Jest to scenariusz, z którym spotkał się każdy inżynier mechanik i projektant produktu. Projektujesz kompaktową obudowę z blachy w programie CAD. Model wygląda precyzyjnie, wykrywanie zakłóceń przebiega pomyślnie, a płaski wzór generuje się bez błędów. Wysyłasz plik DXF do warsztatu, oczekując szybkiej realizacji.
Zamiast tego otrzymujesz "Brak wyceny" lub prośbę o zmianę projektu (ECN). Informacja zwrotna jest prosta, ale frustrująca: "Kołnierz na tej krawędzi jest zbyt krótki, aby go uformować".
W cyfrowym świecie SolidWorks lub Inventor, blacha jest traktowana jako materiał o nieskończonej sztywności i zerowych ograniczeniach produkcyjnych. Jednak w świecie fizycznym formowanie metalu jest procesem gwałtownym, regulowanym przez tarcie, dźwignię i geometrię narzędzia.
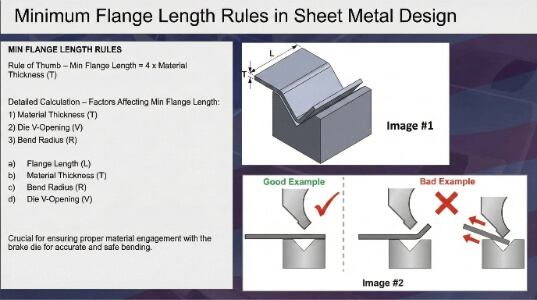
Niniejszy przewodnik ma na celu wypełnienie tej luki. Zdemontujemy sprzeczne "zasady kciuka" - od agresywnej grubości 1,5x do konserwatywnej grubości 4x - i pomożemy określić dokładną minimalną długość kołnierza wymaganą do niezawodnej produkcji.
Definiowanie "minimalnej długości kołnierza"
Zanim zagłębimy się w mechanikę, musimy uzgodnić definicję, aby uniknąć kosztownych błędów w komunikacji.
Kiedy producenci mówią o minimalnej długości kołnierza (Lₘᵢₙ), odnoszą się do zewnętrznego wymiaru kołnierza - od zewnętrznej strony zagięcia do krawędzi części. Pomiar ten obejmuje zarówno Promień gięcia (R) i grubość materiału (T).
Jeśli odległość ta jest niewystarczająca, prasa krawędziowa nie może fizycznie utworzyć geometrii bez powodowania odpadów.
Fizyka: Dlaczego istnieje granica?
Aby zrozumieć, dlaczego istnieje minimalna długość, musimy przyjrzeć się standardowemu procesowi produkcyjnemu stosowanemu w 90% precyzyjnej produkcji: Air Bending.
W przypadku gięcia pneumatycznego blacha jest umieszczana na dolnej matrycy, która zazwyczaj ma otwór w kształcie litery V. Górny stempel opada, wpychając metal do otworu w kształcie litery V. Co najważniejsze, metal nie jest dociskany do samego dna matrycy. Zamiast tego "unosi się" w trzech różnych punktach styku:
- Końcówka górnego ciosu.
- Lewe ramię matrycy V.
- Prawe ramię matrycy V.
Analogia "mostu"
Pomyśl o blasze jak o moście przecinającym kanion (otwór w kształcie litery V). Aby most mógł się utrzymać, musi bezpiecznie spoczywać na solidnym podłożu po obu stronach kanionu.
W przypadku zaprojektowania zbyt krótkiego kołnierza, materiał po jednej stronie nie osiągnie "ramienia" matrycy V-die. Zamiast zginać się, arkusz po prostu wsunie się do wnęki matrycy. Prowadzi to do trzech różnych awarii:
- Poślizg i zniekształcenia: Część przesuwa się na boki podczas cyklu prasowania, tworząc krzywą linię gięcia.
- Żłobienie: Ślizgający się arkusz wbija się w kosztowną hartowaną stal ramion matrycy, uszkadzając oprzyrządowanie.
