Szybki rozwój pojazdów elektrycznych (EV) i systemów magazynowania energii (ESS) zmienia sposób, w jaki branże myślą o zarządzaniu temperaturą. Ponieważ gęstość energii akumulatorów stale rośnie, zdolność do precyzyjnego kontrolowania temperatury stała się czynnikiem decydującym o niezawodności i żywotności akumulatorów.
Wśród różnych metod chłodzenia, metalowe płyty chłodzące do akumulatorów stały się wiodącym rozwiązaniem dla wysokowydajnych pakietów. Łączą one w sobie doskonałą przewodność cieplną, lekką konstrukcję i opłacalną skalowalność.
W tym artykule zbadano, w jaki sposób projektowane, produkowane i integrowane są blaszane płyty chłodzące do akumulatorów - i dlaczego mają one kluczowe znaczenie dla innowacji w akumulatorach nowej generacji.
Czym są płyty chłodzące akumulator?
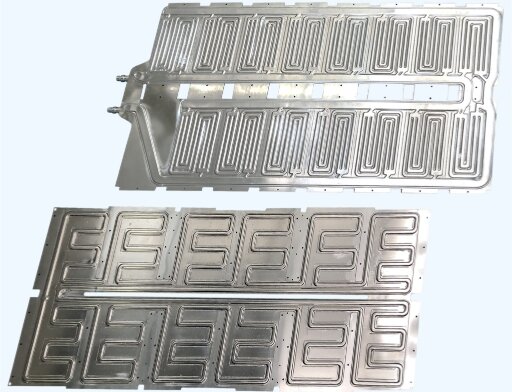
Płytka chłodząca akumulator to precyzyjnie zaprojektowany metalowy element, którego zadaniem jest odprowadzanie ciepła z ogniw akumulatora i przekazywanie go do płynu chłodzącego, zwykle mieszaniny wody i glikolu. Działa ona zarówno jako mostek termiczny, jak i podpora mechaniczna w zestawie akumulatorów.
Większość konstrukcji składa się z dwóch cienkich arkuszy aluminium lub miedzi, zazwyczaj o grubości 1-3 mm, spawanych lub lutowanych w celu utworzenia zamkniętych kanałów przepływowych. Płyn chłodzący krąży w tych kanałach, równomiernie pochłaniając ciepło z ogniw akumulatora i utrzymując cały zestaw w optymalnym zakresie temperatur - zwykle między 20 °C a 40 °C.
Płyty chłodzące odgrywają cztery kluczowe role:
- Utrzymywanie jednolitej temperatury we wszystkich komórkach, aby zapobiec brakowi równowagi.
- Wydłużenie cyklu życia unikając naprężeń termicznych i gorących punktów.
- Zwiększenie mocy wyjściowej podczas szybkiego ładowania lub dużego obciążenia.
- Zwiększenie bezpieczeństwazmniejszając ryzyko niekontrolowanego wzrostu temperatury.
Aby zobrazować ich wpływ: 1 mm aluminiowa płytka przenosi ciepło 20 razy szybciej niż powietrze, zapewniając natychmiastowe i stabilne chłodzenie nawet podczas szybkiego ładowania.
Rola płyt chłodzących w zarządzaniu temperaturą akumulatora
Efektywna konstrukcja zaczyna się od wyboru odpowiednich materiałów i struktury wewnętrznej. Połączenie rodzaju metalu, obróbki powierzchni i geometrii kanałów przepływowych określa zarówno wydajność, jak i trwałość płyty chłodzącej.
Jak generowane jest ciepło akumulatora?
Podczas pracy, ogniwa litowo-jonowe przekształcają energię elektryczną w ciepło poprzez opór omowy i reakcje elektrochemiczne. Typowy akumulator EV o pojemności 50 kWh pracujący z szybkością rozładowania 2C może generować 1,5-2 kW ciepła w sposób ciągły. Jeśli ciepło to nie zostanie odprowadzone, lokalna temperatura może przekroczyć 60°C, powodując degradację elektrolitu, platerowanie litu i nieodwracalną utratę pojemności.
