Spawanie elektrodą otuloną stali nierdzewnej może działać dobrze, ale tylko wtedy, gdy proces jest dopasowany do zadania. Wyzwaniem nie jest zajarzenie łuku. Wyzwaniem jest uzyskanie użytecznego rezultatu bez zbytniego przebarwienia, zniekształcenia lub czyszczenia.
Dlatego też spawanie stali nierdzewnej nie powinno być oceniane wyłącznie na podstawie wtopienia. Spoina może wytrzymać i nadal powodować problemy z dopasowaniem, wykończeniem lub odpornością na korozję, jeśli proces nie jest odpowiednio wcześnie kontrolowany.
W odpowiednich sytuacjach spawanie elektrodą otuloną jest nadal praktyczną opcją. Sprawdza się dobrze w przypadku prac naprawczych, prac w terenie i cięższych części nierdzewnych, gdzie liczy się przenośność i prosty sprzęt. W przypadku cienkich, widocznych lub wrażliwych na odkształcenia części ten sam proces staje się znacznie mniej wybaczający.

Czym jest spawanie stali nierdzewnej?
Spawanie elektrodą otuloną stali nierdzewnej oznacza wykorzystanie procesu SMAW do łączenia części ze stali nierdzewnej elektrodą otuloną topnikiem. Proces ten jest szeroko stosowany i łatwy do rozpoznania, ale stal nierdzewna jest zwykle mniej wyrozumiała niż stal miękka. Niewielkie błędy kontroli często szybko uwidaczniają się w ściegu spoiny, stanie powierzchni i sposobie, w jaki część reaguje na ciepło.
Solidna spoina ze stali nierdzewnej nie jest oceniana wyłącznie na podstawie tego, czy połączenie trzyma się razem. Dobre wyniki zależą również od kształtu ściegu, wyglądu powierzchni, kontroli odkształceń oraz ilości czyszczenia lub przeróbek potrzebnych po spawaniu. W produkcji te szczegóły mają znaczenie, ponieważ wpływają zarówno na jakość części, jak i na kolejny etap pracy.
Wiele problemów ze spawaniem stali nierdzewnej zaczyna się zanim spoina wygląda na wyraźnie wadliwą. Gdy kontrola ciepła lub kontrola łuku zaczyna się poślizgiwać, ścieg staje się mniej stabilny, zwiększa się ilość czyszczenia, a ruch części staje się trudniejszy do opanowania. Dlatego tak ważna jest wczesna kontrola. Krótki łuk, stała prędkość przesuwu i kontrolowana długość spoiny zwykle chronią końcowy rezultat bardziej niż próby naprawy spoiny po tym, jak spoina jest już zbyt długa.
Kiedy spawanie stali nierdzewnej ma sens?
Proces ten sprawdza się dobrze w niektórych zadaniach, ale nie jest odpowiedni dla każdej części ze stali nierdzewnej. Poniższe sekcje wyjaśniają, gdzie spawanie elektrodą otuloną stanowi wartość dodaną, a gdzie stwarza większe ryzyko.
Kiedy spawanie elektrodą otuloną jest praktyczną opcją?
Spawanie elektrodą otuloną to praktyczna opcja do napraw, prac w terenie i na zewnątrz. Jest łatwe do wdrożenia, działa dobrze tam, gdzie konfiguracja jest ograniczona i pozostaje przydatne w warunkach, w których trudniej jest uruchomić bardziej kontrolowane procesy warsztatowe.
W takich sytuacjach lepszym procesem jest często ten, który działa niezawodnie w rzeczywistym środowisku pracy. To właśnie tutaj spawanie elektrodą otuloną zachowuje swoją wartość.
Dlaczego grubsze części są łatwiejsze w zarządzaniu?
Grubsze części ze stali nierdzewnej zwykle dają procesowi więcej miejsca do pracy. Mogą one wchłonąć więcej ciepła, zanim dojdzie do przepalenia, silnego ciągnięcia lub niestabilnego kształtu stopki.
