Selecionar a tonelagem correta é uma das decisões mais importantes na escolha de uma servo-prensa. Se a capacidade da prensa for demasiado baixa, a máquina pode não atingir a força de conformação necessária. Isto pode reduzir a precisão da peça e levar a um desgaste prematuro da ferramenta. Se a tonelagem for demasiado elevada, o sistema torna-se mais dispendioso. Também consome mais energia e reduz a capacidade de resposta ao controlo da força.
O fabrico moderno depende da precisão e da eficiência para se manter competitivo. Por este motivo, os engenheiros devem adequar a força da prensa às necessidades reais do processo. Uma correspondência adequada aumenta a qualidade das peças e ajuda a manter os custos operacionais sob controlo.
Este artigo explica como os engenheiros e os compradores estimam a força necessária. Também explica como definir margens de segurança. Por fim, analisa outros factores técnicos que afectam o desempenho da prensa na produção real.

Compreender a tonelagem em prensas servo
Antes de escolher uma máquina, é necessário compreender como funciona efetivamente a tonelagem. Esta secção explica o que a tonelagem representa e como as servo-prensas a aplicam de forma diferente.
O que representa a tonelagem?
A tonelagem, medida em quilonewtons (kN) ou toneladas métricas, define a força máxima de conformação ou de prensagem que uma servo-prensa pode fornecer. Indica a quantidade de resistência que a prensa pode superar ao moldar, unir ou deformar uma peça.
No entanto, muitos compradores interpretam mal esta especificação. A maioria das prensas indica a tonelagem nominal, que representa a força máxima da máquina numa posição de curso específica - frequentemente perto do ponto morto inferior (BDC). Em contrapartida, a força de trabalho é o que a prensa consegue manter ao longo de toda a gama de cursos utilizáveis.
Por exemplo, uma prensa servo classificada com uma tonelagem nominal de 20 kN só pode sustentar esse pico nos últimos 5% do seu curso. Se o seu processo de conformação exigir pressão total no início do curso, a força efectiva pode cair 20 a 30%. É por isso que os engenheiros devem sempre confirmar em que ponto do curso se aplica a força nominal.

Em termos simples, a tonelagem não tem apenas a ver com "a força" da prensa - tem a ver com a forma como essa força é fornecida durante o movimento.
Carga de pico vs. carga contínua
Outro mal-entendido comum é assumir que a tonelagem nominal é igual à capacidade sustentável da máquina. Na realidade, cada servo-prensa tem dois limites:
- Carga de pico - a curta explosão de força máxima que se pode obter durante uma fração de segundo.
- Carga contínua - a força em estado estacionário que o sistema pode suportar sem sobreaquecer ou causar fadiga mecânica.
Por exemplo, uma prensa servo de 10 kN pode manter 10 kN durante 0,5 segundos, mas apenas 6 kN continuamente. Se for utilizada para aplicações de longa permanência ou de formação, exceder essa classificação contínua pode levar à acumulação de calor no motor, queda de binário ou perda de precisão ao longo do tempo.
As prensas servo superam este desafio ao permitirem a programação de controlo força-curso. O controlador pode aplicar a potência máxima apenas quando necessário, reduzir a velocidade antes do contacto e permanecer suavemente no fundo para aliviar o stress. Este movimento preciso não só melhora a consistência da peça, como também prolonga a vida útil da matriz e reduz o consumo de energia.
Desempenho nominal vs. prático
Ao comparar modelos, os engenheiros devem também considerar a forma como cada fabricante define a sua "classe de tonelagem". Duas máquinas classificadas em 50 kN podem apresentar resultados diferentes no mundo real devido a variações no diâmetro do parafuso, na eficiência da transmissão e na conversão binário-força.
Dica prática: Peça sempre a curva de trabalho contínuo da prensa ou o gráfico de força vs. velocidade. Estes gráficos ilustram a tonelagem que a máquina pode fornecer em várias posições de curso e velocidades - a forma mais fiável de confirmar a sua capacidade real.

Método passo a passo para estimar a tonelagem necessária
A seleção exacta da tonelagem começa com um cálculo e validação adequados. Siga estes passos para estimar a força de que o seu processo realmente necessita.
1. Definir os parâmetros do processo e do material
Operações diferentes requerem níveis de força muito diferentes. Uma prensagem ligeira pode necessitar apenas de alguns quilonewtons, enquanto um pequeno processo de moldagem ou cunhagem pode exceder as centenas. Por isso, comece pelo básico:
- Tipo de processo: A operação é de encaixe por pressão, formando, cunhagem, rebitagemou a selagem?
