As prensas servo estão a mudar a forma como os fabricantes lidam com a conformação de precisão. Estas máquinas utilizam movimentos programáveis, feedback em tempo real e uma elevada eficiência energética. Esta combinação proporciona aos operadores um nível de controlo que as prensas mecânicas e hidráulicas não podem oferecer.
A escolha da servo-prensa correta envolve mais do que verificar a tonelagem ou o preço. Os compradores devem fazer corresponder as capacidades da máquina aos seus objectivos de produção, à forma das peças e à precisão necessária. Este alinhamento ajuda a evitar um equipamento com fraco desempenho e custos inesperados.
Este artigo descreve as principais especificações técnicas a considerar antes de adquirir uma servo-prensa. Cada especificação está diretamente relacionada com a qualidade da peça, o custo de funcionamento e o retorno do investimento. O objetivo é ajudar os engenheiros e compradores a tomar decisões claras e baseadas em dados.
Compreender as necessidades da sua aplicação
Antes de examinar as tabelas de tonelagem ou os dados do catálogo, defina as suas necessidades reais de produção. Montagem de precisão, conformação rasa e desenho profundo todos necessitam de uma mistura diferente de força, curso e controlo de movimento.
Tipo de material e espessura
O primeiro passo é identificar o material e as suas propriedades básicas. A resistência e a espessura do material afectam diretamente as definições de força e movimento de formação.
Os materiais duros, como o aço inoxidável ou o titânio, requerem uma força maior. Também necessitam de um movimento mais lento perto do fundo, especificamente no centro, para reduzir fissuras e danos na superfície. Os materiais mais macios, como o alumínio ou o cobre, permitem ciclos mais rápidos. No entanto, continuam a necessitar de um controlo preciso para evitar a dobragem ou a distorção da forma.
Perceção de engenharia: A força de conformação aumenta quase linearmente com a espessura do material e o limite de elasticidade.
Por exemplo, uma peça de aço macio de 2 mm pode necessitar de cerca de 35-40 kN de força. A forma exacta, feita de aço inoxidável, pode necessitar de uma carga de 60-70 kN.
Por este motivo, os engenheiros devem sempre calcular primeiro a carga de formação necessária. A classificação da prensa deve então ser pelo menos 20-30% superior a esse valor. Esta margem de segurança ajuda a manter a qualidade estável da peça quando as propriedades do material mudam entre lotes.
Volume de produção e tempo de ciclo
O seu volume de produção afecta mais do que apenas o tamanho da prensa. Também define a durabilidade e a eficiência exigidas à máquina durante o funcionamento diário.
Para peças pequenas e componentes electrónicos, as servo-prensas de 1-5 toneladas funcionam frequentemente a 30-60 cursos por minuto em modo de curso curto. Estas máquinas conseguem ainda manter a repetibilidade ao nível do micrómetro, mesmo a velocidades mais elevadas.
A produção de grandes volumes coloca a prensa sob tensão durante longos períodos. Nestes casos, o controlo estável da temperatura e o baixo desgaste mecânico tornam-se críticos. Para produções de baixo volume ou trabalho de protótipo, o foco muda. A flexibilidade torna-se mais valiosa do que a velocidade máxima.
Sugestão de design: Escolha uma prensa que possa armazenar vários programas de movimento. A configuração digital rápida reduz o tempo de inatividade e facilita a produção de pequenos lotes sem comprometer a precisão.
Tipo de processo e complexidade de formação
Cada processo de conformação responde de forma diferente à força aplicada. Estampagem, cunhageme flexão dependem de um impacto rápido. A estampagem profunda e a união de precisão requerem uma pressão lenta e constante com um curto intervalo de tempo perto do fundo, centrado com precisão. Este tempo de espera ajuda a reduzir dorso da mola e danos na superfície.
As prensas servo lidam muito bem com estas diferenças. O carro pode abrandar durante a formação, fazer uma pausa para libertar a tensão interna e depois acelerar no curso de retorno. Tudo isto ocorre num único ciclo programado.
Este nível de controlo torna as prensas servo adequadas para linhas de produção complexas. Uma estação pode lidar com a conformação, inserção e montagem sem exigir mudanças de máquina.
Exemplo: Na formação de separadores de baterias de veículos eléctricos, os engenheiros podem reduzir a velocidade de deslizamento de 250 mm/s para 30 mm/s perto do contacto. Esta alteração pode reduzir a altura das rebarbas em mais de 40%. O resultado é uma superfície mais limpa e uma melhor qualidade de ligação.
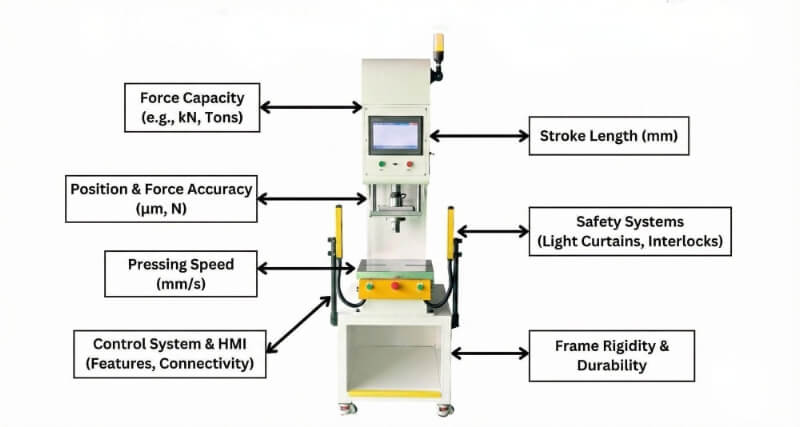
Especificações técnicas principais
Depois de definir as necessidades do seu processo, reveja as principais especificações técnicas da prensa servo. Estes valores demonstram as verdadeiras capacidades da máquina em termos de capacidade de conformação, precisão de controlo e espaço de atualização.
Tonelagem nominal e curva de força
A tonelagem nominal indica a força máxima contínua que a prensa pode fornecer numa posição de curso específica. Este ponto está normalmente localizado a alguns milímetros acima do fundo, centrado diretamente.
Nas prensas servo, a força utilizável mantém-se elevada numa gama de cursos muito mais ampla. Este comportamento difere do das prensas mecânicas, onde a força cai rapidamente quando a manivela se afasta do seu ângulo máximo.
Antes de selecionar uma máquina, os engenheiros devem calcular a carga de formação necessária para garantir que a máquina é adequada para a tarefa. Uma fórmula comum é
F = K × L × t × σ
Aqui, K representa o fator de processo. L é o comprimento de corte ou de enformação. t é a espessura do material. σ é a resistência do material.
Depois de calcular a carga, a classificação da prensa deve ser pelo menos 20-30% superior. Esta margem ajuda a absorver as variações nas ferramentas, nos lotes de material e na geometria da peça.
Perceção de engenharia: Uma curva de força-deslocamento estável suporta um fluxo de material uniforme. Também reduz o desgaste da matriz e melhora a consistência do processo a longo prazo.

