Ao cortar peças metálicas, a precisão, a qualidade das arestas e o controlo de custos entram frequentemente em conflito. Os fabricantes lutam para encontrar um equilíbrio entre velocidade e qualidade. O corte a laser de nitrogénio tornou-se uma escolha de eleição para as indústrias que necessitam de cortes limpos, rápidos e de alta qualidade sem pós-processamento. Então, o que é que o torna diferente?
O corte a laser com nitrogénio utiliza gás nitrogénio de alta pressão para soprar o material fundido, evitando a oxidação. Isto resulta em arestas suaves e sem rebarbas, sem descoloração. É ideal para cortar aço inoxidável, alumínio e outros metais onde a aparência e a precisão são importantes. Ao contrário dos cortes assistidos por oxigénio, produz acabamentos mais limpos e ajuda a evitar a necessidade de tratamentos secundários.
O corte a laser de nitrogénio oferece vantagens substanciais. Vamos explicar como funciona, porque é importante e onde é utilizado atualmente.
O que é o corte a laser com nitrogénio?
O corte a laser com nitrogénio é um processo em que um feixe de laser de alta potência funde o metal e o gás nitrogénio sopra o material fundido. Este método corta o metal de forma limpa, sem queimar ou deixar marcas de oxidação.
O laser faz o corte, enquanto o nitrogénio actua como gás de proteção. O gás mantém as arestas cortadas frias e impede-as de reagir com o oxigénio. Isto cria um acabamento brilhante e sem rebarbas, especialmente em aço inoxidável e alumínio. O corte a laser com nitrogénio é normalmente utilizado em indústrias onde a qualidade e o aspeto do corte são cruciais.
O papel do azoto nos processos de corte a laser
O nitrogénio é um gás inerte. Isto significa que não reage com o metal quente durante o corte. Quando utilizado sob alta pressão, o nitrogénio limpa o metal derretido sem causar ferrugem, incrustações ou descoloração.
Em comparação com o corte com oxigénio, o corte com azoto resulta em arestas mais limpas. O oxigénio favorece a combustão, o que pode deixar uma superfície rugosa e uma aresta mais escura. O nitrogénio, por outro lado, mantém a superfície do metal brilhante e lisa. Isto reduz a necessidade de lixamento, polimentoou outras etapas de acabamento.
Como funciona o corte a laser com nitrogénio?
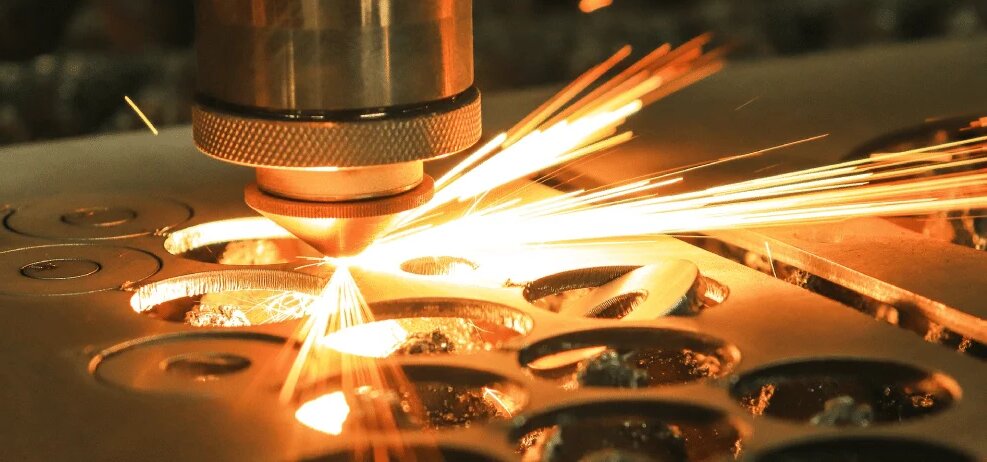
O corte a laser funciona fazendo incidir um feixe de luz de alta energia sobre uma superfície metálica. O calor do feixe derrete ou vaporiza o material. No corte por laser de azoto, um fluxo de gás de azoto sopra o metal fundido e arrefece rapidamente a área.