- Propriedades dos materiais: O limite de elasticidade, a dureza e a ductilidade determinam diretamente o grau de resistência.
- Geometria: Áreas de superfície maiores, curvas mais acentuadas e raios mais apertados aumentam a carga localizada.
Por exemplo, o alumínio 6061 (limite de elasticidade ≈ 150 MPa) pode exigir metade da tonelagem do aço inoxidável 304 (≈ 300 MPa) para a mesma geometria.
Em termos simples: quanto mais forte e espesso for o seu material, maior será a tonelagem que a sua servo-prensa deve fornecer.
2. Calcular a necessidade de força básica
Quando se conhece o material e a operação, é possível estimar a força necessária utilizando esta relação simplificada:
F=k×A×σy
Onde:
- F = força estimada (N)
- A = área de contacto ou de formação (mm²)
- σy = limite de elasticidade do material (MPa)
- k = coeficiente de processo (normalmente 0,7-1,2, dependendo do atrito e da geometria da peça)
Exemplo:
Está a formar uma placa de aço inoxidável de 50 mm × 50 mm (2.500 mm² de área) com um limite de elasticidade de 350 MPa e um coeficiente de processamento de 1,0.
F=1.0×2,500×350=875,000N=875kN
Por isso, é necessária uma prensa com uma força nominal de, pelo menos, 875 kN em condições laboratoriais ideais.
No entanto, as operações reais raramente são ideais. A fricção, o alinhamento da peça e o acabamento da superfície da ferramenta podem aumentar a resistência em 10-20%, especialmente quando se forma a velocidades mais elevadas. É sempre melhor considerar este valor como o seu limite mínimo e não como o seu ponto de seleção final.
3. Aplicar uma margem de segurança realista
Mesmo com uma matemática exacta, as variações do mundo real são inevitáveis - o desgaste das ferramentas, o desalinhamento e as flutuações de temperatura podem aumentar inesperadamente a necessidade de força. É por isso que a maioria dos engenheiros adiciona uma margem de segurança de 20-30% à sua estimativa de tonelagem.
No exemplo acima (875 kN), o intervalo ajustado passa a ser 1.050-1.150 kN.
Esta memória intermédia garante que:
- O servomotor nunca funciona perto do seu limite de sobrecarga.
- O fuso de esferas e a estrutura mantêm a precisão sob tensão.
- A acumulação de calor mantém-se dentro da classificação de funcionamento contínuo.
Regra geral:
Para uma conformação crítica ou produção contínua, dimensione a sua prensa servo a 1,25 × a sua tonelagem teórica para um desempenho equilibrado e longevidade.
4. Validação através de prensagem de teste ou simulação digital
A seleção de uma servo-prensa moderna não deve ficar-se pelos cálculos. Os dados reais são a melhor validação. Se possível, realize uma prensa experimental utilizando uma célula de carga ou um sensor de binário para registar os perfis de força reais. Compare a curva de força medida com o seu valor calculado para ver se ocorrem quaisquer picos ou anomalias durante a formação.
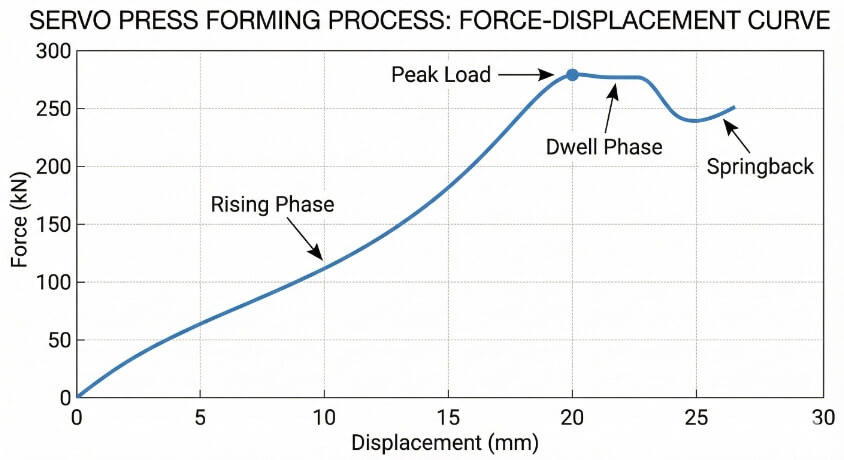
Em alternativa, utilize software de simulação (como o DEFORM ou o Simufact Forming) para analisar a curva força-deslocamento. A simulação identifica não apenas o pico de carga, mas também a forma da curva - onde a força aumenta, estabiliza e liberta. Compreender isto ajuda-o a ajustar o perfil de movimento da prensa servo para otimizar a utilização de energia e a vida útil da ferramenta.