Dzięki temu spawanie elektrodą otuloną jest bardziej realistyczne cięższe wsporniki, sekcje naprawcze, obróbka ruri wyroby konstrukcyjne. Kontrola nadal ma znaczenie, ale grubszy materiał zwykle daje spawaczowi więcej czasu na utrzymanie połączenia w stanie nadającym się do użytku.
Dlaczego cienki arkusz jest trudniejszy do uzasadnienia?
Cienka blacha nierdzewna oferuje bardzo mały margines błędu. Część szybko się nagrzewa, łatwo przesuwa i może stracić płaskość lub kontrolę ściegu po krótkim spawaniu, jeśli proces nie jest ściśle kontrolowany.
Z tego powodu spawanie elektrodą otuloną często nie sprawdza się w przypadku lekkich części, widocznych powierzchni i zespołów, których kształt lub wygląd musi pozostać czysty. Nawet jeśli można to zrobić, często wiąże się to z większym ryzykiem niż korzyścią.
W jakich warunkach terenowych spawanie elektrodą otuloną jest korzystne?
Warunki terenowe często sprawiają, że spawanie elektrodą otuloną jest lepszym wyborem. Jeśli zadanie musi być wykonane na zewnątrz, na miejscu lub w miejscu, w którym konfiguracja procesu jest ograniczona, spawanie elektrodą otuloną ma wyraźną praktyczną przewagę.
Nie oznacza to, że jest to najlepszy proces pod każdym względem technicznym. Oznacza to, że środowisko może sprawić, że będzie to najlepszy proces do niezawodnego wykonywania pracy.
Jak ciepło wpływa na jakość spoiny?
Kontrola ciepła jest jednym z najważniejszych czynników podczas spawania stali nierdzewnej. Poniższe punkty pokazują, jak nadmiar ciepła wpływa na kształt ściegu, stabilność części i końcowy stan powierzchni.
Dlaczego stal nierdzewna szybko traci kontrolę?
Stal nierdzewna zwykle daje mniej ostrzeżeń, zanim spoina zacznie dryfować. Ustawienie, które wydaje się akceptowalne przy rozpoczęciu łuku, może stać się zbyt gorące w miarę kontynuowania ściegu, szczególnie w przypadku małych części, cienkich sekcji lub powtarzających się spoin w jednym obszarze.
W rzeczywistej pracy jest to zwykle szybko widoczne. Kałuża otwiera się szybciej, ścieg staje się trudniejszy do ukształtowania, a obszar spoiny staje się mniej stabilny z jednego przejścia do drugiego.
Jak nadmiar ciepła zamienia się w problemy z częściami?
Wraz ze wzrostem temperatury część staje się bardziej podatna na odkształcenia. Jest to bardziej widoczne w przypadku cienkich arkuszy, długich szwów, niepodpartych krawędzi i części, które nie są równomiernie utrzymywane.
Gdy zaczyna się ruch, problemem nie jest już tylko spawanie. Płaskość staje się trudniejsza do utrzymania, wyrównanie staje się mniej stabilne, a późniejsze dopasowanie często staje się trudniejsze niż sam spaw.
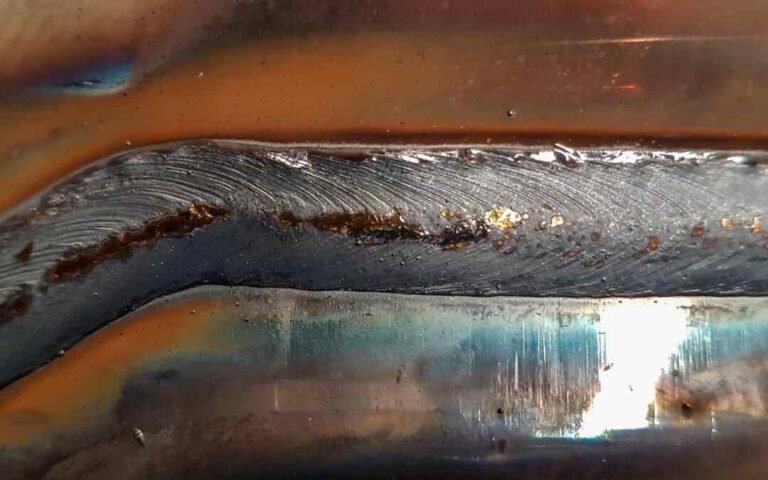
Dlaczego nie należy ignorować przebarwień?