- Awaria tylnego zderzaka: Jest to punkt często pomijany przez projektantów. Operatorzy pras krawędziowych używają tylnego zderzaka - zrobotyzowanych palców za maszyną - do dokładnego pozycjonowania części. Jeśli kołnierz jest zbyt krótki, nie może dosięgnąć palców tylnego zderzaka. Bez tego fizycznego ogranicznika operator musi pozycjonować część na oko, co uniemożliwia spójną produkcję masową.
Krytyczna zmienna: Szerokość matrycy
Szerokość otworu matrycy V nie jest dowolna; jest ona wybierana na podstawie grubości materiału (T).
Standardowa praktyka branżowa nakazuje, aby otwór matrycy V był zazwyczaj 6 do 8 razy większy od grubości materiału.
- W przypadku arkusza o grubości 2,0 mm sklep prawdopodobnie użyje matrycy V o szerokości 12 mm lub 16 mm.
- Aby gięcie się powiodło, kołnierz musi być wystarczająco długi, aby objąć co najmniej połowę tego otworu V (V/2), plus margines bezpieczeństwa.
Ta geometryczna zależność - między grubością materiału a szerokością oprzyrządowania wymaganego do jego gięcia - jest podstawą każdej formuły minimalnego kołnierza. Wyjaśnia ona, dlaczego kołnierz 3 mm doskonale sprawdza się w przypadku cienkich profili.

Starcie formuł: Konserwatywne kontra teoretyczne
Jeśli poszukasz zasad dotyczących minimalnego kołnierza w podręcznikach inżynieryjnych w porównaniu z wytycznymi produkcyjnymi, znajdziesz mylące rozbieżności. Niektóre źródła twierdzą, że można uzyskać kołnierz o grubości zaledwie 1,5 razy większej od grubości materiału (1,5T). Tymczasem producent prawdopodobnie nalega na 4-krotność grubości (4T).
Dlaczego istnieje tak ogromna luka? Odpowiedź leży w zastosowanej metodzie gięcia: Air Bending kontra Bottoming. Zrozumienie tego rozróżnienia jest kluczem do projektowania części, które są nie tylko możliwe, ale i ekonomiczne.
1. Podejście "bezpiecznego producenta" (zasada 4T)
Jeśli projektujesz na potrzeby ogólnej produkcji i chcesz mieć pewność, że Twoje części są szybko wyceniane i produkowane bez wad, to jest to zasada, której powinieneś przestrzegać.
Formuła:
Lₘᵢₙ ≈ 4 × T + R
(Gdzie T = grubość materiału i R = promień gięcia)
Rzeczywistość produkcyjna:
Formuła ta wywodzi się z Air Bending, standardu branżowego dla nowoczesnych precyzyjnych blach.
- Szerokość matrycy V: Jak ustalono, gięcie pneumatyczne wykorzystuje szerokość matrycy V od około 6T do 8T.
- Geometria: Aby bezpiecznie wypełnić połowę tego otworu w kształcie litery V, materiał musi rozciągać się około 3T do 4T od środka.
- Czynnik bezpieczeństwa: Dodanie promienia gięcia (R) do formuły zapewnia, że nawet gdy metal zwija się i zużywa długość, pozostaje bezpiecznie na ramionach matrycy.
Dlaczego inteligentni inżynierowie go używają?
Projektowanie z regułą 4T zapewnia elastyczność hali produkcyjnej. Umożliwia korzystanie ze standardowej gamy tarcz V-dies dostępnych na każdej maszynie.
- Scenariusz: Jeśli projektujesz do absolutnego limitu (1,5 T), a konkretne narzędzie tight-V w warsztacie jest uszkodzone lub aktualnie wykonuje inne zadanie, produkcja zostaje zatrzymana.
- Scenariusz: W przypadku projektowania 4T operator może w razie potrzeby przełączyć się na nieco szerszą matrycę, aby utrzymać ciągłość produkcji, chroniąc czas realizacji.