Comprimento do curso e gama de ajuste
O comprimento do curso refere-se à distância que a corrediça percorre num ciclo. Esta distância de movimento afecta a velocidade, o consumo de energia e a estabilidade do processo.
A maioria das servo-prensas compactas oferece uma gama de cursos ajustáveis de cerca de 50-200 mm. Os operadores podem definir esta gama diretamente através do sistema de controlo. Um curso mais curto permite uma conformação pouco profunda. Aumenta a velocidade e reduz o consumo de energia. Um curso mais longo permite a estampagem profunda e ferramentas de várias fases.
As prensas servo permitem o ajuste digital do curso. Não são necessárias alterações mecânicas. Esta caraterística permite uma configuração mais rápida e ajuda a adequar o curso a cada tipo de peça. Uma melhor correspondência melhora o rendimento e aumenta a vida útil da ferramenta.
Sugestão de design: Um curso bem afinado reduz o desperdício de movimento. Em muitos casos, pode reduzir o curso não produtivo em 25-30%, o que aumenta diretamente a produção global.
Perfil de velocidade e movimento do slide
O controlo servo permite aos engenheiros conceber curvas de movimento em vez de se basearem em velocidades fixas da manivela. A corrediça pode mover-se rapidamente durante a aproximação, abrandar no contacto, manter-se em repouso por breves instantes para controlar o retorno elástico e depois regressar a alta velocidade.
Uma sequência de movimentos típica pode ter o seguinte aspeto:
Aproximação rápida a 300 mm/s → Formação a 30 mm/s → Permanência durante 0,3 s → Retorno a 250 mm/s.
Este tipo de movimento reduz as vibrações e limita o impacto sobre a matriz. Também melhora a consistência do tamanho da peça de um ciclo para o outro.
Perceção de engenharia: Uma desaceleração suave e uma curta permanência perto do ponto morto inferior podem prolongar a vida útil da matriz em 20-40%. Esta vantagem é evidente nos processos de conformação e união de precisão.

