O corte de aço inoxidável requer precisão e a técnica correta. Muitos fabricantes debatem-se com deformações, descoloração e má qualidade das arestas quando trabalham com este material. O corte por plasma oferece uma solução rápida, precisa e económica para projectos de aço inoxidável de todas as dimensões.
O corte por plasma utiliza gás ionizado para formar um canal de alta temperatura que corta o metal. Este método oferece um bom equilíbrio entre a qualidade do corte e o custo do aço inoxidável. Funciona bem tanto para protótipos como para grandes séries de produção. As arestas são mais limpas do que as do corte oxi-combustível. O corte por plasma é também mais económico do que o corte a laser e adequado para muitas utilizações.
Quer saber como obter cortes perfeitos nos seus projectos em aço inoxidável? Este guia cobre tudo, desde a configuração até à resolução de problemas comuns.
É possível cortar aço inoxidável com um cortador de plasma?
Sim, um cortador de plasma pode cortar aço inoxidável. Utiliza um jato de gás ionizado em movimento rápido para derreter e remover o metal. Este método funciona bem porque o aço inoxidável é condutor de eletricidade e suporta calor elevado.
O que é corte a plasma?
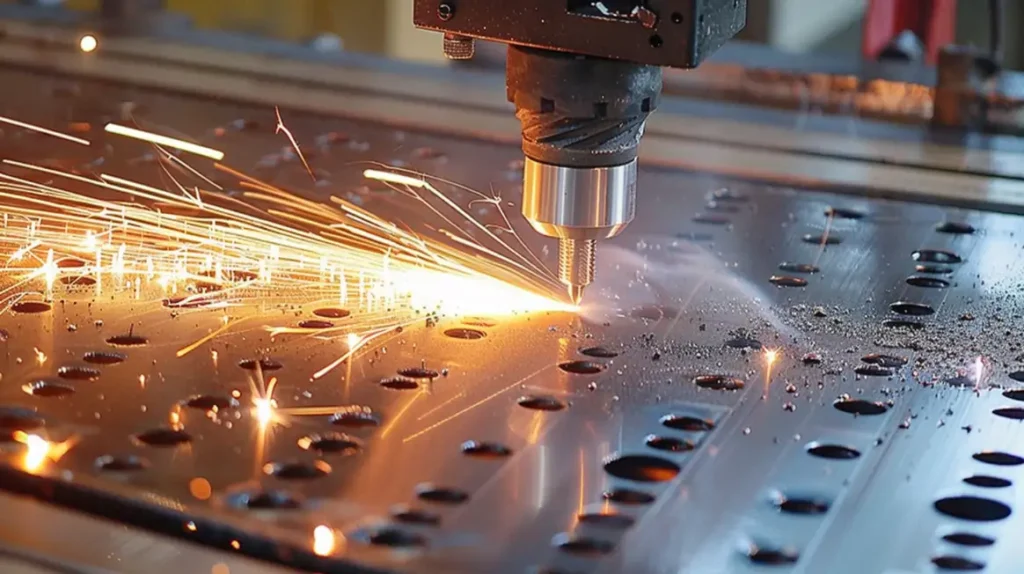
O corte por plasma é um processo de corte térmico que utiliza um jato de alta velocidade de gás ionizado para cortar materiais condutores de eletricidade. O processo cria um canal elétrico de plasma sobreaquecido que derrete e expulsa o material da zona de corte.
Este método funciona enviando um arco elétrico através de um gás que passa por um bocal estreito. O gás pode ser ar de loja, azoto, árgon, oxigénio ou outras opções. O arco elétrico eleva a temperatura do gás a um nível tão elevado que este entra num quarto estado da matéria - o plasma.
Este jato de plasma quente e de alta velocidade derrete o metal no corte por plasma, e o gás de alta velocidade sopra o metal derretido para longe do corte. O processo atinge temperaturas até 30.000°F (16.649°C), o que é suficientemente quente para derreter qualquer metal em que toque.