2. Podejście "teoretyczne" (reguła 1,5 T)
Jeśli zapoznasz się z inżynierskimi tekstami referencyjnymi, takimi jak Podręcznik maszyn lub przejrzeć konkretne katalogi narzędzi, często można zobaczyć znacznie krótsze wartości.
Formuła:
Lₘᵢₙ ≈ 1,5 × T do 2,0 × T
Ukryty koszt:
Zasada ta dotyczy zazwyczaj gięcia z dołu (lub wyginania), a nie standardowego gięcia pneumatycznego. W przypadku gięcia z dołu, stempel dociska arkusz do samego dołu matrycy V, ściskając strukturę materiału. Ponieważ arkusz jest fizycznie zaciśnięty między stemplem a matrycą, nie musi obejmować całej szerokości otworu V, aby zachować stabilność.
Poleganie na tej zasadzie wiąże się jednak ze znacznym ryzykiem i kosztami:
- Skoki tonażu: Gięcie do dołu wymaga do 5 razy większego tonażu niż gięcie pneumatyczne. Wiele precyzyjnych elektrycznych lub hybrydowych pras krawędziowych nie jest przystosowanych do tak dużego obciążenia.
- Zużycie narzędzi: Wysokie ciśnienie przyspiesza zużycie stempla i matrycy, prowadząc do niespójnych kątów w czasie.
- Niezgodność procesów: Jeśli warsztat spróbuje wygiąć w powietrzu projekt 1,5 T, ponieważ brakuje mu tonażu, aby go obniżyć, część zawiedzie. Wsunie się do matrycy, co spowoduje złomowanie partii.
Werdykt
"Reguła 1,5 T" jest teoretycznie możliwa, ale operacyjnie kosztowna i ryzykowna. "Reguła 4T" jest konserwatywna, niezawodna i tania.
Złota zasada DFM:
W miarę możliwości należy zawsze projektować z wykorzystaniem zasady konserwatywnej (4T). Korzystaj z limitu teoretycznego (1,5T) tylko wtedy, gdy projekt tego wymaga i bądź przygotowany na potencjalny sprzeciw lub wyższe koszty oprzyrządowania ze strony dostawcy.
Naginanie tego, czego nie da się nagiąć: Zmienne i obejścia
Zanim zdecydujesz się na krótki kołnierz, musisz zrozumieć, w jaki sposób dobór materiału i kąty gięcia przesuwają słupki bramki tego, co jest fizycznie możliwe.
Czynnik materialny: Dlaczego ocena ma znaczenie
Nie wszystkie metale zachowują się tak samo pod prasą. Minimalna długość kołnierza jest bezpośrednio związana z wymaganym promieniem gięcia (R), a promień jest podyktowany plastycznością materiału.
- Aluminium 6061-T6 (The Brittle Challenge): Ten powszechnie stosowany w przemyśle lotniczym gatunek jest notorycznie kruchy. Przy próbie ostrego zgięcia może pęknąć. Aby temu zapobiec, producenci muszą stosować większy promień gięcia (często 1,5T lub większy). Ponieważ nasz wzór to Lₘᵢₙ = 4T + R, większy promień automatycznie wymaga dłuższego kołnierza.
- Aluminium 5052-H32 (ciągliwa alternatywa): Jeśli projekt wymaga wąskiego kołnierza, należy rozważyć przejście na 5052. Jest on bardziej miękki i może obsługiwać ciaśniejszy promień bez pękania, pozwalając na krótszą minimalną długość kołnierza.
- Stal nierdzewna: Ze względu na wysoką granicę plastyczności i znaczne "sprężynowanie", stal nierdzewna często wymaga nadmiernego gięcia w celu uzyskania ostatecznego kąta. Ten głębszy skok może wymagać szerszej matrycy V, aby uniknąć przekroczenia limitów tonażu narzędzia, co z kolei zwiększa wymaganą długość kołnierza.
Czynnik kąta
Większość przewodników projektowych zakłada standardowe zagięcie pod kątem 90°. Jednak kąt zgięcia znacząco zmienia fizykę punktów styku matrycy V-die.