Porque é que isto é importante:
Um simples número (por exemplo, 900 kN) não conta a história toda. Saber como a força se desenvolve ao longo do curso é o que separa uma configuração de prensa bem sucedida de uma dispendiosa tentativa e erro.
5. Considerar a futura flexibilidade do processo
Se a sua produção inclui várias peças ou designs em evolução, é inteligente deixar espaço adicional. Uma prensa servo com movimento programável pode adaptar-se a novos materiais ou geometrias - mas apenas se tiver a capacidade de força para o fazer.
Para pequenas prensas servo (1-5 toneladas), ter uma reserva de força extra de 20-30% permite a reconfiguração para novas aplicações sem necessidade de reinvestimento. Esta abordagem mantém o seu ativo de capital útil ao longo de ciclos de produtos e alterações de I&D.
Factores que influenciam a seleção correta da tonelagem
Mesmo um cálculo correto pode não ter em conta as variáveis do mundo real. Eis como o material, a geometria e os factores de produção afectam a procura de tonelagem.
Propriedades dos materiais
A resistência e a ductilidade do material são os primeiros e mais óbvios factores. Os metais mais duros ou menos dúcteis requerem mais pressão de conformação, ao passo que os metais mais macios, como o cobre ou o alumínio, podem atingir a deformação com cargas mais baixas.
Por exemplo, a conformação do aço inoxidável 304 (limite de elasticidade de aproximadamente 215 MPa) requer aproximadamente o dobro da força do alumínio 5052 (limite de elasticidade de aproximadamente 100 MPa) com a mesma espessura. Os aços de alta resistência, o titânio e as ligas de níquel podem exigir ainda mais - por vezes excedendo 4× a tonelagem do aço macio para uma geometria de peça idêntica.
Para além do limite de elasticidade, o endurecimento por trabalho também aumenta a carga durante a conformação. À medida que o material se deforma, a resistência aumenta acentuadamente nas últimas fases do curso, que é onde as prensas servo se destacam - podem ajustar a velocidade e o binário em tempo real para manter uma pressão consistente.
Em suma: quando trabalhar com ligas mais duras ou aplicações de precisão, verifique sempre a curva tensão-deformação do material e não apenas a sua resistência nominal.
Geometria de peças e conceção de ferramentas
A geometria pode alterar drasticamente a distribuição da carga. Os estiramentos profundos, as nervuras, os relevos ou os raios de canto apertados concentram a tensão em pequenas áreas, aumentando a pressão localizada e, por sua vez, a tonelagem total necessária. Mesmo pequenos detalhes de design, como a colocação de furos ou a altura do flange, podem aumentar a resistência à conformação em 10-20%.
Por exemplo, um painel plano de 100 mm pode necessitar apenas de 5 kN para gravar um logótipo simples, mas o mesmo painel com um canal de 3 mm de profundidade pode necessitar de 25 kN ou mais devido ao atrito e à tensão de flexão.
A conceção das ferramentas também desempenha um papel importante:
- Matrizes rígidas distribuir a força uniformemente e reduzir o desperdício de energia.
- Matrizes flexíveis ou finas absorver parte da força aplicada, diminuindo efetivamente a eficiência da formação.
- Alinhamento da matriz também é importante - o desalinhamento pode aumentar a tonelagem necessária em até 15%, de acordo com um estudo do Precision Forming Lab de 2023.
As prensas servo compensam estas variações através de um controlo de permanência programável. Ao abrandar o curso antes do contacto e ao fazer uma pausa no ponto morto inferior, os engenheiros podem evitar cargas de choque, prolongar a vida útil da matriz e manter a qualidade da peça.
Comprimento do curso e velocidade de prensagem
A relação entre o perfil do curso e a velocidade de prensagem afecta diretamente a necessidade de tonelagem. Um curso mais longo significa que o servo motor tem de manter o binário ao longo de uma maior distância de deslocação, enquanto que um movimento mais rápido aumenta a inércia e a carga transitória.