Blaszane płyty chłodzące zostały zaprojektowane tak, aby utrzymać wzrost temperatury poniżej 5°C, nawet przy długotrwałym obciążeniu. Utrzymując to wąskie okno termiczne, inżynierowie mogą wydłużyć żywotność pakietu nawet o 30 %, zmniejszyć liczbę awarii i zapewnić stałą wydajność energetyczną przez tysiące cykli.
Dlaczego jednorodność termiczna ma znaczenie?
Prawdziwym wyzwaniem nie jest samo odprowadzanie ciepła, ale jego równomierne usuwanie. Nierówne temperatury w ogniwach powodują dryf wydajności i przyspieszają starzenie. Badania pokazują, że gdy wahania temperatury w module spadną z ±5 °C do ±2 °C, żywotność pakietu może wzrosnąć o prawie 25-30 %.
Równomierne odprowadzanie ciepła poprawia również stabilność ładowania i dokładność stanu naładowania (SOC), ponieważ BMS opiera się na spójnych danych termicznych w celu prawidłowego zrównoważenia ogniw. Płyty chłodzące to nie tylko komponenty - to precyzyjne narzędzia do bilansowania energii.
Chłodzenie powietrzem vs. chłodzenie cieczą: Przepaść w wydajności
Chłodzenie powietrzem jest proste, ale ograniczone. Niska przewodność cieplna powietrza (≈0,026 W/m-K) ogranicza transfer ciepła, co sprawia, że nie nadaje się ono do gęstych pakietów o dużej mocy. W przeciwieństwie do tego, chłodzenie cieczą z mieszaniną wody i glikolu (≈0,6 W/m-K) oferuje ponad 20-krotnie wyższą wydajność, zapewniając stabilną kontrolę temperatury w warunkach szybkiego ładowania i ciągłego dużego obciążenia.
| Metoda chłodzenia | Przewodność cieplna (W/m-K) | Typowy gradient temperatury (°C) | Idealne zastosowanie |
|---|---|---|---|
| Chłodzenie powietrzem | 0.026 | 10-20 | Systemy o niskim poborze mocy lub hybrydowe |
| Chłodzenie cieczą | 0.6 | 2-5 | Pojazdy elektryczne, ESS, moduły o wysokiej gęstości |
W większości nowoczesnych pojazdów elektrycznych standardem są chłodzone cieczą płyty z blachy stalowej, ponieważ zapewniają one wysoką jednorodność, trwałość i modułową skalowalność przy rozsądnych kosztach.
Zalety inżynieryjne płyt chłodzących z blachy stalowej
Blacha oferuje szereg zalet konstrukcyjnych i produkcyjnych:
- Lekka konstrukcja zmniejsza wagę pojazdu przy zachowaniu sztywności.
- Wysoki stosunek powierzchni do objętości poprawia transfer ciepła.
- Elastyczne opcje projektowania umożliwiają serpentynowe, równoległe lub pinowe układy kanałów.
- Skalowalna produkcja pasuje zarówno do prototypów, jak i potrzeb produkcji masowej.
Materiały i konstrukcja płyt chłodzących z blachy stalowej
Efektywna konstrukcja zaczyna się od wyboru odpowiednich materiałów i struktury wewnętrznej. Połączenie rodzaju metalu, obróbki powierzchni i geometrii kanałów przepływowych określa zarówno wydajność, jak i trwałość płyty chłodzącej.
