Spawanie sczepne jest integralną częścią spawania, która służy jako tymczasowe przytrzymanie przed wykonaniem końcowego spawania. Celem tego obszernego przewodnika jest pełne zrozumienie tej kluczowej techniki poprzez omówienie jej definicji, celu i znaczenia podczas spawania.
Zrozumienie podstaw spawania punktowego
Spawanie sczepne stanowi podstawę udanych projektów spawalniczych. Przyjrzyjmy się podstawowym koncepcjom, które czynią tę technikę nieocenioną.
Czym jest spawanie punktowe?
Zgrzew sczepny działa jak tymczasowy zgrzew punktowy - pomyśl o nim jak o precyzyjnym ściegu, który utrzymuje metalowe elementy razem. Te małe spoiny zabezpieczają części w odpowiednim położeniu, jednocześnie utrzymując prawidłowe dopasowanie i wyrównanie przed ostatecznym spawaniem.
Cel spoin sczepnych
Spawanie sczepne tworzy małe, strategiczne spoiny, które tymczasowo zabezpieczają metalowe elementy przed ostatecznym spawaniem. Te precyzyjne połączenia działają jak sworznie, umożliwiając spawaczom ustalenie właściwego wyrównania i dokonywanie regulacji w razie potrzeby.
Tack Weld vs. Full Weld: Kluczowe różnice
Spoiny punktowe są mniejsze i szybsze w tworzeniu niż spoiny pełne. Są tymczasowe, co pozwala na korekty. Spoiny pełne są trwałe i zapewniają całkowitą wytrzymałość połączenia. Spoiny punktowe ustawiają konstrukcję, podczas gdy spoiny pełne kończą pracę.
Jak działa spawanie punktowe?
Spawanie sczepne to tymczasowa technika spawania stosowana do utrzymywania elementów metalowych na miejscu przed ostatecznym spawaniem. Oto szczegółowy przewodnik krok po kroku:
Krok 1:Przygotuj materiały
- Dokładnie oczyść metalowe powierzchnie, aby usunąć brud, rdzę lub zanieczyszczenia, które mogą zakłócać spoinę.
- Upewnij się, że elementy obrabiane są wolne od oleju lub smaru, aby uniknąć zanieczyszczenia.
Krok 2:Pozycjonowanie i zaciskanie przedmiotów obrabianych
- Wyrównaj części zgodnie ze specyfikacją projektu.
- Użyj zacisków lub uchwytów, aby bezpiecznie przytrzymać je na miejscu podczas procesu spawania.
Krok 3:Konfiguracja sprzętu spawalniczego
- Wybór odpowiedniej techniki spawania (MIG, TIG lub Stick) w oparciu o materiały i wymagania projektu.
- Dostosuj ustawienia spawarki do niższej temperatury wejściowej, aby uniknąć wypaczeń.
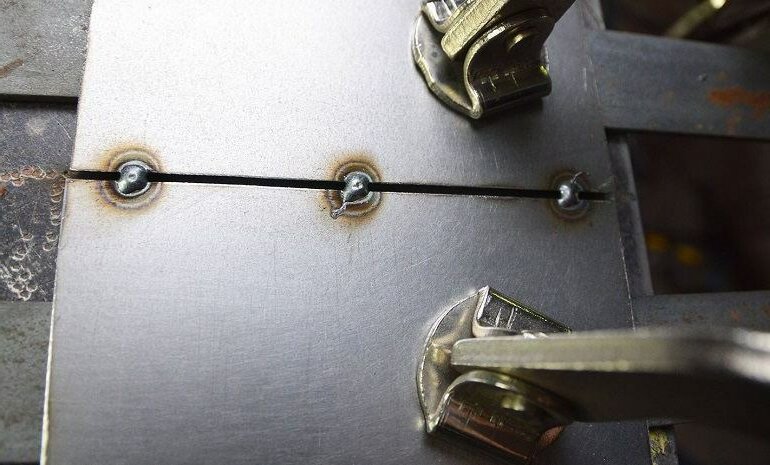
Krok 4:Wykonanie spoiny sczepnej
- Zacznij od jednego końca złącza i wykonaj niewielką spoinę sczepną.
- Utrzymywać spójny rozmiar i rozstaw spoin sczepnych w celu zapewnienia jednolitości.
Krok 5: Sprawdź i dostosuj
- Sprawdź wyrównanie po każdym spawaniu sczepnym, aby upewnić się, że części pozostają prawidłowo ustawione.
