Uma peça soldada nunca está "acabada" no momento em que o arco pára. Os componentes soldados podem ter um aspeto completamente diferente, dependendo da forma como a sua superfície é tratada após a união. Algumas peças apresentam cordões de soldadura e ondulações visíveis, enquanto outras aparecem como uma peça de metal lisa e contínua, sem vestígios da costura.
O acabamento não é apenas um trabalho visual. Uma superfície que retenha buracos, fendas ou cordões de soldadura de elevada rugosidade pode reter humidade, descolorir durante o revestimento e tornar-se o ponto de partida para a corrosão. Para produtos utilizados em ambientes médicos, alimentares ou exteriores, o estado da superfície tem impacto na higiene, no custo de vida útil e até na conformidade regulamentar.

Em muitas indústrias, o acabamento da soldadura afecta diretamente:
| Fator de desempenho | Influência do acabamento da soldadura |
|---|---|
| Resistência à corrosão | As superfícies rugosas retêm os contaminantes → a ferrugem inicia-se mais rapidamente |
| Aderência do revestimento | Os picos/vales criam uma espessura inconsistente e um risco de descamação |
| Estética | As pérolas visíveis reduzem a perceção do valor do produto final |
| Saneamento | Os poros e as ondulações retêm as bactérias, difíceis de esterilizar |
| Custo do ciclo de vida | Mau acabamento = repintura, polimento ou substituição mais cedo |
O que é exatamente um acabamento de soldadura?
Um acabamento de soldadura refere-se ao estado de pós-processamento de uma junta soldada - quer permaneça intacta, seja ligeiramente misturada ou polida para criar uma superfície lisa e ininterrupta. A soldadura de base pode ser efectuada utilizando soldadura TIG, MIG, laser ou por arco pulsado, mas o acabamento começa depois de a junta estar estruturalmente completa.
Diferentes métodos de soldadura criam diferentes texturas iniciais:
| Método de soldadura | Perfil de soldadura típico | Dificuldade pós-final | Notas |
|---|---|---|---|
| TIG | Conta lisa e estreita | Baixo | Ideal para acabamentos cosméticos ou sanitários |
| MIG | Conta mais alta, alguns salpicos | Médio | Necessita de ser misturado antes do revestimento |
| Laser | Muito fina, baixa distorção | Muito baixo | Melhor opção quando é necessária pouca visibilidade |
| Vara/Arco | Escória pesada, talão áspero | Alto | Raramente utilizado quando a qualidade visual é importante |
No fabrico de cosméticos em aço inoxidável, a rugosidade final da superfície tem frequentemente como objetivo Ra ≤ 0,8-1,2 µm. Em estruturas de aço estrutural onde o acabamento não é visível, ou não é revestido, Ra 3,0-6,0 µm é aceitável. Esta diferença traduz-se diretamente em mão de obra, custo, tempo e dificuldade de polimento.
Como escolher um nível de acabamento da maneira correta?
Um acabamento nunca deve ser escolhido apenas pelo hábito ou pelo preço. A decisão correta resulta de três questões fundamentais:
1. Onde é que a soldadura vai existir - escondida ou à vista?
Se ninguém vir a soldadura e se a peça estiver localizada dentro de um armário, estrutura de máquina ou sob uma cobertura, um acabamento estrutural é suficiente. Remover ou polir os cordões de soldadura neste caso desperdiça custos sem melhorar o desempenho. No fabrico de grandes volumes, selecionar um acabamento básico em vez de um acabamento cosmético pode reduzir o tempo de pós-processamento em 40-70%.
Se a soldadura for visível, o padrão aumenta. Para caixas exteriores, fachadas em aço inoxidável, trabalhos em metal para arquitetura ou produtos destinados ao consumidor, a qualidade do acabamento torna-se parte integrante da experiência global do produto. A suavidade, o grão uniforme e as transições perfeitas moldam o valor percebido muito mais do que os compradores imaginam.
| Localização | Prioridade de conclusão |
|---|---|
| Interno/oculto | Força > aparência |
| Visível mas revestido | Suficientemente suave para uma película uniforme |
| Visível, sem revestimento | Preferencialmente sem costuras / de baixa rugosidade |
2. Com que material e espessura está a trabalhar?
O material dita a distância que se pode terminar sem correr o risco de distorção.
