Sposób łączenia części metalowych szybko się zmienia. Inżynierowie i producenci często stają przed trudnym pytaniem: która metoda spawania najlepiej pasuje do ich pracy? Wiele osób zna spawanie laserowe i spawanie TIG. Każda z nich ma swoje wady i zalety. Wybór ma wpływ nie tylko na proces spawania. Może wpływać na jakość produktu końcowego, koszt jego wytworzenia i szybkość dostawy.
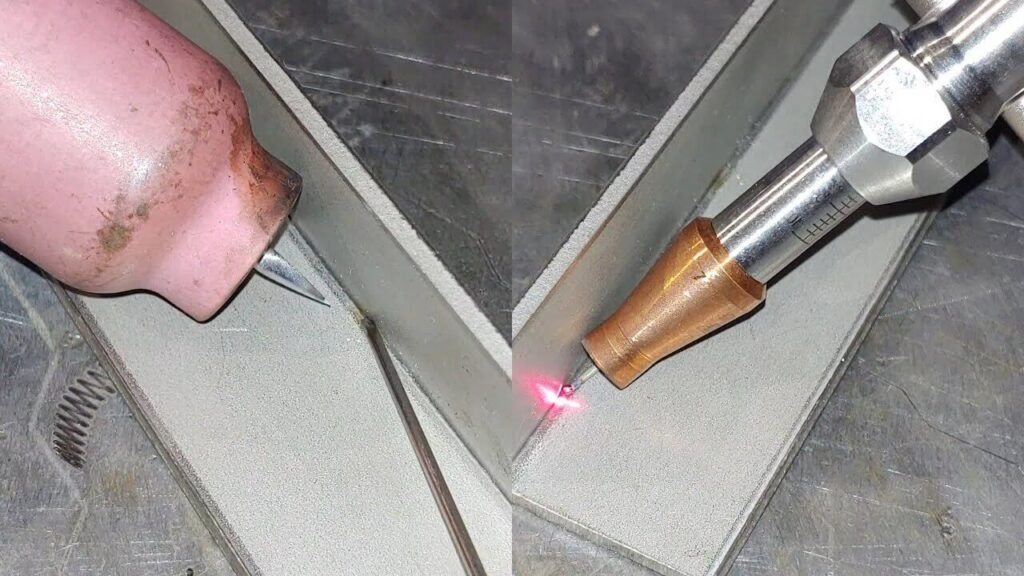
Spawanie laserowe wykorzystuje skupioną wiązkę światła do topienia i łączenia metalu. Spawanie TIG wykorzystuje elektrodę wolframową i gaz do utworzenia spoiny. Spawanie laserowe jest szybkie, czyste i nadaje się do automatyzacji. Spawanie TIG jest powolne, ale precyzyjne i elastyczne. Najlepszy wybór zależy od rodzaju pracy, materiału i potrzeby szybkości w stosunku do kontroli.
Zarówno spawanie laserowe, jak i spawanie TIG tworzą mocne, niezawodne spoiny. Sprawdzają się one jednak lepiej w różnych typach projektów. Chcesz dowiedzieć się, która z nich lepiej odpowiada Twoim potrzebom? Przyjrzyjmy się bliżej.
Podstawy spawania laserowego
Spawanie laserowe łączy metale za pomocą skupionej wiązki światła. Jest szybka, precyzyjna i nadaje się do zautomatyzowanej produkcji. Przyjrzyjmy się, jak to działa i gdzie się sprawdza.
Jak działa spawanie laserowe?
Spawanie laserowe łączy metal za pomocą silnej wiązki światła. Wiązka podgrzewa niewielki obszar, aż metal stopi się i połączy. Ponieważ ciepło jest tak skoncentrowane, tworzy głębokie, wąskie spoiny z niewielkimi zniekształceniami.
Istnieją dwa główne rodzaje wiązek: ciągłe i impulsowe. Wiązki ciągłe są używane do dłuższych lub grubszych spoin, podczas gdy wiązki impulsowe są lepsze do mniejszych, delikatnych części.