- W razie potrzeby dokonaj regulacji przed przystąpieniem do końcowego spawania.
Wyzwania do pokonania
Spawanie sczepne, choć niezbędne, wiąże się z szeregiem wyzwań, które mogą wpływać na jakość i niezawodność końcowej spoiny. Zrozumienie tych kwestii ma kluczowe znaczenie dla zapewnienia pomyślnych wyników.
Zniekształcenia i niewspółosiowość
Spoiny sczepne umieszczone zbyt daleko od siebie lub w niewłaściwych sekwencjach mogą prowadzić do zniekształcenia połączenia i niewspółosiowości części. Jest to szczególnie problematyczne w przypadku długich spoin lub cienkich materiałów.
Strefy pękania i kruchości
Gwałtowne chłodzenie lub niewystarczająca ilość wprowadzanego ciepła podczas spawania sczepnego mogą powodować powstawanie kruchych, wrażliwych na pęknięcia obszarów w strefie wpływu ciepła (HAZ). Pęknięcia te mogą rozprzestrzeniać się podczas końcowego spawania lub pod wpływem naprężeń.
Stres szczątkowy
Spawanie sczepne powoduje miejscowe nagrzewanie i chłodzenie, co może powodować powstawanie naprężeń szczątkowych w obrabianym przedmiocie. Naprężenia te mogą prowadzić do wypaczeń, pęknięć lub osłabienia połączeń.
Niespójna jakość spoin
Nierówne spoiny sczepne spowodowane złym mocowaniem, nieprawidłowymi kątami lub niewłaściwą techniką mogą skutkować słabymi połączeniami, które nie utrzymają wyrównania podczas końcowego spawania.
Rozwiązywanie problemów i zapobieganie
- Właściwe odstępy i kolejność: Równomiernie rozmieszczone spoiny sczepne w zrównoważonej kolejności, aby kontrolować odkształcenia.
- Kontrola podgrzewania i chłodzenia: W razie potrzeby podgrzać materiały i pozwolić na powolne chłodzenie, aby zapobiec powstawaniu kruchych stref.
- Zaciskanie i wyrównywanie: Używać bezpiecznych zacisków lub uchwytów, aby utrzymać wyrównanie i ograniczyć ruchy podczas spawania.
Rodzaje spoin punktowych
Zgrzewanie sczepne jest wszechstronnym procesem z różnymi technikami dostosowanymi do konkretnych zastosowań. Każdy rodzaj spoiny sczepnej służy unikalnemu celowi, zapewniając właściwe wyrównanie, stabilność i minimalne odkształcenia podczas procesu spawania.
Spoiny punktowe
Punktowe spoiny sczepne to małe, punktowe spoiny umieszczone w strategicznych punktach wzdłuż złącza. Są one powszechnie stosowane do tymczasowego mocowania i są idealne do cienkich materiałów lub gdy wymagany jest minimalny wkład ciepła. Zgrzewy punktowe są szybkie do nałożenia i łatwe do zerwania, jeśli konieczne są poprawki.
Ciągłe spoiny sczepne
Ciągłe spoiny sczepne polegają na tworzeniu serii blisko siebie rozmieszczonych sczepów na całej długości spoiny. Metoda ta zapewnia mocniejsze mocowanie i jest szczególnie przydatna w przypadku grubszych materiałów lub długich szwów, gdzie wymagana jest dodatkowa stabilność.
Spoiny narożne i krawędziowe
Spoiny sczepne narożne i krawędziowe służą do mocowania elementów metalowych w narożnikach lub wzdłuż krawędzi. Spoiny te zapewniają prawidłowe wyrównanie połączeń, które tworzą kąty, takie jak połączenia w kształcie litery T lub L, zachowując integralność strukturalną podczas końcowego spawania.
Spoiny czołowe
Spoiny sczepne doczołowe są stosowane w celu wyrównania dwóch metalowych elementów od końca do końca. Te spoiny pomagają utrzymać prawidłową szczelinę i wyrównanie w połączeniach doczołowych, które mają kluczowe znaczenie dla uzyskania mocnych, jednolitych spoin końcowych w zastosowaniach takich jak rurociągi lub produkcja blach.
Materiały używane do spawania
Zgrzewanie sczepne to wszechstronny proces, który może być stosowany do szerokiej gamy metali. Wybór materiału i spoiwa odgrywa kluczową rolę w zapewnieniu mocnych, precyzyjnych i wolnych od zniekształceń spoin.