- O alumínio conduz rapidamente o calor → sobreaquece facilmente durante a trituração
- O aço inoxidável apresenta descoloração → requer um polimento controlado
- O aço-carbono aceita a retificação, mas pode necessitar de tratamento de superfície para evitar a ferrugem
As chapas metálicas finas (<2,0 mm) não suportam uma retificação pesada sem se deformarem.
O aço estrutural espesso (superior a 4,0 mm) pode ser alisado de forma agressiva com um risco mínimo.
Uma boa regra para a tomada de decisões:
| Material | Estratégia de acabamento recomendada |
|---|---|
| Alumínio | Soldadura de baixo calor + mistura controlada (partes visíveis) |
| Aço inoxidável | Acabamento com base nos requisitos de RA e necessidades de higiene |
| Aço carbono | O acabamento depende mais do plano de revestimento do que apenas da visibilidade |
A peça vai ser revestida, anodizada ou deixada exposta?
Uma soldadura rugosa pode ser aceitável em bruto, mas desastrosa depois de revestida. A anodização amplifica especialmente os defeitos, transformando uma pequena ondulação numa auréola visível. O acabamento que escolher agora determina se o revestimento da superfície será bem sucedido mais tarde.
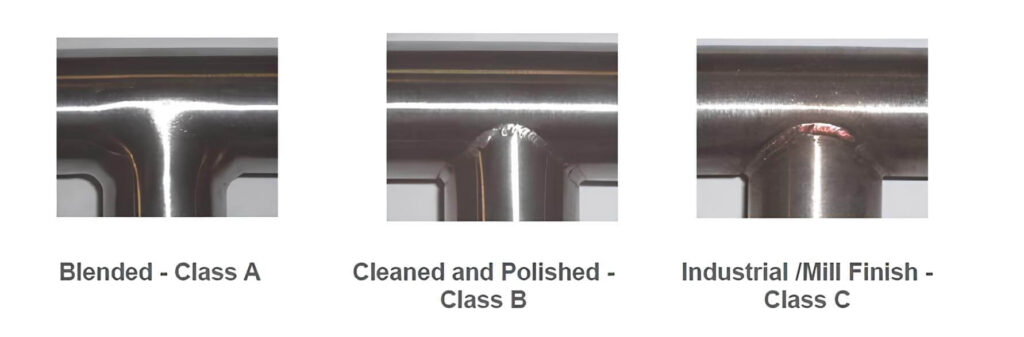
Explicação dos níveis de acabamento de soldadura
Uma vez definidos o objetivo e o material da peça, o passo seguinte é escolher o nível correto de acabamento da soldadura. A maioria dos projectos de fabrico de metal enquadra-se numa de três categorias principais - Classe A, Classe B e Classe C - cada uma oferecendo um equilíbrio diferente entre custo, aspeto e desempenho.
Classe C - Acabamento estrutural (sem trabalhos cosméticos)
As soldaduras de classe C são deixadas no seu estado natural. O cordão de soldadura permanece visível, sendo aceitáveis pequenos salpicos e manchas de calor, desde que a resistência estrutural seja mantida. Não é efectuado qualquer esmerilamento ou polimento, a não ser que as arestas de segurança exijam uma ligeira limpeza.
Este acabamento é ideal para estruturas de máquinas interiores, suportes de reforço, juntas de suporte de carga e componentes que não serão visíveis para o utilizador final. A remoção ou o polimento da soldadura não traz benefícios em termos de desempenho e apenas aumenta os custos de mão de obra.