Przebarwienia są często pierwszą widoczną oznaką, że obszar spoiny otrzymał więcej ciepła niż powinien. Ciemniejsza strefa spawania zwykle wskazuje, że proces wtłacza zbyt dużo ciepła do części lub utrzymuje je w jednym obszarze przez zbyt długi czas.
Ma to znaczenie, ponieważ przebarwienia rzadko mają jedynie kosmetyczny charakter. W przypadku widocznych lub wrażliwych na korozję części, więcej koloru często oznacza więcej czyszczenia, więcej odzyskiwania powierzchni i mniejszy margines na następny krok.
Jak słaba kontrola ciepła wpływa na wydajność usługi?
Zbyt wysoka temperatura może pozostawić obszar spoiny w gorszym stanie, utrudniając czyszczenie i ochronę części po spawaniu. Jeśli powierzchnia wokół spoiny jest mocno zabarwiona, szorstka lub zanieczyszczona, część może nie działać zgodnie z oczekiwaniami stali nierdzewnej.
Ma to największe znaczenie, gdy część będzie używana w warunkach mokrych, chemicznych, związanych z żywnością lub widocznych. W takich przypadkach słaba kontrola ciepła powoduje problemy po zakończeniu spawania.
Jak przygotować stal nierdzewną do spawania?
Jeśli kontrola ciepła chroni spoinę podczas procesu, to przygotowanie chroni ją przed rozpoczęciem procesu. Dobre spoiny nierdzewne często zależą od tego, co dzieje się przed rozpoczęciem zajarzenia łuku.
Jak prawidłowo czyścić złącze?
Przed rozpoczęciem spawania obszar spawania powinien być czysty, suchy i wolny od oleju, smaru, tlenku, farby i pozostałości po cięciu. Czystsze złącze zapewnia zwykle bardziej stabilny łuk, czystszą spoinę i mniej kłopotliwych prac porządkowych.
Nie musi to być skomplikowane. Cel jest prosty: oczyścić metal na złączu i wokół niego, aby spoina nie walczyła z zanieczyszczeniami powierzchni od samego początku.
Dlaczego zanieczyszczenie staje się problemem wynikowym?
Zanieczyszczenia często pojawiają się później jako problem jakościowy. Brud, pozostałości po szlifowaniu, cząstki stali węglowej lub odpady warsztatowe mogą uszkodzić obszar spoiny, zwiększyć ryzyko przebarwień i zwiększyć prawdopodobieństwo wystąpienia problemów z rdzą po spawaniu.
Dlatego też prace ze stali nierdzewnej powinny być w miarę możliwości oddzielone od prac przygotowawczych ze zwykłej stali. Jeśli powierzchnia zostanie zanieczyszczona przed rozpoczęciem spawania, część może stracić wygląd i margines korozji jeszcze przed wykonaniem spoiny.
Jak dopasowanie wpływa na spójność spoiny?
Słabe dopasowanie zwykle przekłada się na słabą kontrolę spoiny. Duże szczeliny, nierówne krawędzie i niestabilne warunki sczepiania sprawiają, że kałuża jest trudniejsza do umieszczenia i często wymusza więcej ciepła w złączu, niż część może sobie z tym poradzić.
Dobre dopasowanie nie tylko ułatwia spawanie. Pomaga zachować spójność ściegu, zmniejsza ryzyko nadmiernego ciągnięcia i sprawia, że efekt końcowy jest łatwiejszy do powtórzenia.
Co należy sprawdzić przed rozpoczęciem spawania?