O sistema é composto por três componentes principais: a fonte de laser, o sistema de distribuição do feixe e o bocal para o gás. O laser fornece calor, a ótica guia o feixe e o bocal fornece nitrogénio a alta pressão para a zona de corte. O gás mantém o oxigénio afastado, o que ajuda a evitar bordos queimados ou escuros.
Geração de laser e focagem do feixe
O laser provém de uma fonte de fibra ou de CO₂. Este laser é focado num pequeno ponto utilizando lentes ou espelhos. O feixe focado aquece a superfície metálica a milhares de graus em milissegundos.
A qualidade da focagem do feixe afecta a largura e a profundidade do corte. Um feixe bem focado cria cortes estreitos e cantos afiados. Quanto melhor for a focagem, menos calor se espalha para o metal circundante, reduzindo a deformação.
Interação entre o azoto e os materiais
Quando o laser funde o metal, o azoto é libertado através do mesmo bocal. Este atinge a zona quente a alta pressão, normalmente entre 10 e 20 bar. O azoto arrefece o corte e empurra os pedaços fundidos.
Como o azoto não reage com o metal, deixa a superfície limpa. Não se formam óxidos. Isto é especialmente útil para o aço inoxidável e o alumínio, que podem manchar facilmente quando expostos ao oxigénio.

Vantagens do corte a laser com nitrogénio
O corte a laser com nitrogénio destaca-se pela sua qualidade e fiabilidade. Vejamos como cada vantagem funciona no fabrico real.
Qualidade de corte e acabamento de borda superiores
O corte com nitrogénio proporciona um rebordo suave e limpo. As linhas de corte são nítidas e rectas. Não há marcas de queimadura ou acumulação de escória. Isto reduz a necessidade de polimento ou lixagem adicional.
Corte sem oxidação para resultados perfeitos
O azoto protege a superfície metálica durante o corte. Impede que o oxigénio chegue à zona quente. Isto mantém as arestas brilhantes, especialmente em aço inoxidável e alumínio.
Precisão melhorada para desenhos intrincados
O corte a laser de nitrogénio funciona bem para peças com cortes finos e cantos apertados. O laser pode seguir formas pormenorizadas com facilidade. Uma vez que o gás elimina instantaneamente a fusão, mesmo os pequenos orifícios e arestas afiadas saem limpos.
Compatibilidade de materiais
O corte a laser com nitrogénio é mais eficaz em metais específicos. Alguns materiais respondem bem ao processo. Outros podem não ser adequados devido ao custo, à reatividade ou à espessura.
Melhores metais para corte a laser com nitrogénio
O corte com nitrogénio funciona bem com metais que necessitam de um acabamento limpo e sem oxidação. Aqui estão as melhores escolhas:
Aço inoxidável
O aço inoxidável é o material mais comum para o corte com nitrogénio. O nitrogénio mantém a superfície brilhante e livre de ferrugem. Protege o teor de crómio no aço da reação com o oxigénio.
Alumínio
O alumínio é cortado de forma limpa com nitrogénio. O gás evita manchas escuras e mantém a superfície brilhante. Isto é útil para peças utilizadas em produtos electrónicos, aeroespaciais ou de visualização.
Titânio
O titânio necessita de um corte limpo sem reação superficial. O nitrogénio evita a oxidação e preserva a resistência da peça. Isto é útil em aplicações aeroespaciais, médicas e de ferramentas de precisão.
Materiais não adequados para o corte com azoto
Alguns materiais não são ideais para o corte por nitrogénio:
- Aço-carbono espesso: O nitrogénio não tem o calor extra de uma reação de oxigénio. Tem dificuldades com placas de carbono espessas ou pesadas.
- Cobre e latão: Estes metais reflectem demasiado calor. Precisam de ajustes especiais ou de revestimentos absorventes para cortar bem.