Caraterísticas típicas
- Cordão de soldadura totalmente exposto
- Rugosidade da superfície aprox. Ra 3,0-6,0 μm
- Sem mistura ou suavização
Nível de custos
- Base de referência = 1,0× (custo mais baixo, execução mais rápida)
Melhor para
- Soldaduras ocultas no interior dos conjuntos
- Peças de resistência crítica onde a aparência não é importante
- Componentes que serão revestidos a pó e visualmente ocultos
Se for escolhido incorretamente
- A textura pode telegrafar através do revestimento
- O aspeto pode parecer inacabado nas superfícies exteriores
Utilizar a classe C quando o objetivo é o desempenho e o polimento não proporciona qualquer retorno mensurável.
Classe B - Acabamento semi-cosmético (custo equilibrado + qualidade visual)
A Classe B é um acabamento de soldadura misturado que suaviza os sulcos e alisa a altura do cordão visível sem remover totalmente os vestígios da junta. A superfície permanece ligeiramente texturada, mas suficientemente lisa para revestir uniformemente. Este é o acabamento mais comum para peças industriais visíveis onde é essencial uma apresentação limpa, mas não é necessário um polimento espelhado completo.
Caraterísticas típicas
- Cordão de soldadura ligeiramente misturado e amaciado
- Rugosidade da superfície aprox. Ra 1,6-2,4 μm
- A soldadura ainda é visível numa inspeção atenta
Nível de custos
- ~1,2×-1,5× o custo da classe C
Melhor para
- Caixas com revestimento em pó ou pintadas
- Faces visíveis de máquinas ou armários
- Projectos que necessitam de um acabamento profissional mas não de luxo
Vantagens
- Melhora a aderência do revestimento e a uniformidade da película
- Reduz o risco de linhas de halo e casca de laranja após a cura
Se uma peça é visível e vai ser revestida, a Classe B é frequentemente a escolha mais económica.
Classe A - Acabamento cosmético completo (superfície sem costuras de qualidade superior)
O acabamento de soldadura de classe A elimina totalmente o perfil do cordão e mistura a costura com o material circundante. O resultado é uma superfície lisa e contínua com uma transição visual mínima. Os expositores de aço inoxidável e alumínio utilizam frequentemente este acabamento quando a aparência é uma caraterística que define o produto.
São necessários vários passos de abrasão - remoção grosseira, mistura, acabamento fino e, por vezes, polimento espelhado. O calor deve ser cuidadosamente controlado, especialmente em chapas metálicas finas, para evitar distorções.
Caraterísticas típicas
- Sem forma de talão visível ou linha de transição
- A soldadura funde-se com a superfície a uma distância de observação normal
- Rugosidade tipicamente ≤ Ra 0,8-1,2 μm
Nível de custos
- ~2×-4× o custo da classe C, dependendo do comprimento da costura + dureza do material
Melhor para
- Produtos de aço inoxidável visíveis para o cliente
- Estruturas de exposição, metais para venda a retalho, painéis arquitectónicos
- Peças que são tocadas, julgadas, vendidas e avaliadas de perto
Se estiver mal acabado
- A sombra da soldadura diminui a qualidade percebida
- Risco de descoloração se não for repassivado
- O custo do retrabalho aumenta significativamente após o revestimento
Como o acabamento da solda afeta cada tratamento de superfície?
Um acabamento de soldadura determina se os revestimentos aderem de forma limpa ou revelam imperfeições sob a superfície. O acabamento correto evita falhas, enquanto o incorreto amplia todas as falhas que se seguem.
Revestimento em pó
Revestimento em pó A espessura média é de 60-120 μm.
Se a soldadura for irregular, o pó acumula-se mais espesso nos picos e mais fino nos vales, resultando em variações de textura e brilho. A classe B é a base de referência mais fiável - suficientemente lisa para uma produção uniforme, mas não excessivamente processada.
- Funciona melhor com a classe B
- Evitar a classe C em bruto se o talão tiver de desaparecer
- A classe A só é necessária para acabamentos em pó de qualidade superior e ultra-suaves
Pintura húmida / Revestimento líquido
A tinta é mais fina do que o pó (25-60 μm), pelo que o perfil da superfície é mais visível. Uma soldadura ligeiramente misturada é normalmente suficiente, a menos que a peça seja decorativa.