Powszechnie stosowane metale
Wybór metalu bezpośrednio określa, jak skutecznie płyta chłodząca przenosi ciepło i wytrzymuje długotrwałe naprężenia. Aluminium i miedź pozostają dwoma dominującymi materiałami, z których każdy oferuje unikalne kompromisy między przewodnością, wagą i kosztami.
| Materiał | Przewodność cieplna (W/m-K) | Gęstość (g/cm³) | Wskaźnik kosztów (≈) | Odporność na korozję | Typowe zastosowanie |
|---|---|---|---|---|---|
| Aluminium (3003, 6061) | 180-210 | 2.7 | ★★☆ | Wysoki | Płyty akumulatorowe do pojazdów elektrycznych, systemy magazynowania energii |
| Miedź | 385-400 | 8.9 | ★★★ | Średni | Wysokowydajne lub kompaktowe moduły |
| Stal nierdzewna (304) | 15-25 | 7.9 | ★☆☆ | Doskonały | Środowiska morskie lub korozyjne |
Aluminium dominuje w systemach chłodzenia pojazdów elektrycznych, ponieważ oferuje niewielką wagę, doskonałą odporność na korozję i opłacalną formowalność. Miedź, choć zapewnia prawie dwukrotnie wyższą przewodność cieplną, jest cięższa i droższa - stosowana głównie tam, gdzie wysoki strumień ciepła lub ograniczenia przestrzenne wymagają ekstremalnej wydajności.
Obróbka powierzchni i ochrona przed korozją
Płyty chłodzące stale stykają się z chłodziwami na bazie glikolu, więc ochrona przed korozją ma kluczowe znaczenie dla zapobiegania wewnętrznym wyciekom i zanieczyszczeniu cząstkami stałymi. Najskuteczniejsze metody obróbki powierzchni łączą stabilność chemiczną z kompatybilnością wiązania dla materiałów interfejsu termicznego (TIM).
Typowe zabiegi obejmują:
- Anodowanie: Tworzy twardą, tlenkową warstwę na aluminium, która jest odporna na korozję i poprawia rozprzestrzenianie się ciepła.
- Powłoka niklowa lub chromianowa: Dodaje warstwę barierową, która chroni przed korozją galwaniczną w połączeniu z różnymi metalami.
- Powłoki epoksydowe lub pasywacyjne: Używany w warunkach ekstremalnej wilgotności lub w zastosowaniach morskich w celu zapewnienia dodatkowej ochrony.
Testy wykazały, że anodowane płyty aluminiowe zachowują ponad 95% przewodności cieplnej po 1000 godzin ekspozycji na działanie mgły solnej - znacznie przewyższając płyty nie poddane obróbce. Dobrze nałożone powłoki nie tylko wydłużają żywotność, ale także poprawiają czystość chłodziwa, zmniejszając tym samym koszty konserwacji w dłuższej perspektywie.
Kanał przepływowy i konstrukcja płytowa
Geometria kanału wewnętrznego określa, jak skutecznie chłodziwo pochłania i rozprowadza ciepło po płycie. Projektanci wykorzystują symulacje obliczeniowej dynamiki płynów (CFD), aby zoptymalizować równowagę między jednorodnością temperatury, spadkiem ciśnienia i prędkością płynu chłodzącego.
Serpentynowe kanały przepływu
- Pojedyncza ciągła ścieżka zapewniająca całkowite pokrycie powierzchni.
- Zapewnia doskonałą jednorodność termiczną, ale wyższe straty ciśnienia.
- Idealny do kompaktowych modułów EV i zestawów akumulatorów w cyklach szybkiego ładowania.
Równoległe kanały przepływu
- Wiele ścieżek przepływu zapewnia niższy spadek ciśnienia i szybszy przepływ.
- Prostsza produkcja i skalowalność.
- Wymaga starannego wyważenia, aby zapobiec nierównomiernemu rozkładowi przepływu.
Struktury Pin-Fin lub Dimple
- Niewielkie występy 3D wewnątrz kanałów zwiększają turbulencje, poprawiając wymianę ciepła przez 10-15%.
- Zazwyczaj formowane przez hydroformowanie lub wytłaczanie CNC.
- Najlepsze do zastosowań o dużej gęstości mocy, gdzie powierzchnia ma kluczowe znaczenie.
W zastosowaniach EV, docelowe natężenia przepływu zwykle wahają się od 2 do 4 l/min na moduł, przy wzroście temperatury poniżej 3 °C między wlotem a wylotem. Analiza CFD zapewnia również spadek ciśnienia poniżej 20 kPa, minimalizując zużycie energii przez pompę przy jednoczesnym osiągnięciu równomiernego chłodzenia.
