Producenci wyrobów metalowych często borykają się ze śladami gięcia i nierównymi powierzchniami na częściach blaszanych. Problemy te mogą prowadzić do powstawania słabych punktów i niskiej jakości wizualnej. Wykrawanie na prasach krawędziowych jest rozwiązaniem, które zwiększa dokładność gięcia i wykończenie powierzchni, redukując w ten sposób defekty i zwiększając niezawodność produktu.
Monetyzacja zapewnia dokładność. Ale jak to działa? Przyjrzyjmy się bliżej temu, co dzieje się podczas tego procesu i dlaczego ma to znaczenie.

Co to jest tłoczenie na prasie krawędziowej?
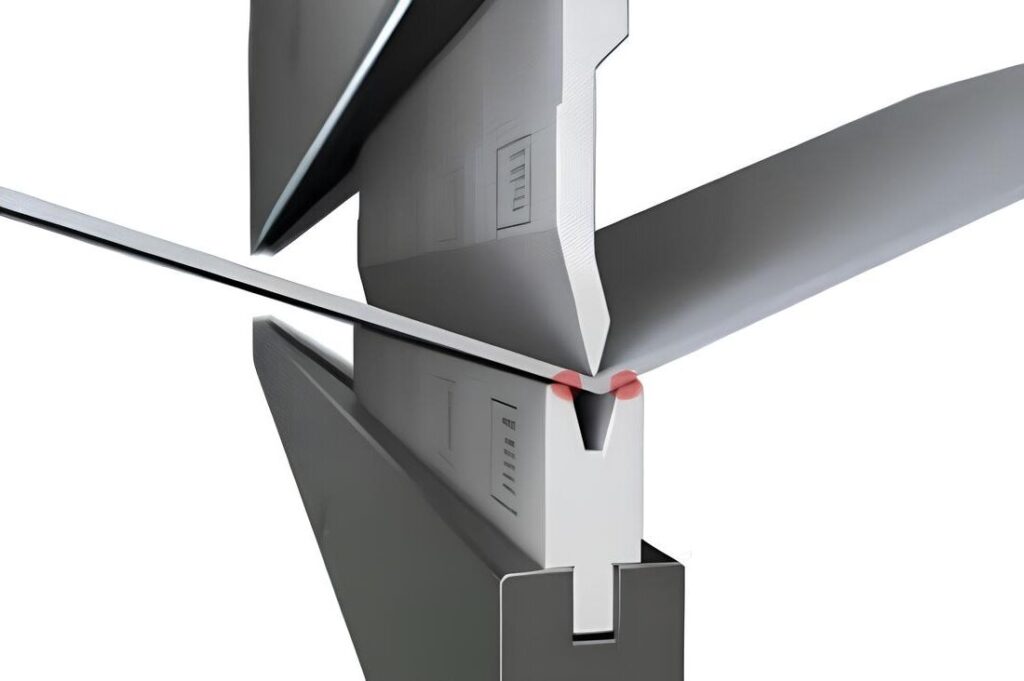
Gięcie na prasach krawędziowych to proces gięcia metalu, który kształtuje blachę przy użyciu bardzo wysokiego ciśnienia. Stempel wciska się głęboko w metal, wpychając go całkowicie do wnęki matrycy. W przeciwieństwie do gięcia pneumatycznego, w którym metal tylko częściowo styka się z narzędziami, wykrawanie tworzy pełny kontakt między stemplem, metalem i powierzchnią matrycy.
To intensywne ciśnienie przekształca strukturę ziarna metalu bezpośrednio w obszarze zgięcia. Metal jest ściskany powyżej granicy plastyczności, co trwale blokuje nowy kształt. Z tego powodu wykrawanie tworzy ostre zagięcia z bardzo niewielkim lub zerowym sprężynowaniem. Kąty pozostają dokładne, a wewnętrzny promień gięcia jest wąski.
Podczas wykrawania metal przepływa i rozciąga się wokół stempla, szczelnie wypełniając wgłębienie matrycy. To głębokie odkształcenie plastyczne usuwa naprężenia wewnętrzne, czyniąc gięcie stabilnym i zapobiegając jego zmianie po formowaniu.