- Kąty ostre (<90°): Aby wygiąć metal pod kątem 30° lub 45°, stempel musi przesunąć się głębiej w matrycy V-die. Ten głębszy skok odciąga blachę dalej od ramion matrycy. W związku z tym ostre zagięcia często wymagają dłuższych kołnierzy niż zagięcia 90°, aby zapewnić, że materiał pozostanie w kontakcie z matrycą przez cały skok.
- Kąty rozwarte (>90°): Są one ogólnie bezpieczniejsze. Stempel pokonuje mniejszą odległość, więc ryzyko ześlizgnięcia się kołnierza do matrycy jest mniejsze.
"Cheat Codes": Jak wyprodukować niemożliwe
Co się dzieje, gdy masz obudowę o grubości 2,0 mm i absolutnie musi mieć kołnierz 3,0 mm, aby usunąć komponent? Standardowy proces gięcia pneumatycznego mówi "Niemożliwe".
Jednak wykwalifikowany partner produkcyjny może osiągnąć taką geometrię - jeśli jesteś skłonny za to zapłacić. Oto trzy najczęstsze obejścia.
1. Metoda "zginania i cięcia"
Jest to brutalne rozwiązanie dla prototypów i precyzyjnych części o małej objętości.
- Proces: Warsztat wycina laserowo płaski wzór z kołnierzem o bezpiecznej długości (np. 10 mm). Wyginają go normalnie przy użyciu standardowego oprzyrządowania. Następnie część jest przenoszona do frezarki CNC, gdzie nadmiar materiału jest obrabiany do pożądanej długości 3,0 mm.
- Koszt: Wysoki. Dodajesz dodatkowe ustawienia obróbki, ręczną obsługę i etapy usuwania zadziorów. Należy zadać sobie pytanie: Czy ten krótki kołnierz jest wart wzrostu kosztu jednostkowego o 200% do 300%?
2. Nacięcia odciążające
Czasami kołnierz wydaje się zbyt krótki tylko dlatego, że przylega do wycięcia lub ściętego narożnika.
- Poprawka: Dodaj wycięcie odciążające (małe nacięcie prostopadłe do linii gięcia) w punkcie przejścia. To fizycznie oddziela gięty kołnierz od problematycznej geometrii w pobliżu. Pozwala to na niezależne odkształcenie kołnierza bez rozdzierania materiału lub wymagania od operatora wyrównania złożonej, nieliniowej krawędzi względem tylnego zderzaka.
3. Specjalistyczna strategia narzędziowa
Jeśli metoda "Bend and Cut" jest zbyt kosztowna dla produkcji wielkoseryjnej, można omówić z producentem opcje specjalistycznego oprzyrządowania:
- Giętarki obrotowe / matryce do wycierania: W przeciwieństwie do standardowych narzędzi V-dies, narzędzia te utrzymują część płasko i "wycierają" kołnierz za pomocą obracającej się krzywki. Mogą one formować kołnierze o grubości zaledwie 1 × bez poślizgu.
- Matryce offsetowe: Są to specjalne narzędzia zaprojektowane do tworzenia dwóch zagięć (w kształcie litery "Z") w jednym uderzeniu. Doskonale nadają się do krótkich offsetów, ale wymagają specjalnego oprzyrządowania dla każdej określonej wysokości.
Ściągawka i ostateczna lista kontrolna
Teraz sprowadzimy całą tę teorię do czegoś, co można natychmiast wykorzystać: skróconej ściągawki i ostatecznej listy kontrolnej DFM (Design for Manufacturing) do uruchomienia przed wydaniem rysunków.
Skrócona tabela danych referencyjnych
W poniższej tabeli zestawiono wartości "Bezpieczne" (gięcie pneumatyczne) z wartościami "Agresywnymi" (Bottoming/oprzyrządowanie specjalne).
- Standard: Użyj tych wartości dla standardowych projektów, aby zapewnić najniższy koszt, najkrótszy czas realizacji i możliwość korzystania z wielu źródeł.