Parametry projektowe i optymalizacja grubości
Płyty chłodzące są zazwyczaj zbudowane z dwóch arkuszy o grubości 1,0-3,0 mm. Cieńsze płyty zapewniają lepszy transfer ciepła, ale ryzykują odkształcenie pod wpływem ciśnienia, podczas gdy grubsze płyty zwiększają sztywność, ale zwiększają wagę.
Inżynierowie wykorzystują analizę elementów skończonych (MES) do symulacji wewnętrznych obciążeń ciśnieniowych - często do 0,3 MPa - i identyfikacji obszarów wymagających wzmocnienia żeber lub dostosowania odstępów między spawami.
Dobrze zoptymalizowana płyta osiąga:
- Tolerancja płaskości: w zakresie ±0,05 mm
- Ciśnienie rozrywające: ponad 1 MPa
- Odporność termiczna: poniżej 0,20 °C/W
Ta precyzja zapewnia, że płyta pozostaje płaska i szczelna nawet po ponad 10 000 cykli ciśnieniowych, co ma kluczowe znaczenie dla modułów akumulatorowych wysokiego napięcia, w których integralność uszczelnienia nie podlega negocjacjom.
Tolerancje produkcyjne i płaskość powierzchni
Efektywny transfer ciepła zależy od ścisłej kontroli płaskości powierzchni i geometrii kanału. Nawet niewielkie nieregularności mogą zwiększyć opór cieplny i zmniejszyć wydajność.
Najlepsze praktyki obejmują:
- Kontrola płaskości w zakresie ±0,05 mm przy użyciu precyzyjnego mocowania podczas spawania.
- Minimalizacja zniekształceń ściegu spoiny dzięki kontrolowanemu wprowadzaniu ciepła i szybkości chłodzenia.
- Zastosowanie materiałów interfejsu termicznego (TIM), takich jak wypełniacze szczelin lub podkładki, w celu wypełnienia mikroskopijnych szczelin powietrznych.
Poprawa płaskości powierzchni z 0,10 mm do 0,05 mm może zmniejszyć rezystancję interfejsu o prawie 25%, zwiększając ogólną jednorodność temperatury.
Procesy produkcyjne blachowych płyt chłodzących
Przekształcenie cyfrowego projektu w trwałą, szczelną i wydajną termicznie płytę chłodzącą wymaga precyzji na każdym etapie. Od formowania arkuszy po spawanie, każdy krok musi zachować geometrię, zapobiegać zniekształceniom i zapewniać stałą wydajność w tysiącach jednostek.
Formowanie i tworzenie kanałów
Proces rozpoczyna się od dwóch arkuszy aluminium lub miedzi, zazwyczaj o grubości 1-3 mm. W zależności od wielkości produkcji i złożoności projektu, producenci stosują kilka metod formowania:
Tłoczenie precyzyjne
- Idealny do produkcji wielkoseryjnej.
- Zapewnia stałą głębokość i krzywiznę kanału w obrębie ±0,1 mm tolerancja.
- Najlepiej sprawdza się w prostych układach serpentynowych lub równoległych.
Obróbka CNC
- Nadaje się do prototypowania lub produkcji małoseryjnej.
- Umożliwia pełną elastyczność projektowania z głębokością kanału do 3 mm i złożone geometrie.
- Zapewnia wysoką powtarzalność na wczesnym etapie walidacji lub dostosowywania projektu.
Hydroformowanie
- Wykorzystuje płyn pod wysokim ciśnieniem do tworzenia równomiernie rozmieszczonych kanałów na arkuszu.
- Zmniejsza naprężenia szczątkowe i zapewnia gładkie powierzchnie wewnętrzne dla lepszego przepływu chłodziwa.
- Preferowany w aplikacjach EV wymagających kompaktowych płyt o dużej gęstości.