A condutividade eléctrica do plasma é o que o torna tão eficaz. O arco forma-se entre o elétrodo da tocha e a própria peça de trabalho, criando um circuito elétrico completo.
Componentes de um sistema de corte a plasma
Um sistema básico de corte por plasma inclui vários componentes-chave:
- Alimentação eléctrica: Converte a tensão de linha padrão na tensão CC necessária para manter o arco de plasma.
- Consola de arranque do arco: Gera a faísca de alta frequência e alta tensão que ioniza o gás e cria o arco de plasma.
- Maçarico de plasma: Aloja o elétrodo e o bocal, controlando simultaneamente o arrefecimento e o fluxo de gás.
- Sistema de abastecimento de gás: Fornece os gases adequados à pressão correta.
- Controlador CNC: Dirige o movimento da tocha com base nos percursos de corte programados, garantindo precisão e repetibilidade.
Plasma vs. Outros Métodos de Corte para Aço Inoxidável
O corte por plasma situa-se entre o corte por oxicorte e o corte por laser no que respeita à precisão e ao custo.
Corte oxicombustível não é eficaz no aço inoxidável porque o material não oxida como o aço carbono. Isto faz com que o corte por plasma seja uma opção muito melhor.
Corte a laser oferece maior precisão, mas tem custos de equipamento significativamente mais elevados. Para muitos projectos, o corte por plasma oferece o melhor equilíbrio entre preço e qualidade.
Corte por jato de água não produz nenhuma zona afetada pelo calor, mas funciona muito mais lentamente e com um custo mais elevado por polegada do que o corte por plasma.
Principais vantagens do corte a plasma de aço inoxidável
O corte por plasma oferece vantagens únicas que o tornam ideal para o fabrico de aço inoxidável. Estas vantagens ajudam as lojas a aumentar a produtividade, mantendo a qualidade.
Alta velocidade e eficiência de corte
O corte por plasma corta o aço inoxidável muito mais rapidamente do que muitos outros métodos. Este aumento de velocidade deve-se ao calor intenso do arco de plasma, que derrete rapidamente o material.
Cortes precisos e limpos
O corte a plasma cria arestas limpas no aço inoxidável com o mínimo de escória (o metal ressolidificado que se agarra ao fundo do corte). Com as definições corretas, os cortes requerem pouca ou nenhuma limpeza.
Versatilidade na espessura do material
O corte por plasma lida com uma vasta gama de espessuras de aço inoxidável. Um único sistema pode cortar desde material de calibre fino até 2 polegadas de espessura.
Custo-benefício
O corte por plasma é mais económico do que o corte a laser, especialmente para materiais mais espessos. Também requer menos tempo de preparação e manutenção, o que o torna uma escolha rentável para projectos de pequena e grande escala.
Configuração do equipamento para corte de aço inoxidável
Configurar corretamente o seu cortador de plasma para aço inoxidável é crucial para obter resultados de qualidade. A combinação correta de potência, consumíveis e gases faz uma grande diferença.
Requisitos da fonte de alimentação
O aço inoxidável com a mesma espessura requer mais potência para cortar do que o aço carbono. Isto deve-se ao facto de o aço inoxidável ter uma condutividade térmica mais baixa e um ponto de fusão mais elevado.
Um cortador de plasma de 30 amperes pode funcionar bem para aço inoxidável fino (até 1/8″). Para cortes limpos em espessuras médias (1/8″ a 3/8″), são necessários 50-80 amperes.
O aço inoxidável mais espesso (3/8″ a 3/4″) requer pelo menos 80-100 amperes. Para material com mais de 3/4 "de espessura, procure sistemas classificados em 100+ amperes.
Seleção de tochas e consumíveis
O design do maçarico afecta significativamente a qualidade do corte quando se trabalha com aço inoxidável. Procure tochas com sistemas de arrefecimento sólidos para lidar com o calor elevado.