- Não-metais (plásticos, madeira): O corte a laser com nitrogénio foi concebido para metais. Outros materiais podem queimar ou fundir-se de forma irregular.
Comparação do corte por laser de azoto com outros métodos
Para ver como o corte a laser de nitrogénio se compara com outros métodos, aqui está uma visão geral lado a lado. Esta tabela destaca as principais diferenças em termos de desempenho, qualidade e utilização.
| Aspeto | Corte a laser de nitrogénio | Corte a laser assistido por oxigénio | Corte a laser CO₂ |
|---|---|---|---|
| Velocidade de corte | Moderado | Rápido | Moderado |
| Qualidade do rebordo | Bordos muito limpos e brilhantes | Bordos escuros com oxidação | Pode apresentar uma coloração térmica ou marcas de queimadura |
| Oxidação | Sem oxidação | Sim, oxidação intensa | Possível, consoante o material |
| Pós-processamento | Normalmente não é necessário | Necessário para a maioria das peças | Por vezes necessário |
| Melhor para | Aço inoxidável, alumínio, peças decorativas | Aço-carbono espesso, peças estruturais | Não metais, chapas mais grossas |
| Reação de gás | Inerte (sem reação) | Reativo (aumenta a combustão) | N/A (focagem na fonte laser) |
| Compatibilidade de materiais | Excelente com metais | Melhor com aço-carbono | Limitado a metais reflectores |
| Custos operacionais | Mais baixo | Moderado a elevado | Mais elevado devido ao gás e à manutenção |
| Tipo Laser | Normalmente utilizado com lasers de fibra | Normalmente utilizado com lasers de fibra | Lasers de gás CO₂ |
| Manutenção | Baixo | Baixo a médio | Elevada (utiliza espelhos e mistura de gases) |
| Precisão | Alto | Médio | Médio |
Aplicações industriais do corte por laser de azoto
O corte a laser com nitrogénio é utilizado em indústrias onde a precisão, as arestas limpas e a qualidade do material são fundamentais. Abaixo estão os campos comuns onde este processo acrescenta um valor substancial.
Aeroespacial
As peças aeroespaciais requerem tolerâncias apertadas e acabamentos suaves. O corte com nitrogénio satisfaz estas necessidades sem adicionar danos térmicos. Peças como coberturas de suportes e estruturas de precisão beneficiam de cortes limpos e sem oxidação.
Fabrico de dispositivos médicos
As peças médicas devem estar limpas e isentas de corrosão. O corte com azoto evita a queima de arestas e a ferrugem superficial. Isto é ideal para ferramentas cirúrgicas, estruturas de implantes e armários em aço inoxidável.
Automóvel
No sector automóvel, peças como os painéis, colchetesO corte de chapas metálicas, bem como o corte de caixas, requerem precisão e uma superfície lisa. Os cortes com nitrogénio ajudam a evitar deformações e falhas na superfície, especialmente em chapas metálicas finas.

Dicas de otimização de processos
A configuração adequada é crucial para obter resultados consistentes e de alta qualidade com o corte a laser de azoto. Seguem-se dicas baseadas em dados, utilizadas por operadores experientes em produções reais.
Design do bocal e altura do foco
Para cortar chapas de aço inoxidável entre 1 mm e 6 mm de espessura, os diâmetros de bocal padrão variam entre 1,0 mm e 2,0 mm.
- Utilizar bicos de 1,2 mm para chapas finas (1-3 mm) para um fluxo de gás focalizado.
- Utilizar bicos com diâmetros de 1,5-2,0 mm para chapas mais grossas (4-6 mm) para facilitar um melhor fluxo de gás.
Altura da focagem é normalmente fixado em +0,5 mm a +1,0 mm acima da superfície da chapa quando se utiliza azoto.
- Um foco de +1,0 mm é comum para o aço inoxidável de 3 mm para equilibrar a velocidade de corte e a qualidade da aresta.