Proces ten jest bezkontaktowy. Oznacza to, że laser nigdy nie dotyka metalu. Dostarcza jedynie ciepło do powierzchni. Dzięki temu jest bardzo czysty i dokładny.
Główne części systemu spawania laserowego
Typowa konfiguracja obejmuje:
- Źródło lasera: Zazwyczaj laser światłowodowy lub CO₂, który tworzy wiązkę.
- Optyka: Soczewki i lustra, które kierują i skupiają wiązkę.
- Posiadacz części: Mocowanie, które utrzymuje metalowe elementy na miejscu.
- Gaz osłonowy: Często argon lub hel, używany do ochrony spoiny przed powietrzem.
- System sterowania: Oprogramowanie zarządzające kierunkiem i mocą wiązki.
Komponenty te współpracują ze sobą, aby zapewnić spójną spoinę. System jest często w pełni zautomatyzowany, zwłaszcza w przypadku produkcji wielkoseryjnej.
Najlepsze materiały do spawania laserowego
Spawanie laserowe działa dobrze z metalami, które łatwo rozprowadzają ciepło i nie odbijają zbytnio lasera. Dobrym wyborem są:
- Stal nierdzewna
- Łagodna stal
- Tytan
- Aluminium (z odpowiednimi ustawieniami)
- Stopy na bazie niklu
Metale o wysokim współczynniku odbicia, takie jak miedź, są trudniejsze do spawania. Odbijają one dużą część energii lasera, więc spawanie ich często wymaga większej mocy lub innego typu lasera.
Cienkie materiały są idealne. Grubsze części mogą być nadal spawane, ale mogą wymagać więcej niż jednego przejścia lub dodatkowego drutu spawalniczego.
Plusy i minusy spawania laserowego
To, co jest w nim świetne:
- Spawanie z dużą prędkością
- Czyste, wąskie spoiny
- Niskie uszkodzenia termiczne
- Łatwość automatyzacji
- Gładkie wykończenie, często bez potrzeby dodatkowego czyszczenia
Na co uważać:

Podstawy spawania metodą TIG
Spawanie metodą TIG tworzy precyzyjne, wysokiej jakości spoiny przy użyciu łuku elektrycznego i ręcznie podawanego materiału wypełniającego. Jest to metoda stosowana w przypadku krytycznych połączeń, w których liczy się wygląd i wytrzymałość.
Jak działa spawanie TIG?
TIG oznacza spawanie gazem obojętnym wolframu. Wykorzystuje elektrodę wolframową, która nie topi się. Zamiast tego tworzy łuk, który podgrzewa i topi metal. Jeśli potrzebny jest dodatkowy materiał, pręt wypełniający jest dodawany ręcznie.
Obszar spawania jest chroniony osłoną gazową - zwykle argonem - która zatrzymuje powietrze i zapobiega utlenianiu. Pomaga to zachować czystość i wytrzymałość spoiny.
Spawanie TIG zapewnia dużą kontrolę nad ciepłem i spoiwem. Jest to wolniejszy proces niż inne metody, ale spoiny są solidne i czyste. Zwykle wykonuje się je ręcznie, a ich dobre wykonanie wymaga umiejętności.
Główne części systemu spawania TIG
Standardowa konfiguracja TIG obejmuje:
- Źródło prądu: Zapewnia prąd zmienny lub stały. AC jest używany do aluminium, DC do stali.
- Palnik TIG: Mieści elektrodę wolframową i dostarcza gaz osłonowy.
- Pręt wypełniający: Dodawany ręcznie w razie potrzeby.
- Gaz osłonowy: Zwykle argon lub mieszanka z helem.
- Pedał nożny lub sterowanie ręczne: Umożliwia spawaczowi regulację ciepła podczas pracy.
Taka konfiguracja daje spawaczowi pełną kontrolę, dlatego też metoda TIG jest często wybierana do prac szczegółowych lub wymagających dużej precyzji.