Operacja powlekania na prasie krawędziowej krok po kroku
Cynkowanie na prasie krawędziowej wymaga starannej konfiguracji i wykonania. Oto jak przebiega ten proces:
Krok 1: Konfiguracja narzędzi
Należy wybrać odpowiedni stempel i matrycę do rodzaju i grubości materiału. Używaj hartowanych narzędzi, aby poradzić sobie z wysokim ciśnieniem. Ostrożnie wyrównaj stempel i matrycę w prasie krawędziowej. Sprawdź, czy otwór matrycy i końcówka stempla pasują do żądanego materiału. promień zgięcia.
Krok 2: Pozycjonowanie materiału
Umieść arkusz metalu na dolnej matrycy. Upewnij się, że jest płaska i prostopadła do tylnego zderzaka. W razie potrzeby użyj zacisków lub ograniczników, aby zapobiec przesuwaniu się blachy podczas gięcia.
Krok 3: Korekta tonażu
Ustawić prasę krawędziową tak, aby przykładała wystarczającą siłę do wykrawania. Siła ta musi być wystarczająca do pełnego wciśnięcia stempla w matrycę. Użyj wykresu tonażu lub kalkulatora w oparciu o typ materiału, grubość i długość gięcia.
Krok 4: Skok gięcia
Rozpoczęcie cyklu maszyny. Stempel przesuwa się w dół i wtłacza metal do matrycy. W przeciwieństwie do gięcia pneumatycznego, stempel przesuwa się w głąb wnęki matrycy. Blacha płynie i przyjmuje dokładny kształt narzędzia.
Krok 5: Uderzenie powrotne
Po osiągnięciu pełnej głębokości stempel cofa się. Metal zachowuje kąt zgięcia i kształt. Prawie nie ma odskocznia ponieważ materiał był w pełni zdeformowany.
Krok 6: Demontaż i kontrola części
Wyjmij gotową część z matrycy. Sprawdź kąt zagięcia, promień i jakość powierzchni. Użyj mierników lub narzędzi pomiarowych, aby potwierdzić zgodność ze specyfikacjami.
Zalety powlekania za pomocą prasy krawędziowej
Coining oferuje więcej niż tylko ostre zagięcia. Poprawia precyzję, spójność i jakość powierzchni. Korzyści te sprawiają, że jest to dobry wybór dla wymagających zastosowań.
Najwyższa dokładność i powtarzalność
Prasy krawędziowe zapewniają dokładne kąty gięcia za każdym razem. Wysokie ciśnienie zmusza metal do idealnego dopasowania się do kształtu matrycy. Dzięki temu idealnie nadaje się do części wymagających wąskich tolerancji, takich jak urządzenia medyczne lub maszyny precyzyjne.
Ulepszone wykończenie powierzchni i szczegóły
Proces ten ściska metal, tworząc gładkie, ostre zagięcia bez pęknięć i zniekształceń. W przeciwieństwie do innych metod, wykrawanie pozostawia minimalne ślady narzędzia, zmniejszając potrzebę dodatkowych prac wykończeniowych.
Zmniejszony efekt sprężynowania
Sprężynowanie to tendencja metalu do lekkiego powrotu po zgięciu. Coining eliminuje to zjawisko poprzez trwałe przekształcenie materiału. Skutkuje to mniejszą liczbą regulacji i bardziej spójnymi wynikami w produkcji wielkoseryjnej.
Wyzwania i ograniczenia związane z tłoczeniem na prasie krawędziowej
Choć monetyzacja oferuje niesamowitą precyzję, ma też pewne wady. Należy wziąć je pod uwagę przed wybraniem tej metody do projektu.
Wysokie wymagania dotyczące tonażu
Gięcie monet wymaga znacznie większej siły niż standardowe gięcie. Maszyny wymagają 5-8 razy większego tonażu niż w przypadku gięcia pneumatycznego, co skutkuje wyższymi kosztami i specjalistycznym sprzętem. Nie wszystkie warsztaty posiadają prasy o mocy wystarczającej do ciężkich prac związanych z wyginaniem.
Rozważania dotyczące narzędzi i matryc
Precyzyjne oprzyrządowanie ma kluczowe znaczenie. Matryce muszą dokładnie pasować do kąta gięcia, a każde zużycie może zrujnować dokładność części. Hartowana stal narzędziowa jest koniecznością, ale zwiększa koszty początkowe. Konieczna jest również częsta konserwacja, aby zapobiec defektom.