Altura de trabalho e tamanho da mesa
A altura de trabalho é a distância entre a corrediça e a almofada na parte inferior, em ponto morto. Esta dimensão afecta o ajuste da ferramenta e o acesso do operador durante a configuração e a produção.
As pequenas servo-prensas na gama de 1-5 toneladas oferecem normalmente alturas de trabalho ajustáveis de cerca de 150-300 mm. As dimensões das mesas são frequentemente de cerca de 300 × 200 mm. Estas dimensões são adequadas para muitas peças pequenas e conjuntos de precisão.
Deve-se sempre confirmar que a maior matriz cabe na área da mesa. Também deve haver espaço suficiente para o carregamento de material, remoção de peças e colocação de sensores.
Para trabalhos de precisão, as prensas com ranhuras em T ou suportes de ferramentas modulares são mais fáceis de alinhar. Reduzem também o tempo de substituição.
Sugestão de design: Selecione uma mesa que seja 15-20% maior do que as suas ferramentas actuais, permitindo futuras actualizações de automação ou fixação.
Capacidades de precisão e controlo
Depois de os parâmetros mecânicos da prensa terem sido adaptados à sua aplicação, a questão crítica seguinte é: com que precisão pode mover e controlar a força?
Precisão de posição e força
As prensas servo modernas utilizam feedback em circuito fechado para controlar a posição e a força com precisão em tempo real. Codificadores de alta resolução medem a posição do carro com uma precisão de ±0,01 mm. Os sensores de carga incorporados monitorizam as alterações de força com uma precisão de ±1%.
Esta precisão mantém cada curso consistente. É especialmente valiosa para micropeças e montagens que dependem de ajustes de interferência apertados.
Ao contrário das prensas acionadas por manivela, as prensas servo podem ajustar o movimento durante o curso. Quando o sistema detecta um desvio de posição ou uma maior resistência do material, corrige automaticamente o movimento. Este controlo reduz o desgaste da ferramenta e mantém a estabilidade da qualidade da peça durante longos períodos de produção.
Perceção de engenharia: Em tarefas de precisão, como a prensagem de contactos eléctricos, um desvio de curso de apenas 0,02 mm pode alterar a força de inserção em 5-8%. O controlo de feedback do servo evita este problema, fazendo ajustes constantes durante cada ciclo.
Programação de movimentos e interface de software
A programabilidade é a principal vantagem das prensas servo. Os operadores podem criar perfis de movimento personalizados através de um ecrã tátil HMI ou de uma interface de PC. Podem definir a velocidade, a posição, o tempo de paragem e a força em cada fase do curso.
Esta abordagem digital substitui os cames e calços mecânicos. Os engenheiros podem guardar vários programas de movimento para diferentes peças e materiais, permitindo uma operação eficiente. Esta capacidade reduz o tempo de configuração e garante resultados consistentes entre operadores e turnos, assegurando um fluxo de trabalho sem interrupções.
Muitos sistemas modernos apresentam o traço como uma curva de movimento em direto. Os utilizadores podem ajustar os pontos-chave diretamente no ecrã, tornando o ajuste fino mais rápido e intuitivo.
Os tipos de movimento mais comuns incluem:
- Velocidade constante (ideal para a formação geral)
- Pressão constante (para montagem e compressão)
- Controlo híbrido (combinando objectivos de velocidade e de força)
Sugestão de design: Escolha uma prensa que permita o armazenamento e a exportação de parâmetros. Isto suporta a rastreabilidade e torna a documentação PPAP ou ISO 9001 muito mais fácil de gerir.

Monitorização de dados e conetividade
As servo-prensas modernas funcionam como parte de um sistema de produção interligado. Já não são máquinas autónomas no chão de fábrica.
Os modelos mais actuais registam a força, a posição do curso, a velocidade e a contagem de ciclos em tempo real. O sistema mostra estes dados na HMI ou envia-os para o software da fábrica. Os engenheiros podem rever as tendências e detetar desvios no processo antes de aparecerem defeitos.
As prensas avançadas suportam protocolos industriais padrão, como EtherNet/IP, PROFINET e OPC UA. Estas ligações permitem uma integração perfeita com plataformas MES, SCADA ou ERP. O resultado é um melhor planeamento da manutenção, acompanhamento do OEE e resolução remota de problemas.
Perceção de engenharia: Quando os engenheiros analisam os dados de força-deslocamento ao longo do tempo, podem detetar o desgaste da ferramenta ou a fadiga do material semanas antes de as peças falharem a inspeção. Esta abordagem ajuda a reduzir o tempo de inatividade não planeado e a estabilizar a produção.