As prensas mecânicas tradicionais não se podem adaptar facilmente - mas as prensas servo podem. Através de perfis de movimento definidos por software, é possível:
- Desacelerar imediatamente antes do contacto com o material para reduzir a carga de impacto.
- Manter um tempo de espera programado para a formação da consistência.
- Ajustar a velocidade de retorno para equilibrar o tempo de ciclo e a carga térmica.
Isto demonstra porque é que o controlo do movimento da prensa é tão importante como a capacidade de tonelagem bruta.
Principais conclusões:
Não dimensione a sua prensa apenas pela força máxima - verifique se ela consegue manter essa força durante toda a velocidade de curso e duração de permanência pretendidas.
Volume de produção e ciclo de trabalho
Mesmo a prensa mais forte pode ter um desempenho inferior se não estiver classificada para funcionamento contínuo. Cada servomotor tem um ciclo de funcionamento, que é a relação entre o tempo de prensagem ativa e o tempo de arrefecimento ou de inatividade. Exceder este ciclo causa acumulação de calor, redução do binário e desgaste a longo prazo dos rolamentos e parafusos.
Por exemplo:
- Uma pequena prensa de 5 kN pode suportar a carga total durante 1 segundo, mas requer 3-4 segundos de descanso.
- Uma servo-prensa de 100 kN de grau de produção poderia manter 80% de capacidade continuamente com uma gestão térmica adequada.
Numa configuração de grande volume, a classificação de carga contínua torna-se ainda mais importante do que a carga de pico. O funcionamento a 70-80% da tonelagem nominal assegura uma precisão consistente e reduz a frequência da manutenção.
Ao estimar a utilização da máquina, considere:
- Tempo de ciclo: quantos cursos por minuto o processo efectua.
- Duração de permanência: o tempo que a força é mantida durante cada curso.
- Regime de turnos: total de horas de funcionamento contínuo por dia.
Negligenciar estes aspectos conduz frequentemente a um desgaste prematuro do motor ou a um desvio de força - ambos podem comprometer a estabilidade dimensional ao longo do tempo.
Vantagens da prensa servo no controlo da tonelagem
A tecnologia Servo transforma o controlo da força em engenharia de precisão. Saiba como o movimento programável e o feedback garantem uma prensagem consistente e eficiente.
Curva força-curso programável
Numa prensa mecânica convencional, a curva de tonelagem segue o ângulo da manivela. A força máxima só está disponível perto do ponto morto inferior, o que significa que o processo tem de se adaptar ao suporte e não o contrário.
As prensas servo invertem essa lógica. Ao utilizar servomotores de acionamento direto, os engenheiros podem conceber perfis de força-curso personalizados que correspondem a cada operação. É possível abrandar antes do contacto com o material, aumentar o binário suavemente e parar precisamente no fundo para aliviar o stress interno.
Esta flexibilidade permite que uma prensa servo substitua várias prensas mecânicas configuradas para diferentes materiais ou profundidades.
Feedback em tempo real e dados do processo
Os sistemas servo monitorizam continuamente a força, o deslocamento e o binário do motor a taxas de amostragem elevadas. Isto cria um ciclo de feedback em tempo real que corrige instantaneamente quaisquer desvios - tais como alterações na espessura do material ou no alinhamento da matriz.
Com o registo de dados e a comparação de curvas, os engenheiros podem:
- Detetar anomalias antes que causem defeitos.
- Monitorizar o desgaste da matriz com base no desvio gradual da força.
- Manter a rastreabilidade para conformidade com a ISO 9001 ou IATF 16949.
Na prática, isto significa menos rejeições e uma aprovação de qualidade mais rápida. Para indústrias como a eletrónica, módulos EV e sensores de precisão, esta capacidade de dados é o que transforma uma prensa servo de uma ferramenta mecânica num ativo de produção digital.
Eficiência energética e integração inteligente
As prensas servo consomem energia apenas quando geram força, ao contrário dos sistemas hidráulicos que mantêm a pressão continuamente. Isto torna-as inerentemente mais eficientes em termos energéticos.
Além disso, o seu controlo programável torna-os compatíveis com ambientes de fabrico inteligentes - ligando-se facilmente a camadas de dados MES, SCADA ou Indústria 4.0. Isto permite a manutenção preditiva, a monitorização de ciclos e a análise de cargas, ajudando as instalações a otimizar o tempo de funcionamento e a prolongar a vida útil dos seus equipamentos.