Ograniczenia materiałowe
Miękkie metale, takie jak aluminium, radzą sobie z wykrawaniem, ale złożone lub kruche materiały (np. stal wysokowęglowa) mogą pękać pod wpływem ekstremalnego nacisku. Grubsze arkusze wymagają jeszcze większej siły, co czyni niektóre projekty niepraktycznymi.

Zastosowania prasy krawędziowej do powlekania
Coining jest stosowany w branżach wymagających wysokiej precyzji i wąskich tolerancji. Sprawdza się dobrze w przypadku części, które wymagają czystych zagięć i stałych wymiarów.
Motoryzacja i lotnictwo
W przemyśle motoryzacyjnym obróbka skrawaniem jest wykorzystywana do produkcji wsporników, wzmocnień i ram. Części te muszą być wytrzymałe i precyzyjnie dopasowane podczas montażu.
Przemysł lotniczy i kosmonautyczny wykorzystuje wybijanie do produkcji części strukturalnych i wewnętrznych. Wiele z tych części ma skomplikowane kształty i ścisłe specyfikacje. Wybijanie pomaga zapewnić bezpieczne działanie części pod obciążeniem.
Elektronika i Inżynieria Precyzyjna
W elektronice małe metalowe części wymagają czystych krawędzi i gładkich zagięć. Powlekanie pomaga tworzyć szczegółowe kształty z mniejszymi zniekształceniami.
Precyzyjne narzędzia i obudowy również zyskują na powlekaniu. Proces ten zapewnia dokładne kształty o niskiej zmienności, co ma kluczowe znaczenie przy dopasowywaniu komponentów.
Popularne produkty wytwarzane przy użyciu monet
Monetyzacja jest wykorzystywana do produkcji szerokiej gamy części. Niektóre typowe przykłady obejmują:
- Metalowe wsporniki i płyty montażowe
- Uchwyty i klipsy do baterii
- Obudowy złączy
- Obudowy elektryczne
- Małe połączenia mechaniczne
- Elementy dekoracyjne
Powlekanie na prasie krawędziowej a inne techniki formowania
Różne metody gięcia oferują różne wyniki. Wyginanie wyróżnia się, gdy najważniejsze są wąskie kąty i powtarzalność.
Coining vs. Air Bending
Gięcie pneumatyczne jest najpopularniejszą metodą. Zużywa mniejszy tonaż i pozwala na elastyczne kąty przy użyciu tych samych narzędzi. Stempel nie dotyka dna matrycy. Ostateczny kąt zależy od głębokości i sprężynowania materiału.
Z drugiej strony wybijanie wpycha stempel głęboko w matrycę. Eliminuje to sprężynowanie i zapewnia stały kąt gięcia w oparciu o kształt narzędzia. Wybijanie jest dokładniejsze, ale mniej elastyczne. Wymaga również większej siły.
Gięcie pneumatyczne jest szybsze i zużywa mniej energii. Wyginanie jest wolniejsze, ale zapewnia lepszą spójność i jakość powierzchni.
Coining vs. Bottom Bending
Gięcie dolne dociska materiał do matrycy, ale zatrzymuje się przed całkowitym kontaktem. Zużywa ono więcej siły niż gięcie pneumatyczne, ale mniej niż koining. Nadal występuje pewne sprężynowanie, więc może być konieczna korekta kąta.
Bicie idzie dalej. W pełni ściska metal w zagłębieniu matrycy, co blokuje kształt. Gięcie od dołu zapewnia przyzwoitą dokładność, ale wybijanie oferuje lepszą powtarzalność i czystsze zagięcia.
Gięcie od dołu jest dobrym rozwiązaniem dla umiarkowanej precyzji. Wyginanie jest bardziej efektywne, gdy tolerancje są wąskie, a wykończenie powierzchni jest krytyczne.
Kiedy wybrać Coining zamiast alternatyw?
Wybierz monetyzację, gdy:
- Potrzebne są dokładne kąty gięcia bez sprężynowania
- Część musi być zgodna ze ścisłymi specyfikacjami projektowymi
- Ślady na powierzchni lub zniekształcenia muszą być zminimalizowane
- Produkt będzie widoczny lub skierowany do konsumentów.