Przed zajarzeniem łuku należy sprawdzić, czy połączenie jest czyste, dopasowanie jest stabilne, część jest podparta, a ustawienia są zgodne z materiałem i rozmiarem pręta. Są to proste kontrole, ale zapobiegają wielu problemom, za które później obwinia się technikę.
W przypadku stali nierdzewnej źle przygotowane obszary są zazwyczaj szybko widoczne. Kilka minut sprawdzania na początku często oszczędza znacznie więcej czasu na późniejsze czyszczenie, poprawki i przeróbki.
Jak przygotować się na lepsze wyniki?
Stabilna konfiguracja eliminuje wiele problemów, za które później obwinia się technikę. Poniższe punkty obejmują wybór ustawień, które sprawiają, że spawanie stali nierdzewnej jest bardziej przewidywalne od samego początku.
Jak wybrać polaryzację i natężenie prądu?
Zacznij od zalecanej polaryzacji elektrody, a następnie ustaw natężenie prądu na wystarczająco wysokie, aby uzyskać stabilny łuk, ale wystarczająco niskie, aby utrzymać kałużę pod kontrolą. W przypadku stali nierdzewnej zbyt wczesne zwiększenie natężenia prądu zwykle utrudnia, a nie ułatwia spawanie.
Bezpieczniejszym podejściem jest rozpoczęcie pracy w pobliżu dolnej granicy użytecznego zakresu i dostosowanie na podstawie zachowania łuku, kształtu ściegu i nagrzewania. Jeśli jeziorko otwiera się zbyt szybko lub spoina ciemnieje zbyt szybko, ustawienie jest często zbyt gorące dla danej części.
Dlaczego uziemienie wpływa na stabilność łuku?
Słabe uziemienie może sprawić, że prawidłowe ustawienie będzie odczuwane jako nieprawidłowe. Jeśli ścieżka uziemienia jest słaba, brudna lub źle umieszczona, łuk staje się mniej spójny, a kontrola kałuży staje się mniej stabilna.
Ma to znaczenie, ponieważ niestabilne zachowanie łuku często jest obwiniane za wybór wędki lub technikę. W wielu przypadkach lepsze rozwiązanie jest prostsze: poprawić podłoże i usunąć jedno z możliwych do uniknięcia źródeł niespójności.
W jaki sposób wsparcie pomaga kontrolować ruch?
Podparcie ma znaczenie, ponieważ stal nierdzewna może szybko się poruszać, gdy tylko zacznie się nagrzewać. Jeśli część nie jest dobrze trzymana, spoina może wyrwać pracę z pozycji przed zakończeniem przejścia.
Staje się to bardziej prawdopodobne w przypadku cienkich części, długich szwów, otwartych krawędzi i nierównomiernego utwierdzenia. Dobre podparcie nie zatrzymuje ruchu całkowicie, ale zmniejsza tendencję części do dryfowania podczas spawania.
Dlaczego spoiny próbne pomagają przed rozpoczęciem produkcji?
Krótka spoina testowa pomaga potwierdzić, czy ustawienia, wyczucie łuku i kształt ściegu działają, zanim prawdziwa część zostanie narażona na ryzyko. Jest to szczególnie przydatne w przypadku stali nierdzewnej, ponieważ okno procesu jest węższe, a błędy pojawiają się szybciej.
Szybki test na podobnej grubości może ujawnić zbyt wysoką temperaturę, słabą kontrolę stopki lub niestabilne ustawienia na wczesnym etapie. Ten niewielki krok często zapobiega późniejszemu czyszczeniu lub przeróbkom.
Jak poprawić kontrolę spawania?
Gdy ustawienia są prawidłowe, następnym krokiem jest utrzymanie stabilnej spoiny przez cały cykl spawania. Poniższe sekcje koncentrują się na prostych nawykach kontrolnych, które poprawiają spójność i zmniejszają możliwe do uniknięcia nagromadzenie ciepła.
Jak utrzymać krótki łuk?