Factores técnicos adicionais frequentemente ignorados
Pequenos pormenores de engenharia podem fazer ou desfazer o desempenho da prensa. Estes factores negligenciados decidem frequentemente a precisão a longo prazo e a estabilidade da máquina.
Análise da curva força-deslocamento
A força de pressão no mundo real não é constante - muda dinamicamente ao longo do curso. Uma curva de força-deslocamento mostra como a força se acumula, atinge o pico e se liberta. Ao estudar esta curva, os engenheiros podem identificar ineficiências e riscos ocultos, tais como:
- Os picos repentinos indicam uma lubrificação deficiente ou um desalinhamento da matriz.
- Platôs irregulares sugerem endurecimento do material ou controlo deficiente da permanência.
- As zonas de retorno elástico revelam tensões residuais ou recuperação elástica.

A análise destes dados permite a otimização dos perfis de movimento da prensa e confirma se a curva de binário do servomotor selecionado está alinhada com os requisitos reais do processo - e não apenas com a tonelagem teórica.
Rigidez do molde e da fixação
A rigidez das ferramentas desempenha um papel importante na eficiência da tonelagem. Se uma matriz ou um dispositivo de fixação se fletir sob carga, uma parte da força aplicada é absorvida como deformação elástica, reduzindo a precisão da conformação.
Para minimizar este problema:
- Utilizar placas de aperto e de apoio equilibradas para manter uma pressão uniforme.
- Selecionar tipos de aço para ferramentas com um módulo de elasticidade mais elevado.
- Incorporar a análise de elementos finitos (FEA) durante a conceção da matriz para prever as zonas de deformação.
Esta melhoria não só aumenta a precisão da tonelagem, como também prolonga a vida útil e a repetibilidade da matriz.
Desempenho térmico e de fadiga
Todas as prensas servo têm uma classificação de serviço contínuo, especificando a carga que podem suportar indefinidamente sem sobreaquecimento. O funcionamento próximo do binário máximo durante ciclos prolongados aumenta o calor no motor e no fuso de esferas, provocando desvios dimensionais e desgaste acelerado.
Para operações de conformação contínua ou de alta velocidade, os engenheiros devem selecionar uma prensa que funcione continuamente a 70-80% da tonelagem nominal. Isto assegura:
- Saída de binário estável.
- Menor subida de temperatura.
- Precisão consistente em longos percursos.
A monitorização térmica e os sistemas de arrefecimento de ar forçado são também actualizações valiosas para as prensas que funcionam em ambientes de vários turnos.
Conclusão
A escolha da tonelagem correta para uma prensa servo é mais do que um simples número numa folha de especificações - é uma decisão de engenharia que afecta a qualidade, o custo e a vida útil do equipamento a longo prazo. A tecnologia servo vai mais longe, acrescentando controlo programável, eficiência energética e feedback digital - dando aos fabricantes a capacidade de formar, unir ou prensar com maior precisão e menos desperdício.
Pronto para otimizar a sua seleção de prensas? A nossa equipa de engenharia é especializada em prensas servo de pequena e média tonelagem (1-5 toneladas) concebidas para montagem de precisão, conformação e união de metais. Contacte-nos hoje para discutir o seu projeto ou solicitar uma avaliação gratuita da tonelagem com os nossos engenheiros de aplicação.
FAQs
Como é que converto toneladas em quilonewtons (kN)?
1 tonelada métrica = 9,81 kN. Por exemplo, uma prensa de 10 toneladas equivale a cerca de 98 kN.
Uma tonelagem mais elevada é sempre melhor?
Não. As prensas de grandes dimensões consomem mais energia e reduzem a sensibilidade da força. Escolha a máquina mais pequena que satisfaça as necessidades do seu processo, acrescida de uma margem de segurança.
Uma servo-prensa pode lidar com várias aplicações?
Sim. Com o controlo de movimento programável, uma única prensa servo pode realizar várias operações - ajuste por pressão, moldagem ou cunhagem - dentro da sua capacidade nominal.
Qual é a diferença entre tonelagem de pico e tonelagem contínua?
A tonelagem de pico é a carga máxima a curto prazo; a tonelagem contínua é o que a prensa pode manter indefinidamente. Confirmar sempre ambos antes da compra.
Como posso verificar se a minha seleção de tonelagem está correta?
Utilize testes com células de carga ou simulação digital para medir a força de formação efectiva. Se a força de pico se mantiver abaixo de 80% e a média abaixo de 60% da capacidade nominal, a sua seleção está bem equilibrada.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados



Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