Eficiência energética e factores de manutenção
A qualidade do produto depende da precisão. O lucro a longo prazo depende da utilização de energia e dos custos de manutenção. As prensas servo sobressaem em ambas as áreas, utilizando a energia de forma eficiente e minimizando o desgaste mecânico.
Consumo de energia e recuperação
As prensas servo funcionam com servomotores eléctricos. Estes motores só consomem energia quando a corrediça se move ou aplica força. Quando o carro abranda ou regressa, a travagem regenerativa capta a energia cinética e envia-a de volta para o sistema de acionamento.
Esta conceção reduz o consumo de energia em cerca de 30-50% em comparação com as prensas mecânicas. As poupanças podem atingir os 70% quando comparadas com os sistemas hidráulicos. Por exemplo, uma prensa servo de 5 toneladas a funcionar 8 horas por dia pode poupar cerca de 8.000-10.000 kWh por ano, dependendo da configuração do ciclo.
Sugestão de design: Procure máquinas que mostrem o consumo de energia na HMI ou que monitorizem a energia por ciclo. Estes dados ajudam os engenheiros a afinar os perfis de movimento e a encontrar perdas de energia durante o tempo de inatividade.

Ruído e funcionamento limpo
As prensas servo funcionam silenciosamente porque utilizam accionamentos eléctricos em vez de óleo hidráulico e ligações mecânicas pesadas. Os níveis de ruído típicos mantêm-se abaixo dos 75 dB. As prensas hidráulicas excedem frequentemente os 90 dB em condições semelhantes.
Este baixo ruído torna as prensas servo adequadas para ambientes limpos e controlados. A montagem de dispositivos médicos e a produção de eletrónica são as mais beneficiadas. O funcionamento sem óleo também elimina o risco de fugas e contaminação.
A baixa vibração protege as ferramentas e melhora o conforto do operador durante turnos longos. Com o tempo, uma configuração limpa e silenciosa melhora as condições do local de trabalho e reduz os custos de conformidade ambiental.
Perceção de engenharia: A vibração mais baixa e a pressão estável ajudam a prolongar a vida útil da matriz em 20-40%. Esta melhoria pode reduzir os custos das ferramentas ao longo de milhares de ciclos de produção.
Acesso para manutenção e durabilidade dos componentes
As prensas servo são construídas para uma longa vida útil. Não utilizam correias, embraiagens ou bombas hidráulicas. Esta conceção reduz drasticamente a manutenção de rotina.
Os principais componentes, como os fusos de esferas e as guias lineares, duram frequentemente mais de 50 milhões de ciclos antes de necessitarem de assistência. Muitas máquinas também incluem sistemas de auto-lubrificação e alertas de diagnóstico incorporados.
A monitorização inteligente monitoriza a contagem de ciclos, a temperatura e a vibração. O sistema pode prever quando é necessário efetuar uma manutenção. Esta abordagem substitui as paragens inesperadas por janelas de manutenção planeadas.
Sugestão de design: Selecione prensas com motores e unidades de acionamento modulares para maior flexibilidade e facilidade de utilização. Os designs modulares facilitam a substituição e mantêm a compatibilidade quando são efectuadas futuras actualizações do sistema de controlo.
Segurança e integração
Uma prensa bem concebida não deve apenas formar com precisão - deve também proteger os operadores, ligar-se à automação e adaptar-se a futuras actualizações.
Características de segurança
A segurança nas servo-prensas assenta em três áreas principais: proteção, prevenção e conformidade. Cada área colabora para garantir a segurança dos operadores e manter uma produção estável.
Protecções fixas, controlos bimanuais e botões de paragem de emergência proporcionam proteção física. A prevenção baseia-se em sensores inteligentes e na deteção de sobrecarga. Quando o sistema detecta uma força ou posição anormal, pára imediatamente o movimento.
A maioria das servo-prensas modernas cumprem os requisitos CE, OSHA ou ISO 13849-1. Esta conformidade permite uma utilização segura em linhas automatizadas e semi-automatizadas. Muitos sistemas também adicionam cortinas de luz, scanners de área e bloqueios de portas para proteger os operadores durante a configuração e manutenção.
Perceção de engenharia: As prensas servo com controlos de segurança certificados podem reduzir o tempo de configuração em 15-20%. Os operadores podem trabalhar dentro de zonas de segurança definidas sem terem de desligar totalmente a máquina.