Najlepsze materiały do spawania TIG
Spawanie TIG sprawdza się w przypadku szerokiej gamy metali, w tym tych delikatnych. Jest również przydatne przy łączeniu dwóch różnych metali. Typowe opcje obejmują:
- Stal nierdzewna
- Łagodna stal
- Aluminium
- Miedź
- Stopy niklu
- Magnez
Jest to idealne rozwiązanie do precyzyjnych prac, czystych wykończeń lub gdy wygląd spoiny ma kluczowe znaczenie.
Plusy i minusy spawania TIG
Co w tym dobrego?
- Bardzo wysoka jakość spoin
- Pełna kontrola nad ciepłem i wypełniaczem
- Czyste spoiny bez rozprysków
- Działa doskonale na cienkim metalu
- Nadaje się do niestandardowych lub szczegółowych prac
O czym należy pamiętać:
- Wolniejsze niż inne metody spawania
- Wymaga wykwalifikowanego operatora
- Niełatwe do zautomatyzowania
- Mniejsza skuteczność w przypadku grubych części
- Konfiguracja może być bardziej złożona

Spawanie laserowe a spawanie TIG: Kluczowe różnice
Spawanie laserowe i spawanie TIG łączą metal, ale działają zupełnie inaczej. Oto zestawienie ich porównań w kluczowych obszarach.
Źródło ciepła
Spawanie laserowe wykorzystuje skupioną wiązkę światła do podgrzewania metalu. Wiązka ta jest skierowana na mały punkt i dostarcza intensywne ciepło. Szybko topi materiał, tworząc głębokie i wąskie spoiny.
Spawanie TIG wykorzystuje łuk elektryczny z elektrody wolframowej. Ciepło rozprzestrzenia się na większym obszarze, a operator często dodaje spoiwo ręcznie.
Precyzja i kontrola
Spawanie laserowe jest dokładne. Zazwyczaj prowadzi je optyka lub maszyny CNC, co czyni je idealnym rozwiązaniem dla zautomatyzowanych systemów i części o wąskiej tolerancji.
Spawanie TIG daje spawaczowi pełną kontrolę. Ciepło, prędkość i wypełniacz są regulowane ręcznie, co jest doskonałym rozwiązaniem w przypadku części, które wymagają ostrożnego dotyku.
Prędkość spawania
Spawanie laserowe jest znacznie szybsze. Umożliwia wykonanie spoin w ciągu kilku sekund i dobrze sprawdza się w produkcji wielkoseryjnej.
Spawanie metodą TIG trwa dłużej. Spawacz porusza się wolniej, aby prawidłowo prowadzić łuk i spoiwo. Jest to lepsze rozwiązanie dla małych partii lub jednorazowych części.
Jakość i wygląd spoiny
Spawanie laserowe tworzy wąskie, czyste spoiny z niewielką ilością odprysków. Ciepło jest skupione, więc zniekształcenia są minimalne. W wielu przypadkach nie jest wymagane dodatkowe czyszczenie. Spoiny są czyste i spójne, zwłaszcza gdy są zautomatyzowane.
Spawanie TIG również zapewnia doskonałe rezultaty - zwłaszcza, gdy jest wykonywane przez wykwalifikowanego spawacza. Wykończenie jest gładkie i czyste, z mocnym wtopieniem. Metoda ta jest często stosowana, gdy spoina będzie widoczna i musi wyglądać idealnie.
Kompatybilność materiałowa
Spawanie laserowe działa najlepiej z metalami, które łatwo absorbują ciepło z lasera. Należą do nich stal nierdzewna, stal miękka, tytan i niektóre rodzaje aluminium. Nie radzi sobie natomiast z metalami błyszczącymi, takimi jak miedź, które odbijają światło lasera.
Spawanie TIG jest bardziej elastyczne. Działa z wieloma metalami, w tym ze stalą nierdzewną, aluminium, miedzią, magnezem i specjalnymi stopami. Idealnie nadaje się do cienkich lub delikatnych części.