Metale powszechnie spawane
Do najczęściej stosowanych metali do spawania sczepnego należą:
- Stal
- Stal nierdzewna
- Aluminium
- Żeliwo
- Miedź i mosiądz
- Stopy tytanu i magnezu
Wybór odpowiedniego materiału wypełniającego do spawania sczepnego
Wybór odpowiedniego materiału wypełniającego ma zasadnicze znaczenie dla zapewnienia kompatybilności z metalem podstawowym i uzyskania mocnych spoin sczepnych:
Kompatybilność z metalami nieszlachetnymi:
- Używaj spoiw, które pasują lub uzupełniają właściwości materiału podstawowego (np. ER70S-6 dla stali miękkiej i ER4043 dla aluminium).
Wymagania dotyczące procesu spawania:
- Dla Spawanie metodą TIGNależy wybrać pręty wypełniające o średnicy odpowiedniej do grubości materiału.
- Dla Spawanie MIG-emWybierz rozmiar drutu, który równoważy ilość wprowadzanego ciepła i szybkość osadzania.
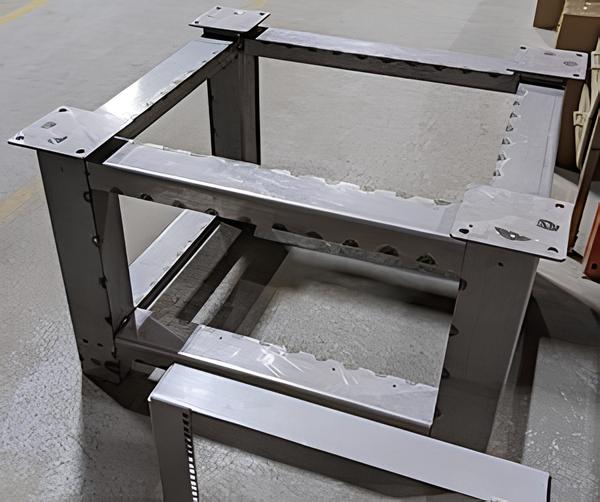
Spawanie punktowe w konstrukcjach stalowych
Spoiny sczepne są niezbędne w konstrukcjach stalowych, takich jak sprzęt do rusztowań. Przytrzymują belki i kolumny w miejscu. Umożliwiają regulację przed ostatecznym spawaniem. Pomagają zarządzać naprężeniami podczas procesu budowy. Prawidłowe mocowanie zapewnia integralność strukturalną.

Czynniki wpływające na jakość spoiny sczepnej
Jakość spoin sczepnych zależy od kilku krytycznych czynników, w tym ustawień temperatury, wyboru elektrody i grubości materiału. Właściwa kontrola i zrozumienie tych elementów zapewnia mocne, dokładne i wolne od odkształceń spoiny sczepne.
Ustawienia temperatury i ich wpływ na spoinę
Dopływ ciepła odgrywa istotną rolę w spawaniu sczepnym. Niewystarczająca ilość ciepła może prowadzić do słabych spoin o słabej penetracji, podczas gdy nadmierna ilość ciepła może powodować wypaczenia lub przepalenia, szczególnie w przypadku cienkich materiałów.
Niezbędne jest dostosowanie natężenia prądu spawarki do grubości materiału. Niższe ustawienia ciepła są zalecane dla cieńszych metali, aby zapobiec odkształceniom, podczas gdy wyższe ustawienia są konieczne dla grubszych materiałów, aby osiągnąć odpowiednią penetrację.
Właściwy wybór elektrody
Wybór odpowiedniej elektrody ma kluczowe znaczenie dla uzyskania wysokiej jakości spoin sczepnych. Elektroda musi być kompatybilna z metalem podstawowym, aby zapewnić prawidłowe wtopienie i wytrzymałość. Na przykład:
- Cienkie metale: Należy używać elektrod o mniejszej średnicy (np. E6013) w celu uzyskania płytkiej penetracji i zmniejszenia ryzyka przepalenia.
- Grubsze metale: Wybierz elektrody o niskiej zawartości wodoru (np. E7018), aby zapewnić głębszą penetrację i zminimalizować ryzyko pęknięć.
Grubość materiału i jej wpływ na zgrzewanie sczepne
Grubość materiału ma bezpośredni wpływ na techniki i ustawienia spawania sczepnego:
- Cienkie materiały: Wymagają niższego natężenia prądu, większych prędkości przesuwu i mniejszych gwoździ, aby zapobiec przegrzaniu i zniekształceniom.