Quando disponíveis, utilize consumíveis especificamente concebidos para aço inoxidável. Alguns fabricantes oferecem conjuntos de consumíveis especiais optimizados para diferentes metais.
O tamanho do orifício do bocal deve corresponder à sua amperagem e à espessura do material. Os orifícios mais pequenos (0,8-1,2 mm) funcionam melhor para aço inoxidável fino, enquanto os maiores (1,3-1,8 mm) se adequam a material mais espesso.
Os copos de proteção fazem uma grande diferença na qualidade do corte. Utilize escudos com mais ventilação para ajudar a evitar a formação de escórias na extremidade inferior do aço inoxidável.
Seleção de gás para resultados óptimos
A escolha do gás afecta drasticamente a qualidade do corte em aço inoxidável. Cada opção tem vantagens específicas para diferentes situações.
O azoto produz cortes limpos com uma formação mínima de nitretos no aço inoxidável. É frequentemente a melhor escolha e funciona bem para espessuras até 1″.
Uma mistura de nitrogénio/hidrogénio (normalmente N₂/H₅) cria cortes ainda mais limpos para aço inoxidável mais espesso. O hidrogénio ajuda a reduzir a formação de óxido na borda do corte.
As misturas de árgon/hidrogénio (65% Ar/35% H₂) proporcionam os cortes mais limpos possíveis em aço inoxidável espesso. No entanto, esta mistura de gás custa mais e corta mais lentamente.
O oxigénio não é geralmente recomendado para o corte de aço inoxidável. Cria uma oxidação excessiva e pode degradar as propriedades de resistência à corrosão do material.
Corte a plasma de aço inoxidável: problemas e soluções comuns
Mesmo os operadores experientes enfrentam desafios quando cortam aço inoxidável por plasma.
Prevenção de impurezas e escórias
A escória forma-se mais facilmente no aço inoxidável do que no aço carbono. Ajustar a sua velocidade de corte - demasiado rápida ou demasiado lenta causará problemas de escória.
O caudal de gás de proteção afecta a formação de escória. Se notar um excesso de escória na parte inferior do corte, aumente ligeiramente o caudal.
A limpeza regular da proteção da tocha ajuda a manter padrões consistentes de fluxo de gás, reduzindo a formação de escórias.
Reduzir o empeno e a distorção
Fixar corretamente as peças de trabalho antes do corte. Uma boa fixação reduz o movimento que pode ocorrer quando as tensões internas são libertadas durante o corte.
Planear as sequências de corte para equilibrar a entrada de calor na peça de trabalho. Começar com cortes interiores antes de cortar o perfil exterior.
Minimizar a zona afetada pelo calor
A zona afetada pelo calor (HAZ) é o local onde as propriedades do material se alteram devido à exposição ao calor. No caso do aço inoxidável, isto pode afetar a resistência à corrosão.
A utilização de uma amperagem mais elevada com velocidades de deslocação mais rápidas (em vez de uma amperagem mais baixa e velocidades mais lentas) pode reduzir a ZTA, mantendo a qualidade do corte.
A seleção adequada do gás afecta drasticamente a ZTA. As misturas de nitrogénio/H₅ produzem normalmente HAZs mais pequenas do que o ar ou o nitrogénio puro.

Técnicas para um desempenho ótimo do corte por plasma de aço inoxidável
Mesmo com o equipamento correto, a técnica afecta drasticamente a qualidade do corte.
Controlo da velocidade e da distância
A velocidade de corte deve ser mais lenta para o aço inoxidável do que para o aço carbono. Comece com velocidades cerca de 20% mais lentas do que as que utilizaria para aço macio de espessura semelhante.
Observe o ângulo de atraso do arco de plasma. O arco deve atrasar-se ligeiramente em relação ao movimento da tocha, mas não excessivamente. Um atraso excessivo significa que está a mover-se demasiado depressa.