Najlepsze przypadki użycia
Spawanie laserowe jest idealne do szybkich i masowych prac. Jest szeroko stosowane w branżach takich jak motoryzacja, elektronika i medycyna. Idealnie nadaje się do cienkich części, małych połączeń i precyzyjnych wzorów.
Spawanie TIG jest stosowane w przypadku mniejszych serii, prac niestandardowych lub napraw. Znajduje również zastosowanie w przemyśle lotniczym, rurociągach i szczegółowych pracach produkcyjnych. Spawanie TIG radzi sobie z trudnymi spoinami i pozwala na bardziej praktyczną kontrolę.
Czynniki kosztowe
Maszyny do spawania laserowego kosztują z góry więcej. Wymagają zaawansowanego sprzętu i przeszkolonego personelu. Ale po skonfigurowaniu działają szybko i mogą obniżyć koszty pracy.
Spawarki TIG kosztują mniej i są łatwiejsze w konfiguracji. Proces jest jednak wolniejszy i wymaga więcej pracy ręcznej, co może zwiększyć koszty w przypadku dużych partii.
Spawanie laserowe a spawanie TIG: Wybór właściwej metody spawania
Wybór między spawaniem laserowym a spawaniem TIG zależy od celów projektu. Każda z metod przynosi wyraźne korzyści, ale jedna z nich będzie zazwyczaj lepiej dopasowana do potrzeb użytkownika.
Spawanie laserowe to właściwy wybór, jeśli:
- Potrzebujesz szybkiej produkcji o stałej jakości
- Części są cienkie i dobrze przygotowane
- Wykonujesz zautomatyzowane lub wysokonakładowe zadania
- Minimalne zniekształcenia cieplne i czyszczenie są kluczowe
Spawanie TIG ma większy sens, gdy:
- Wymagana jest wysoka kontrola nad spawem
- Wygląd i precyzja mają znaczenie
- Praca obejmuje cienkie, złożone lub mieszane materiały
- Pracujesz nad małymi seriami lub pracami niestandardowymi
Wnioski
Spawanie laserowe i spawanie TIG spełniają różne potrzeby. Spawanie laserowe jest szybkie, czyste i idealne do automatyzacji. Sprawdza się w produkcji wielkoseryjnej z wąskimi tolerancjami. Spawanie TIG jest wolniejsze, ale zapewnia pełną kontrolę. Najlepiej sprawdza się w przypadku szczegółowych prac, niestandardowych części i delikatnych materiałów.
Potrzebujesz pomocy w wyborze odpowiedniego procesu spawania dla swoich części metalowych? Skontaktuj się z naszym zespołem aby uzyskać fachowe wsparcie i szybkie, niezawodne rozwiązania spawalnicze dostosowane do Twojego projektu.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać

OEM a produkcja kontraktowa: Jak wybrać odpowiedni model dla swojego projektu?


- Sprzęt jest drogi
- Części muszą pasować do siebie bardzo precyzyjnie
- Nie jest to najlepszy wybór do grubych lub błyszczących metali
- Luki lub niewspółosiowość mogą powodować problemy
Podstawy spawania metodą TIG
Spawanie metodą TIG tworzy precyzyjne, wysokiej jakości spoiny przy użyciu łuku elektrycznego i ręcznie podawanego materiału wypełniającego. Jest to metoda stosowana w przypadku krytycznych połączeń, w których liczy się wygląd i wytrzymałość.
Jak działa spawanie TIG?
TIG oznacza spawanie gazem obojętnym wolframu. Wykorzystuje elektrodę wolframową, która nie topi się. Zamiast tego tworzy łuk, który podgrzewa i topi metal. Jeśli potrzebny jest dodatkowy materiał, pręt wypełniający jest dodawany ręcznie.
Obszar spawania jest chroniony osłoną gazową - zwykle argonem - która zatrzymuje powietrze i zapobiega utlenianiu. Pomaga to zachować czystość i wytrzymałość spoiny.