- Grube materiały: Wymagają wyższego natężenia prądu, wolniejszych prędkości przesuwu i większych gwoździ, aby zapewnić wystarczającą penetrację i stabilność.
Korzyści płynące ze spawania
Spawanie sczepne jest podstawową techniką w produkcji metali. Oferuje wiele korzyści, które poprawiają wydajność, precyzję i ogólną jakość projektów spawalniczych.
Zwiększona precyzja i integralność strukturalna
Zgrzewanie sczepne zapewnia precyzyjne wyrównanie komponentów, co ma kluczowe znaczenie dla uzyskania dokładnych i wysokiej jakości spoin końcowych. Prawidłowo umieszczone spoiny sczepne zapobiegają przemieszczaniu się podczas procesu spawania, utrzymując szczeliny połączeń i integralność strukturalną.
Efektywność czasowa i kosztowa
Zgrzewanie sczepne zmniejsza potrzebę stosowania złożonych systemów mocowania i uchwytów, usprawniając proces konfiguracji. Umożliwia również spawaczom szybkie mocowanie części na miejscu, oszczędzając czas podczas montażu.
Zmniejszenie liczby poprawek i odpadów
Utrzymując wyrównanie i zapobiegając błędom podczas spawania, spawanie sczepne minimalizuje prawdopodobieństwo wystąpienia wad lub niewspółosiowości, które wymagałyby przeróbek. Zmniejsza to ilość odpadów materiałowych i obniża ryzyko złomowania cennych komponentów, ostatecznie poprawiając wydajność projektu i zmniejszając ogólne koszty.
Wnioski
Spawanie sczepne jest kluczowym etapem w produkcji metali, oferującym lepszą precyzję, mniejsze zniekształcenia i zwiększoną wydajność. Opanowanie technik i zrozumienie czynników wpływających na jego jakość pozwala zapewnić niezawodne i wysokiej jakości spoiny w projektach.
Masz pytania dotyczące konkretnych wyzwań spawalniczych lub usprawnienia procesu produkcji? Jeśli szukasz porady eksperta lub wsparcia przy kolejnym projekcie, skontaktuj się z nami. skontaktuj się z nami-Jesteśmy tutaj, aby pomóc.
Najczęściej zadawane pytania:
Jaka jest różnica między spoiną sczepną a zwykłą?
Spoina sczepna to niewielka, tymczasowa spoina używana do przytrzymywania metalowych elementów na miejscu przed ostatecznym spawaniem. Natomiast zwykły spaw to trwały, ciągły spaw zaprojektowany w celu zapewnienia wytrzymałości strukturalnej i trwałości.
Kiedy stosować spoinę sczepną?
Zgrzewanie na zakładkę zabezpiecza części na początkowych etapach montażu. Jest to niezbędne w przypadku projektów obejmujących złożone geometrie, duże komponenty lub materiały podatne na wypaczanie. Jest to również idealne rozwiązanie, gdy nie można skutecznie użyć zacisków lub uchwytów.
Co to jest spoina mostkowa?
Spoina sczepna mostkowa jest stosowana, gdy między dwoma elementami występuje szczelina, na przykład podczas spawania rur lub niewspółosiowych połączeń. Małe spoiny sczepne są naprzemiennie umieszczane po obu stronach szczeliny, aby zapobiec przegrzaniu i odkształceniom. Spoiny te tymczasowo wypełniają szczelinę do czasu zakończenia końcowego spawania.
Czy można spawać aluminium?
Tak, aluminium można spawać sczepnie, ale wymaga to ostrożnego obchodzenia się z nim ze względu na jego wysoką przewodność cieplną i niską temperaturę topnienia. Użycie materiału wypełniającego jest zalecane w przypadku mocniejszych spoin sczepnych, ponieważ aluminium bez wypełniacza może pękać pod wpływem naprężeń termicznych. Spawanie TIG jest często preferowane do wykonywania precyzyjnych spoin sczepnych aluminium.
Czy można spawać stal nierdzewną?
Tak, stal nierdzewną można skutecznie spawać sczepnie. Ścisłe dopasowanie bez szczelin ma kluczowe znaczenie dla zapobiegania wypaczeniom lub odkształceniom cieplnym. Do tworzenia czystych sczepów bez przegrzewania materiału zazwyczaj stosuje się szybkie, wysokotemperaturowe serie.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