Krótki łuk zazwyczaj zapewnia lepszą kontrolę nad stalą nierdzewną. Pomaga utrzymać kałużę ciaśniejszą, ogranicza niepotrzebne rozprzestrzenianie się ciepła i ułatwia czyste kształtowanie stopki.
Jeśli łuk jest zbyt długi, spoina często staje się bardziej szorstka, szersza i trudniejsza do opanowania. W przypadku stali nierdzewnej oznacza to zwykle więcej przebarwień, więcej czyszczenia i mniejszy margines, zanim spoina zacznie źle reagować.
Jak kąt i prędkość kształtują kulkę?
Kąt i prędkość przesuwu pręta mają bezpośredni wpływ na kształt ściegu i wtopienie. Jeśli przesuw jest zbyt wolny, spoina może się spiętrzać, dodając do złącza więcej ciepła niż to konieczne. Jeśli przesuw jest zbyt szybki, ścieg może stracić kształt lub nie połączyć się czysto.
Lepszym podejściem jest stały ruch pod stałym kątem, który utrzymuje kałużę pod kontrolą. W praktyce, powtarzalny ruch ma zwykle większe znaczenie niż próba wymuszenia idealnie wyglądającej kulki.
Dlaczego krótkie podania poprawiają kontrolę?
Krótkie przejścia często sprawdzają się lepiej w przypadku stali nierdzewnej, ponieważ zmniejszają ilość ciepła, które gromadzi się w jednym obszarze, zanim spawacz może zareagować. Zamiast pozwalać na stopniowe nagrzewanie się złącza, krótsze przejścia ułatwiają zarządzanie spoiną.
Jest to szczególnie przydatne w przypadku cienkich części, widocznych powierzchni i połączeń, które szybko tracą kształt. Może się to wydawać wolniejsze w danym momencie, ale często prowadzi do czystszego rezultatu z mniejszą ilością poprawek później.
W jaki sposób pozycja zmienia podejście?
Pozycja spawania zmienia stopień kontroli spawacza nad jeziorkiem spawalniczym. Spawanie płaskie jest zwykle łatwiejsze w zarządzaniu, podczas gdy prace pionowe i nad głową wymagają ściślejszej kontroli długości łuku, rozmiaru spoiny i prędkości przesuwu.
W przypadku stali nierdzewnej różnica ta ma większe znaczenie, ponieważ dużą kałużę trudno jest utrzymać przez dłuższy czas. Gdy pozycja staje się twardsza, mniejsze i bardziej kontrolowane spoiny zwykle działają lepiej niż próba osadzenia zbyt dużej ilości metalu na raz.
Najczęstsze problemy i ich przyczyny
Większość problemów związanych ze spawaniem stali nierdzewnej można przypisać kilku wspólnym przyczynom. Poniższe punkty łączą widoczne wady z warunkami, które zazwyczaj je powodują.
Dlaczego spoina staje się ciemna lub szorstka?
Ciemna lub szorstka spoina jest zwykle w pierwszej kolejności problemem z kontrolą ciepła. Wysokie natężenie prądu, długi łuk, niska prędkość przesuwu lub spoiny, które trwają zbyt długo bez przerwy, mogą wepchnąć więcej ciepła do złącza, niż część może sobie z tym poradzić.
Rezultatem jest nie tylko gorzej wyglądający ścieg. Obszar spoiny często wymaga więcej czyszczenia, powierzchnia staje się trudniejsza do odzyskania, a część może stracić na jakości wykończenia bardziej niż oczekiwano. Jeśli spoina staje się ciemniejsza w miarę kontynuowania ściegu, często oznacza to, że nagromadzenie ciepła postępuje szybciej niż kontrola może nadążyć.
Dlaczego powstaje żużel lub brak fuzji?
Problemy z żużlem zwykle wskazują na słaby kształt ściegu, słabą kontrolę kąta lub słabe czyszczenie między przejściami. Brak fuzji jest bardziej prawdopodobny w przypadku zbyt szybkiego przesuwu, zbyt niskiego natężenia prądu lub gdy pręt nie łączy się z obiema stronami złącza.