Spawanie TIG zapewnia dużą kontrolę nad ciepłem i spoiwem. Jest to wolniejszy proces niż inne metody, ale spoiny są solidne i czyste. Zwykle wykonuje się je ręcznie, a ich dobre wykonanie wymaga umiejętności.
Główne części systemu spawania TIG
Standardowa konfiguracja TIG obejmuje:
- Źródło prądu: Zapewnia prąd zmienny lub stały. AC jest używany do aluminium, DC do stali.
- Palnik TIG: Mieści elektrodę wolframową i dostarcza gaz osłonowy.
- Pręt wypełniający: Dodawany ręcznie w razie potrzeby.
- Gaz osłonowy: Zwykle argon lub mieszanka z helem.
- Pedał nożny lub sterowanie ręczne: Umożliwia spawaczowi regulację ciepła podczas pracy.
Taka konfiguracja daje spawaczowi pełną kontrolę, dlatego też metoda TIG jest często wybierana do prac szczegółowych lub wymagających dużej precyzji.
Najlepsze materiały do spawania TIG
Spawanie TIG sprawdza się w przypadku szerokiej gamy metali, w tym tych delikatnych. Jest również przydatne przy łączeniu dwóch różnych metali. Typowe opcje obejmują:
- Stal nierdzewna
- Łagodna stal
- Aluminium
- Miedź
- Stopy niklu
- Magnez
Jest to idealne rozwiązanie do precyzyjnych prac, czystych wykończeń lub gdy wygląd spoiny ma kluczowe znaczenie.
Plusy i minusy spawania TIG
Co w tym dobrego?
- Bardzo wysoka jakość spoin
- Pełna kontrola nad ciepłem i wypełniaczem
- Czyste spoiny bez rozprysków
- Działa doskonale na cienkim metalu
- Nadaje się do niestandardowych lub szczegółowych prac
O czym należy pamiętać:
- Wolniejsze niż inne metody spawania
- Wymaga wykwalifikowanego operatora
- Niełatwe do zautomatyzowania
- Mniejsza skuteczność w przypadku grubych części
- Konfiguracja może być bardziej złożona
Spawanie laserowe a spawanie TIG: Kluczowe różnice
Spawanie laserowe i spawanie TIG łączą metal, ale działają zupełnie inaczej. Oto zestawienie ich porównań w kluczowych obszarach.
Źródło ciepła
Spawanie laserowe wykorzystuje skupioną wiązkę światła do podgrzewania metalu. Wiązka ta jest skierowana na mały punkt i dostarcza intensywne ciepło. Szybko topi materiał, tworząc głębokie i wąskie spoiny.
Spawanie TIG wykorzystuje łuk elektryczny z elektrody wolframowej. Ciepło rozprzestrzenia się na większym obszarze, a operator często dodaje spoiwo ręcznie.
Precyzja i kontrola
Spawanie laserowe jest dokładne. Zazwyczaj prowadzi je optyka lub maszyny CNC, co czyni je idealnym rozwiązaniem dla zautomatyzowanych systemów i części o wąskiej tolerancji.
Spawanie TIG daje spawaczowi pełną kontrolę. Ciepło, prędkość i wypełniacz są regulowane ręcznie, co jest doskonałym rozwiązaniem w przypadku części, które wymagają ostrożnego dotyku.
Prędkość spawania
Spawanie laserowe jest znacznie szybsze. Umożliwia wykonanie spoin w ciągu kilku sekund i dobrze sprawdza się w produkcji wielkoseryjnej.
Spawanie metodą TIG trwa dłużej. Spawacz porusza się wolniej, aby prawidłowo prowadzić łuk i spoiwo. Jest to lepsze rozwiązanie dla małych partii lub jednorazowych części.