- Uma focagem demasiado baixa pode causar escórias devido a uma fraca saída de gás. Um foco demasiado alto provoca a desfocagem do feixe e reduz a eficiência do corte.
Definições da pressão do gás
A pressão do gás nitrogénio deve ser adaptada à espessura do material e ao tamanho do bocal:
| Material Espessura (mm) | Pressão de azoto recomendada (bar) |
|---|---|
| 1-2 | 8-10 |
| 3-5 | 12-16 |
| 6-10 | 16-20 |
O nitrogénio a alta pressão (acima de 15 bar) é crucial quando se corta aço inoxidável superior a 4 mm ou alumínio para manter um corte limpo e sem oxidação.
A utilização de uma pressão inadequada resultará em escória e num mau acabamento dos bordos. Uma pressão excessivamente alta pode causar turbulência na zona de fusão, resultando num corte mais largo.
Ajustes de potência e velocidade do laser
Eis os valores típicos utilizados num sistema laser de fibra de 3 kW:
| Material | Espessura (mm) | Potência (kW) | Velocidade de corte (mm/min) |
|---|---|---|---|
| Aço inoxidável | 1 | 1.5-2.0 | 6000-8000 |
| Aço inoxidável | 3 | 2.5-3.0 | 2000-3000 |
| Alumínio | 2 | 2.0-2.5 | 3000-4500 |
| Titânio | 2 | 2 | 1800-2500 |
Uma potência mais elevada permite um corte mais rápido, mas está sempre em equilíbrio com o tipo de material e o suporte de gás. Velocidades mais lentas produzem cortes mais suaves em peças grossas. Os materiais finos beneficiam de uma velocidade mais elevada para evitar o sobreaquecimento.
Para formas complexas ou furos pequenos, reduza a velocidade em 20-30% e diminua ligeiramente a potência para evitar queimar as bordas.
Desafios e Limitações
O corte a laser de nitrogénio oferece muitas vantagens, mas não é perfeito para todos os trabalhos. Existem várias considerações importantes que devem ser tidas em conta durante o planeamento da produção.
Considerações sobre os custos da utilização de azoto
A utilização de gás nitrogénio no corte a laser pode ser mais dispendiosa do que a utilização de oxigénio. O gás tem de ser altamente puro e fornecido a alta pressão. Isto pode levar a custos de funcionamento mais elevados, especialmente se cortar grandes volumes todos os dias.
Além disso, o nitrogénio não adiciona calor como o oxigénio. Assim, o laser precisa de fazer mais do trabalho. Isto pode resultar em tempos de corte mais longos e maior consumo de energia, dependendo do material e da espessura.
Embora o corte final tenha melhor aspeto e exija menos limpeza, o processo em si pode ser mais dispendioso. As lojas precisam de decidir se o acabamento mais limpo vale o maior consumo de gás.
Limitações de espessura no corte de materiais
O nitrogénio funciona melhor em metais de espessura fina a média. Proporciona cortes nítidos e limpos em chapas metálicas, especialmente em aço inoxidável e alumínio.
Mas ao cortar peças mais grossas, o nitrogénio torna-se menos eficiente. É necessário mais tempo e esforço para cortar profundamente em materiais pesados. O laser pode também ter dificuldade em limpar o metal fundido sem a ajuda de gases reactivos, como o oxigénio.
Se o seu trabalho envolve o corte de chapas de aço espessas ou peças pesadas, o nitrogénio pode não ser a melhor escolha. Outros métodos podem ser mais rápidos e mais económicos para esses trabalhos.
Conclusão
O corte a laser com nitrogénio proporciona arestas limpas, elimina a oxidação e atinge uma elevada precisão. É ideal para aço inoxidável, alumínio e titânio em indústrias que necessitam de exatidão e de um acabamento de qualidade. Funciona melhor para materiais finos a médios e proporciona resultados consistentes em produções de grande volume.
Procura um corte de metal limpo e de alta precisão sem polimento adicional? Contacte-nos hoje para obter um orçamento gratuito e aconselhamento especializado para o seu próximo projeto.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