- Adequado para a classe C ou B, consoante a visibilidade
- Não recomendado para painéis frontais estéticos, exceto se forem alisados
Anodização (alumínio)
Anodização amplifica as imperfeições - riscos, ondulações, marcas de tensão e linhas de transição TIG/MIG. As superfícies anodizadas requerem frequentemente a Classe A, especialmente para um acabamento claro ou natural.
- Melhor com a classe A
- A classe B pode funcionar para cores tingidas em que o contraste é menor
- A classe C deve ser evitada - o halo de soldadura torna-se óbvio
Revestimento (Níquel/Crómio/Zinco)
Revestimento segue de perto a microtopografia. Qualquer ondulação da soldadura continuará a ser visível sob a camada metálica. É necessária uma soldadura mista para obter consistência na refletividade.
- Melhor com classe B → A, dependendo do objetivo de refletividade
- Evitar a classe C para metais decorativos ou reflectores
Passivação de aço inoxidável
Passivação melhora a resistência à corrosão, removendo o ferro livre da superfície, mas não consegue esconder a textura. Um acabamento de soldadura refinado expõe menos porosidade e melhora a cobertura química.
- Melhor compatibilidade com a classe B-A
- As aplicações sanitárias requerem um acabamento nivelado + controlo RA
Custo vs Aparência: Evitar os dois erros mais comuns
Só há duas maneiras de o acabamento da soldadura correr mal:
Erro 1 - Acabamento excessivo de componentes ocultos
A retificação de soldaduras em estruturas internas não acrescenta qualquer valor. Aumenta o custo, aumenta o tempo de execução e pode enfraquecer desnecessariamente a junta.
Erro 2 - Subacabamento de peças visíveis ou revestidas
Uma soldadura de Classe C visível torna-se mais visível quando é pintada ou anodizada - especialmente no caso do alumínio - o que conduz a:
- Rejeição do cliente
- Retificação de retrabalho + revestimento
- Danos causados pela garantia ou pela perceção da qualidade
Uma solda $20 hoje pode se tornar um problema $200 após retrabalho, revestimento e perda de mão de obra.
Considerações sobre o desempenho a longo prazo
A qualidade do acabamento influencia a durabilidade e não apenas a aparência.
| Fator | Sem acabamento adequado (classe C aplicada incorretamente) | Com acabamento correto (classe B/A) |
|---|---|---|
| Resistência à corrosão | Os contaminantes ficam nos poros → a ferrugem inicia-se mais rapidamente | Menos locais de armadilhas = maior longevidade |
| Limpeza | As costuras ásperas retêm os resíduos | As soldaduras lisas limpam-se facilmente |
| Resistência à vibração | As tensões concentram-se nos picos dos talões | As transições polidas reduzem o risco de fissuração |
| Higiene | As bactérias fixam-se nas fendas | O acabamento sanitário evita a proliferação de bactérias |
Em ambientes de fabrico de produtos alimentares, farmacêuticos, médicos e laboratoriais, o acabamento da soldadura é um requisito funcional e não apenas uma preferência estética.
Conclusão
Escolher o acabamento de soldadura correto não tem a ver com perfeição - tem a ver com objetivo. O acabamento correto é aquele que está alinhado com a visibilidade, o método de revestimento, o ambiente e o desempenho ao longo da vida útil. Quando estes elementos são combinados no início do projeto, o resultado são peças mais fortes, mais limpas e mais fiáveis - fornecidas sem custos desnecessários.
Pronto para selecionar o acabamento perfeito para o seu próximo projeto? Ajudamos engenheiros e fabricantes a escolher o acabamento que melhor se adapta às suas necessidades, tendo em conta a função, o custo e o desempenho do revestimento - desde soldaduras estruturais de Classe C a superfícies inoxidáveis sem soldadura de Classe A. Carregar ficheiros ou contactar a nossa equipa de engenharia para receber um orçamento rápido e exato.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