Jakość i wygląd spoiny
Spawanie laserowe tworzy wąskie, czyste spoiny z niewielką ilością odprysków. Ciepło jest skupione, więc zniekształcenia są minimalne. W wielu przypadkach nie jest wymagane dodatkowe czyszczenie. Spoiny są czyste i spójne, zwłaszcza gdy są zautomatyzowane.
Spawanie TIG również zapewnia doskonałe rezultaty - zwłaszcza, gdy jest wykonywane przez wykwalifikowanego spawacza. Wykończenie jest gładkie i czyste, z mocnym wtopieniem. Metoda ta jest często stosowana, gdy spoina będzie widoczna i musi wyglądać idealnie.
Kompatybilność materiałowa
Spawanie laserowe działa najlepiej z metalami, które łatwo absorbują ciepło z lasera. Należą do nich stal nierdzewna, stal miękka, tytan i niektóre rodzaje aluminium. Nie radzi sobie natomiast z metalami błyszczącymi, takimi jak miedź, które odbijają światło lasera.
Spawanie TIG jest bardziej elastyczne. Działa z wieloma metalami, w tym ze stalą nierdzewną, aluminium, miedzią, magnezem i specjalnymi stopami. Idealnie nadaje się do cienkich lub delikatnych części.
Najlepsze przypadki użycia
Spawanie laserowe jest idealne do szybkich i masowych prac. Jest szeroko stosowane w branżach takich jak motoryzacja, elektronika i medycyna. Idealnie nadaje się do cienkich części, małych połączeń i precyzyjnych wzorów.
Spawanie TIG jest stosowane w przypadku mniejszych serii, prac niestandardowych lub napraw. Znajduje również zastosowanie w przemyśle lotniczym, rurociągach i szczegółowych pracach produkcyjnych. Spawanie TIG radzi sobie z trudnymi spoinami i pozwala na bardziej praktyczną kontrolę.
Czynniki kosztowe
Maszyny do spawania laserowego kosztują z góry więcej. Wymagają zaawansowanego sprzętu i przeszkolonego personelu. Ale po skonfigurowaniu działają szybko i mogą obniżyć koszty pracy.
Spawarki TIG kosztują mniej i są łatwiejsze w konfiguracji. Proces jest jednak wolniejszy i wymaga więcej pracy ręcznej, co może zwiększyć koszty w przypadku dużych partii.
Spawanie laserowe a spawanie TIG: Wybór właściwej metody spawania
Wybór między spawaniem laserowym a spawaniem TIG zależy od celów projektu. Każda z metod przynosi wyraźne korzyści, ale jedna z nich będzie zazwyczaj lepiej dopasowana do potrzeb użytkownika.
Spawanie laserowe to właściwy wybór, jeśli:
- Potrzebujesz szybkiej produkcji o stałej jakości
- Części są cienkie i dobrze przygotowane
- Wykonujesz zautomatyzowane lub wysokonakładowe zadania
- Minimalne zniekształcenia cieplne i czyszczenie są kluczowe
Spawanie TIG ma większy sens, gdy:
- Wymagana jest wysoka kontrola nad spawem
- Wygląd i precyzja mają znaczenie
- Praca obejmuje cienkie, złożone lub mieszane materiały
- Pracujesz nad małymi seriami lub pracami niestandardowymi
Wnioski
Spawanie laserowe i spawanie TIG spełniają różne potrzeby. Spawanie laserowe jest szybkie, czyste i idealne do automatyzacji. Sprawdza się w produkcji wielkoseryjnej z wąskimi tolerancjami. Spawanie TIG jest wolniejsze, ale zapewnia pełną kontrolę. Najlepiej sprawdza się w przypadku szczegółowych prac, niestandardowych części i delikatnych materiałów.
Potrzebujesz pomocy w wyborze odpowiedniego procesu spawania dla swoich części metalowych? Skontaktuj się z naszym zespołem aby uzyskać fachowe wsparcie i szybkie, niezawodne rozwiązania spawalnicze dostosowane do Twojego projektu.
Hej, jestem Kevin Lee
Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby
Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać