mais suaves, mas necessitam de mais controlo para evitar pontos finos.
Material do substrato e estado da superfície
A superfície da peça altera a forma como o pó adere. Os metais lisos ou brilhantes podem também não reter o pó, dando origem a pontos finos. As superfícies rugosas ou texturadas podem reter mais pó, tornando o revestimento mais espesso.
Tipo de preparação da superfície jato de areia ou utilizando um pré-tratamento químico - ajuda a melhorar a ligação. Uma superfície limpa e uniforme também ajuda a obter uma espessura consistente em toda a peça.
Técnica do operador e definições do equipamento
A forma como o pó é pulverizado desempenha um papel importante. A velocidade da pistola, a distância da peça e o ângulo de pulverização afectam a quantidade de pó que se acumula.
As definições do equipamento, como a tensão, a pressão do ar e o caudal de pó, devem ser ajustadas com base na forma e no tamanho da peça. Mesmo os operadores qualificados podem aplicar revestimentos irregulares se o equipamento não estiver corretamente configurado.
Medição da espessura da pintura a pó
A medição da espessura do revestimento ajuda a detetar problemas numa fase inicial. Garante que o acabamento final cumpre as normas de aparência e desempenho. Existem diferentes formas de verificar a espessura antes e depois da cura.
Métodos de medição antes da cura (previsão DFT)
Antes da cura, pode estimar a espessura final da película seca (DFT) verificando a acumulação de pó. Isto é normalmente efectuado utilizando:
- Penteadeiras: Ferramentas simples pressionadas no pó para ver a quantidade acumulada.
- Sensores laser ou ultra-sónicos: Métodos sem contacto para configurações mais avançadas.
Estes métodos são apenas estimativas. O pó derrete e flui durante a cura, o que pode alterar a espessura final. Ainda assim, as verificações antecipadas ajudam a evitar um revestimento excessivo ou insuficiente.
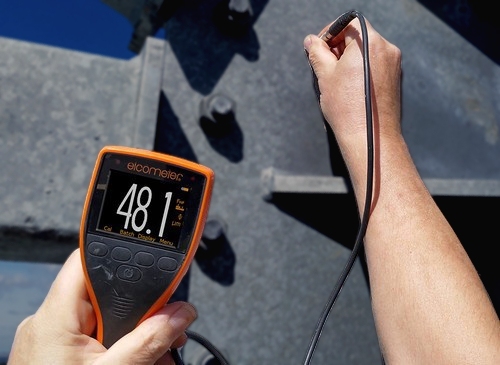
Ferramentas de medição da espessura pós-cura
Após a cura, o revestimento torna-se sólido. É nesta altura que ocorre a maioria das inspecções. As ferramentas incluem:
- Medidores magnéticos são utilizados para revestimentos em aço ou ferro. Medem a distância entre a superfície e o metal subjacente.
- Medidores de correntes parasitas: Funcionam melhor em metais não magnéticos como o alumínio. Detectam a espessura do revestimento medindo a resistência eléctrica.
Ambas as ferramentas são rápidas, fáceis de utilizar e não destrutivas. A maioria das versões digitais apresenta imediatamente a espessura em mils ou microns.
Desafios comuns na medição exacta
Obter uma leitura exacta nem sempre é fácil. Alguns problemas comuns incluem:
- Superfícies ásperas ou irregulares: Pode dar origem a falsas leituras.
- Efeitos de borda: A espessura tende a ser mais fina nas extremidades ou nos cantos.
- Erro do operador: Segurar o medidor no ângulo errado ou não o colocar corretamente no zero pode distorcer os resultados.
- Temperatura: As superfícies quentes podem afetar as leituras se não forem devidamente arrefecidas antes do teste.
Para obter os melhores resultados, utilize a ferramenta correta para o tipo de metal, siga os passos de calibração e teste em vários pontos da peça.
Como obter a espessura ideal do revestimento em pó?
Obter a espessura correta requer mais do que apenas pulverizar pó. Requer uma boa preparação, ferramentas adequadas e atenção durante cada passo do processo.
Preparação da superfície
A preparação da superfície é a base de um revestimento bem sucedido. Uma superfície limpa e pré-tratada melhora a aderência e a consistência da espessura.
- Limpeza: Remover o óleo, o pó ou a ferrugem com um desengordurante ou uma lavagem alcalina.
- Pré-tratamento: Utilizar revestimentos à base de fosfato ou de zircónio para melhorar a ligação.
- Perfil de explosão: Para peças jato de areia, um perfil de ancoragem de 1,5-2,5 mils (38-63 microns) é ideal para a aderência do pó.
Definições da aplicação de controlo
O controlo dos parâmetros de pulverização é fundamental. Utilize pistolas de pulverização eletrostática e ajuste as definições com base na geometria da peça.
- TensãoA tensão de 60-90 kV é típica para peças padrão. Uma tensão mais elevada aumenta o enrolamento mas pode causar retro-ionização se for utilizada em excesso.
- Distância da arma: Mantenha-se a uma distância de 8-12 polegadas da peça. Uma pulverização mais próxima cria uma forte acumulação.
- Produção de pó: Mantenha a velocidade em torno de 150-200 gramas por minuto para obter uma formação consistente da película.
A maioria das aplicações tem como objetivo uma espessura de película seca de 2,0-3,0 mils (50-75 microns). Revestimentos acima de 5,0 mils podem rachar ou prender pó não curado no interior.
Monitorizar e medir
A medição durante e após o revestimento evita erros.
- Estimativas antes da cura: Os medidores de pente ajudam a atingir uma espessura pós-cura de 2,5 mils ±10%.
- Ferramentas pós-cura: Utilizar medidores magnéticos digitais calibrados ou medidores de correntes de Foucault. Procurar uma precisão de ±1% da espessura efectiva.
- Pontos de teste: Verificar pelo menos cinco áreas por peça - plana, aresta, curva e reentrância. Isto assegura a uniformidade do revestimento.
Manutenção do equipamento
Equipamentos incoerentes conduzem a resultados contraditórios.
- Limpar diariamente as pistolas e as tremonhas para evitar o entupimento da pólvora.
- Verificar semanalmente a tensão de saída utilizando um dispositivo de teste.
- A uniformidade do forno é fundamental - verifique com sondas de temperatura que o calor permanece dentro de ±10°F em toda a câmara.
Conclusão
A espessura do revestimento em pó afecta significativamente o tempo de duração de uma peça, o seu aspeto e o seu desempenho. Demasiado fino, pode lascar ou enferrujar precocemente. Demasiado espesso, pode rachar, descascar ou causar problemas de ajuste. O intervalo ideal - normalmente 2,0 a 5,0 mils (50 a 125 microns) - depende do local e da forma como a peça é utilizada.
Precisa de ajuda para obter a espessura correta do revestimento em pó para as suas peças? Contactar a nossa equipa hoje para obter apoio especializado e um serviço rápido e fiável.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