Manter uma altura consistente da tocha. Dependendo da espessura do material, a distância de afastamento ideal para o aço inoxidável é tipicamente entre 1/8″ e 1/4″.
Gerenciando a entrada de calor
Utilize várias passagens para aço inoxidável muito espesso para reduzir a acumulação de calor. Isto ajuda a evitar deformações e formação excessiva de escórias.
Permita um tempo de arrefecimento entre cortes quando trabalhar em peças complexas. Isto reduz o risco de distorção devido à acumulação de calor.
Inicie os cortes a partir da extremidade, sempre que possível, ou efectue previamente um furo inicial. Perfurar diretamente pode causar mais salpicos e possíveis deformações.
Considerações sobre a qualidade do bordo
A direção de corte afecta o lado do seu material que obtém a melhor qualidade de borda. O lado direito do percurso de corte (relativamente ao movimento da tocha) tem normalmente uma aresta quadrada.
Para peças que requerem precisão em todos os lados, planear a remoção de uma pequena quantidade de material com processamento secundário, como esmerilhamento ou maquinagem.
O ângulo de inclinação é mais percetível nos cortes em aço inoxidável. Para obter arestas mais quadradas, posicione o maçarico num ângulo ligeiro (1-3 graus) oposto ao ângulo de inclinação natural.
Considerações de segurança para o corte a plasma de aço inoxidável
A segurança torna-se ainda mais crítica no corte por plasma de aço inoxidável.
Gestão de fumos
Os fumos de aço inoxidável contêm compostos de crómio que requerem uma ventilação adequada. Utilizar sempre sistemas de extração adequados.
Posicione a extração de fumos para afastar o ar da zona de respiração do operador. As mesas de tiragem descendente ou lateral funcionam bem para este fim.
Equipamento de proteção individual
O EPI de soldadura normal é o requisito mínimo. Isto inclui um capacete de soldadura, luvas e vestuário resistente ao fogo.
A proteção dos olhos deve bloquear as radiações UV e IV. As luvas de couro protegem contra o calor e a potencial exposição ao crómio através do contacto da pele com arestas cortadas ou poeiras.
Manutenção do corte por plasma de aço inoxidável
O corte de aço inoxidável coloca exigências adicionais ao equipamento de corte por plasma.
Cuidados e substituição de consumíveis
Inspecionar os bicos e os eléctrodos após cada grande sessão de corte. O aço inoxidável acelera o desgaste destes componentes.
Limpe regularmente os consumíveis para remover salpicos e acumulações. Isto prolonga a sua vida útil e mantém a qualidade do corte.
Substitua os consumíveis como um conjunto e não individualmente. Isto assegura um alinhamento correto e um desempenho consistente.
Requisitos de limpeza do sistema
Os sistemas de filtragem necessitam de uma atenção mais frequente quando se corta aço inoxidável. O teor de crómio pode criar partículas de pó mais finas.
Limpe as protecções da tocha com mais frequência quando cortar aço inoxidável. A acumulação de material altera os padrões de fluxo de gás e afecta a qualidade do corte.
Os lençóis de água ou os sistemas de recolha devem ser limpos regularmente, uma vez que o corte em aço inoxidável produz mais partículas finas que podem entupir os sistemas.
Conclusão
O corte por plasma é uma óptima forma de cortar aço inoxidável. Funciona mais rapidamente do que muitos outros métodos e pode lidar com chapas finas e placas grossas. As arestas são limpas e necessitam de pouco acabamento. Com as definições, peças e gases corretos, pode obter excelentes resultados para qualquer projeto em aço inoxidável.
Precisa de ajuda com os seus projectos de corte de aço inoxidável? Os nossos engenheiros podem recomendar o melhor equipamento e técnicas para as suas necessidades. Contate-nos hoje para obter aconselhamento especializado e soluções de corte de alta qualidade.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