Compatibilidade de automação
As prensas servo integram-se facilmente com robots, transportadores, alimentadores e sistemas de visão. O seu movimento e temporização podem ser ligados digitalmente através de protocolos como EtherCAT, PROFINET ou Modbus TCP.
Numa configuração típica, um robô carrega uma peça, dá sinal à prensa para funcionar e depois retira a peça acabada. Todas as acções são sincronizadas em milissegundos. Esta coordenação reduz o manuseamento manual e melhora a estabilidade do processo.
Com uma automatização fiável, as prensas servo suportam um funcionamento contínuo e sem rebarbas. Esta capacidade permite que os fabricantes funcionem 24 horas por dia, 7 dias por semana, mantendo uma qualidade e repetibilidade consistentes.
Ao avaliar a preparação para a automatização, verifique se a sua impressora é compatível:
- Múltiplas portas de E/S programáveis
- Comunicação em tempo real com PLCs
- Accionadores externos de arranque/paragem ou de posição
- Integração com sensores ou câmaras de qualidade
Sugestão de design: Se planeia automatizar no futuro, selecione uma prensa com uma arquitetura de comunicação aberta. Isto assegura a compatibilidade com futuras actualizações de robótica ou digitalização da fábrica.

Avaliação do custo total de propriedade (TCO)
O preço é a métrica mais simples de comparar, mas raramente conta a história toda. Duas prensas com preços iniciais semelhantes podem diferir significativamente nos seus custos de vida útil devido a diferenças na utilização de energia, manutenção e tempo de atividade.
Energia e custos operacionais
As prensas servo consomem energia apenas quando a corrediça se move ou aplica força. Quando combinada com a travagem regenerativa, esta abordagem pode reduzir os custos anuais de energia em cerca de 30-50%.
Numa pequena operação que funcione 8 horas por dia, a poupança de energia pode atingir 8.000-10.000 kWh por ano. Esta quantidade é próxima do consumo de energia de duas oficinas médias.
A baixa vibração e o funcionamento sem óleo também reduzem os custos adicionais. As instalações gastam menos em controlo de ruído e evitam o manuseamento de óleo usado.
Sugestão de design: Monitorizar o consumo de energia por ciclo e o custo por peça boa. Estes dois indicadores mostram a eficiência operacional real de uma linha de conformação.

Recuperação da produtividade e da qualidade
A elevada precisão conduz diretamente a um retorno real do investimento. Quando a força de conformação se mantém consistente, o desperdício e o retrabalho diminuem. O movimento programável também reduz a tensão nas ferramentas, o que as ajuda a durar mais tempo.
Em muitas aplicações, manter a repetibilidade dentro de ±0,01 mm pode reduzir as taxas de defeitos em 40-60%. A melhoria exacta depende da conceção da peça e da estabilidade do processo.
O controlo do movimento servo reduz o impacto durante a conformação. Esta redução pode prolongar a vida útil da 20-40% e reduzir os custos de substituição da ferramenta. Ao longo do tempo, estas poupanças acumulam-se. Em linhas de grande volume, o retorno do investimento ocorre frequentemente num prazo de 12 a 18 meses.
Sugestão de design: Ao comparar fornecedores, solicite uma análise detalhada dos custos. O modelo deve incluir a utilização de energia, o custo de manutenção e a redução de resíduos, e não apenas o preço da máquina.
Conclusão
A compra de uma servo-prensa é uma escolha técnica e uma decisão comercial a longo prazo. A máquina certa faz mais do que satisfazer as necessidades actuais de tonelagem ou velocidade. Suporta planos de produção futuros, objectivos de automatização e controlo de custos.
Uma boa decisão começa com uma compreensão clara da sua aplicação e do processo envolvido. A partir daí, reveja cada especificação passo a passo. Concentre-se na tonelagem, comprimento do curso, controlo de movimento, precisão, utilização de energia e segurança. Este método ajuda a garantir que a prensa se adapta à sua operação atual e continua a fornecer valor ao longo do tempo.
Procura ajuda para selecionar a servo-prensa ideal para a sua aplicação específica? A nossa equipa de engenharia pode analisar as suas necessidades de conformação, sugerir a configuração ideal da máquina e avaliar exaustivamente a viabilidade do seu processo. Contate-nos para discutir o seu projeto ou solicitar uma consulta técnica gratuita.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados



Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