- Ryzyko: Używaj tych wartości tylko wtedy, gdy ilość miejsca jest krytyczna. Ostrzeżenie: Zwykle wymagają one specjalnego oprzyrządowania, wyższego tonażu lub obróbki wtórnej.
| Grubość materiału (T) | Konserwatywne minimum (4T+R) | Agresywne minimum (1,5T-2T) |
|---|---|---|
| 0,5 mm (24-26 ga) | ~ 2,5 mm | ~ 1,0 mm |
| 1,0 mm (20 ga) | ~ 5,0 mm | ~ 2,0 mm |
| 1,5 mm (16 ga) | ~ 7,0 mm | ~ 3,0 mm |
| 2,0 mm (14 ga) | ~ 9,0 mm | ~ 4,0 mm |
| 3,0 mm (11 ga) | ~ 13,0 mm | ~ 5,0 mm |
> Uwaga techniczna: Wartości "konserwatywne" zakładają standardowy promień gięcia (R) w przybliżeniu równy grubości materiału. W przypadku określenia większego promienia (np. R=3 mm dla materiału o grubości 1 mm), należy dodać tę dodatkową długość do minimalnego kołnierza.
Ostateczna lista kontrolna DFM
Zanim naciśniesz przycisk "Release" przy ostatecznej wersji CAD, zadaj sobie pięć poniższych pytań. Zaoszczędzi to wielu godzin korespondencji e-mail z producentem i potencjalnie tysięcy dolarów na złom.
1. Której zasady przestrzegałem?
- Jeśli kołnierz ma > 4 × T, jesteś bezpieczny. Możesz działać bez obaw.
- Jeśli kołnierz ma <2,5 × T, znajdujesz się w strefie zagrożenia. Oznacz tę funkcję do sprawdzenia.
2. Czy "krótki kołnierz" jest konieczny?
- Zadaj sobie pytanie: Czy ten kołnierz musi mieć długość 3 mm? Często projektanci skracają kołnierze tylko ze względów estetycznych lub "kompaktowości". Jeśli możesz go wydłużyć, aby spełnić regułę 4T bez ingerencji w inne komponenty, zrób to. To nic nie kosztuje przy projektowaniu, ale oszczędza pieniądze przy produkcji.
3. Czy mogę zaakceptować luźniejsze tolerancje?
- Pułapka tolerancji: Krótkie kołnierze "pływają" bardziej podczas gięcia, ponieważ mają mniejszą powierzchnię styku z matrycą. Jeśli wymuszasz kołnierz 1,5 T, nie oczekuj standardowej tolerancji kątowej ± 1. Może być konieczne zwiększenie tej tolerancji do ± 3, aby uwzględnić niestabilność.
4. Czy uwzględniłem promień?
- Należy pamiętać, że efektywna długość kołnierza obejmuje promień gięcia. Jeśli masz kołnierz 10 mm, ale promień 5 mm, do uchwycenia pozostaje tylko 5 mm "płaskiego" materiału. Upewnij się, że obliczenia uwzględniają promień.
5. Czy jestem gotów zapłacić za naprawę?
- Jeśli koniecznie musisz mieć kołnierz, który łamie zasady, czy jesteś przygotowany na koszty "gięcia i cięcia"? Ta dodatkowa operacja może podwoić koszt jednostkowy części. Jeśli budżet jest napięty, przeprojektuj tę funkcję już teraz.
Wnioski
W świecie projektowania blach różnica między "teoretycznie możliwym" a "ekonomicznie opłacalnym" jest często mierzona w milimetrach. Podczas gdy podręczniki inżynieryjne mogą mówić, że minimalna długość kołnierza wynosząca 1,5x grubość materiału jest możliwa, rzeczywistość hali produkcyjnej zwykle wymaga bezpieczniejszej grubości 4x.
Czy Twój projekt jest gotowy do produkcji? Nie zgaduj. Martwisz się, że ciasne kołnierze mogą powodować problemy na prasie krawędziowej? Przestań zgadywać i zacznij sprawdzać. Wyślij nam swoje pliki CAD w celu uzyskania bezpłatnego przeglądu DFM.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