Problemy te są łatwe do błędnego odczytania, ponieważ spoina może nadal wyglądać na wypełnioną z zewnątrz. Lepiej jest sprawdzić, czy spoina jest rzeczywiście czysto połączona na powierzchniach złącza, a nie czy ścieg wygląda na kompletny tylko na powierzchni.
Dlaczego część odkształca się podczas spawania?
Zniekształcenie zwykle oznacza, że część przyjmuje więcej ciepła niż jest w stanie utrzymać. Cienkie sekcje, długie szwy, słabe podparcie i nierównomierne utwierdzenie sprawiają, że problem ten pojawia się znacznie szybciej.
Gdy część zaczyna się poruszać, problem spawania staje się problemem jakości części. Płaskość, wyrównanie i późniejsze dopasowanie stają się trudniejsze do kontrolowania, a prace korekcyjne często kosztują więcej czasu niż sam spaw.
Dlaczego rdza lub plamy pojawiają się później?
Rdza lub przebarwienia po spawaniu zwykle wskazują na zanieczyszczenie, niewłaściwe czyszczenie lub pozostawienie obszaru spawania w złym stanie. Cząstki stali węglowej, odpady warsztatowe i nieobrobione zabarwienie cieplne są częstymi przyczynami.
Ma to znaczenie, ponieważ problem często pojawia się, gdy prace spawalnicze wyglądają już na zakończone. W tym momencie problem nie dotyczy już tylko wyglądu. Może mieć wpływ na margines korozji, akceptację klienta i zaufanie do części.
Wnioski
Spawanie elektrodą otuloną stali nierdzewnej może być skuteczne, ale najlepiej sprawdza się, gdy proces, część i warunki pracy są do siebie dopasowane. Jest to praktyczna metoda, szczególnie w przypadku napraw i prac w terenie, ale oferuje mniej miejsca na błędy niż wiele spoin ze stali miękkiej. Lepsze wyniki zwykle wynikają z podejmowania dobrych decyzji na wczesnym etapie, a nie z późniejszych prób odzyskania spoiny.
Czy spawanie elektrodą otuloną jest właściwym wyborem dla części ze stali nierdzewnej? Nasz zespół może przeanalizować rysunki, materiał, grubość i wymagania dotyczące spawania, aby pomóc w wyborze bardziej praktycznego procesu przed rozpoczęciem produkcji. Już dziś prześlij nam swoje rysunki lub szczegóły projektu w celu uzyskania opinii inżynierów i szybkiej wyceny.
Często zadawane pytania
Czy stal nierdzewną można z powodzeniem spawać?
Tak, stal nierdzewną można z powodzeniem spawać elektrodą otuloną, jeśli dobrze dobierze się spoiwo, konfigurację i ilość wprowadzanego ciepła. Proces ten jest praktyczny, ale mniej wybaczający niż spawanie stali węglowej.
Czy spawanie elektrodą otuloną nadaje się do cienkiej stali nierdzewnej?
Zazwyczaj nie jest to najlepszy wybór. Cienka stal nierdzewna szybko się nagrzewa, łatwo przesuwa i daje bardzo mały margines, zanim zaczną pojawiać się przepalenia, zniekształcenia lub słaba kontrola stopki.
Dlaczego stal nierdzewna odbarwia się podczas spawania?
Przebarwienia zwykle oznaczają, że obszar spawania otrzymał więcej ciepła niż powinien. Najczęstsze przyczyny to długi łuk, niska prędkość przesuwu, wysokie natężenie prądu lub dopuszczenie do nagromadzenia zbyt dużej ilości ciepła w jednym obszarze.
Co powoduje rdzę po spawaniu stali nierdzewnej?
Rdza po spawaniu jest często spowodowana zanieczyszczeniem, złym oczyszczeniem lub pozostawieniem obszaru spawania w stanie uszkodzonej powierzchni. Cząstki stali węglowej, pozostałości warsztatowe i nieobrobione zabarwienie cieplne są częstymi przyczynami.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