Procesy łączenia i uszczelniania
Po uformowaniu warstwy kanału, dwa arkusze są łączone w celu utworzenia szczelnej sieci wewnętrznej. Wybór procesu łączenia wpływa na wydajność cieplną, wagę i koszty produkcji.
| Proces | Charakterystyka | Zalety | Typowy przypadek użycia |
|---|---|---|---|
| Spawanie laserowe | Wykorzystuje skupione wiązki do stapiania i łączenia arkuszy wzdłuż wstępnie zdefiniowanych szwów. | Wysoka precyzja, minimalne zniekształcenia, czyste szwy. | Cienkie płyty aluminiowe lub miedziane. |
| Zgrzewanie tarciowe z przemieszaniem (FSW) | Łączy arkusze poprzez mechaniczne mieszanie poniżej temperatury topnienia. | Mocne połączenia, brak wypełniaczy, minimalna porowatość. | Systemy wysokociśnieniowe i płyty konstrukcyjne. |
| Lutowanie próżniowe | Topi blachy przy użyciu metalu wypełniającego w piecu próżniowym. | Doskonała szczelność i przewodność; brak utleniania. | Złożone, wielokanałowe płyty. |
| Spawanie TIG/MIG | Ręczne lub półautomatyczne spawanie łukowe. | Elastyczny dla prototypów lub napraw. | Produkcja małoseryjna. |
Wśród nich, spawanie laserowe dominuje ze względu na połączenie precyzji i szybkości. Szerokość spoiny laserowej 0,4-0,8 mm pozwala zachować wysoką płaskość i wytrzymać ciśnienie wewnętrzne powyżej 1 MPa.
Metoda FSW zyskuje również na popularności w zastosowaniach konstrukcyjnych, ponieważ eliminuje materiały wypełniające i tworzy połączenia o 30% wyższej trwałości zmęczeniowej w porównaniu z konwencjonalnymi spoinami.
Testy szczelności i weryfikacja jakości
Po połączeniu, każda płyta chłodząca przechodzi rygorystyczne testy szczelności i wytrzymałości, aby zapewnić niezawodność w rzeczywistych warunkach pracy.
Wykrywanie wycieków helu
- Wykrywa mikroprzecieki o wielkości 1×10-⁶ mbar-L/s za pomocą spektrometrii masowej.
- Używany do płyt klasy EV, które wymagają integralności uszczelnienia 100%.
Test ciśnienia powietrza i zanurzenia
- Płytka jest wypełniana powietrzem i zanurzana w wodzie pod ciśnieniem 0,3-0,5 MPa w celu sprawdzenia widoczności pęcherzyków powietrza.
- Prosty i skuteczny do kontroli na poziomie produkcji.
Ciśnieniowy test cykliczny i test na rozerwanie
- Symuluje ciągłe ogrzewanie i chłodzenie pod ciśnieniem roboczym.
- Standardowy test może obejmować 10 000 cykli ciśnieniowych i ciśnienie rozrywające ponad 1,2 MPa.
Płyty, które pomyślnie przejdą wszystkie testy, są czyszczone, suszone i oznaczane numerami seryjnymi w celu zapewnienia pełnej identyfikowalności, zapewniając zgodność z normami ISO 9001 i standardami dokumentacji PPAP dla branży motoryzacyjnej.
Wnioski
Blaszane płyty chłodzące ewoluowały od prostych wymienników ciepła do zintegrowanych modułów zarządzania termicznego. Ich lekka konstrukcja, łatwość produkcji i zdolność do utrzymania jednolitej temperatury sprawiają, że są one niezbędne w nowoczesnych systemach EV i ESS.
Gotowy do optymalizacji systemu termicznego akumulatora? W Shengen nasz zespół inżynierów specjalizuje się w produkcji niestandardowych blach do chłodzenia akumulatorów - od walidacji prototypów po produkcję wielkoseryjną. Prześlij pliki CAD lub skontaktuj się z naszymi inżynierami aby porozmawiać o tym, jak możemy wesprzeć Twój kolejny projekt związany z pojazdami elektrycznymi lub magazynowaniem energii.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