- Praca z miękkimi lub cienkimi materiałami metalowymi
Unikaj monetyzacji, gdy:
- Szybkość produkcji ma większe znaczenie niż precyzja
- Prasa krawędziowa nie radzi sobie z wysokim tonażem
- Potrzebujesz elastycznej regulacji kąta z jednej konfiguracji
| Metoda | Rodzaj kontaktu | Wymagany tonaż | Dokładność kąta zgięcia | Odskoczyć | Zużycie narzędzi | Prędkość | Najlepsze dla |
|---|---|---|---|---|---|---|---|
| Wybijanie | Pełny kontakt (stempel penetruje matrycę) | Wysoki | Bardzo wysoka | Minimalny | Wysoki | Powolny | Wysoka precyzja, wąska tolerancja, czyste wykończenie |
| Gięcie powietrza | Częściowy kontakt (pływający w matrycy) | Niski | Umiarkowany | Wysoki | Niski | Szybko | Elastyczne kąty gięcia, niskie zapotrzebowanie na siłę |
| Zgięcie dolne | Pełny kontakt (ale bez penetracji) | Średni | Wysoki | Niski | Średni | Umiarkowany | Średni poziom precyzji, gięcie ogólnego przeznaczenia |
Najlepsze praktyki w zakresie udanego pozyskiwania monet
Aby uzyskać spójne, wysokiej jakości wyniki podczas wybijania monet, każdy krok - od konfiguracji po kontrolę - musi być wykonywany z należytą starannością.
Prawidłowa konfiguracja maszyny
Należy używać prasy krawędziowej o tonażu wystarczającym dla danego materiału i długości gięcia. Przed rozpoczęciem należy sprawdzić wykres tonażu. Zawsze dokładnie ustawiaj stempel i matrycę.
Mocno zamocuj oprzyrządowanie. Wszelkie niewspółosiowości mogą prowadzić do nieprawidłowych kątów lub uszkodzenia narzędzia. Upewnij się, że tylny zderzak jest prostopadły i prawidłowo ustawiony.
Rozgrzej prasę krawędziową przed długimi cyklami pracy, aby ustabilizować jej działanie. Sprawdź ustawienia głębokości skoku, aby dopasować kontakt stempla z matrycą wymagany do wykrawania.
Techniki przygotowywania materiałów
Używaj czystej, płaskiej blachy. Przed gięciem należy usunąć brud, olej lub rdzę. Zanieczyszczenia mogą wpłynąć na gięcie i uszkodzić oprzyrządowanie.
Utrzymuj grubość blachy w granicach tolerancji. Nierówna grubość może prowadzić do niespójnych kątów. Należy unikać stosowania arkuszy z zadziorami lub uszkodzeniami krawędzi.
Precyzyjne cięcie arkuszy na wymiar. Proste krawędzie zapewniają lepsze wyrównanie podczas procesu gięcia. Aby uzyskać jednolite rezultaty, podczas gięcia należy stosować stały kierunek włókien.
Kontrola jakości i inspekcja
Dokładnie sprawdź kilka pierwszych części. Użyj kątomierzy, mierników promienia lub suwmiarek, aby zweryfikować wymiary.
Sprawdzać pod kątem śladów na powierzchni lub pęknięć, zwłaszcza na linii gięcia. Regularnie porównuj części z zatwierdzonymi próbkami podczas produkcji.
Śledź zużycie narzędzia w czasie. Tępe lub uszkodzone narzędzia mogą powodować słabe wykończenie powierzchni lub niedokładne zagięcia. Wymień je, zanim wpłyną na jakość części.
Wnioski
Wycinanie za pomocą prasy krawędziowej to precyzyjna i stabilna metoda formowania, która zapewnia wąskie tolerancje, minimalne sprężynowanie i czystą jakość powierzchni. Jest to idealne rozwiązanie dla części, w przypadku których dokładność i wygląd mają krytyczne znaczenie. Chociaż wymaga wyższego tonażu i bardziej rygorystycznych ustawień, wyniki są niezmiennie niezawodne, szczególnie w branżach takich jak motoryzacja, lotnictwo i elektronika.
Potrzebujesz dokładnych, wysokiej jakości części metalowych z bezbłędnymi zagięciami? Porozmawiaj z naszym zespołem inżynierów już dziś aby zobaczyć, jak precyzyjne wybijanie monet może ulepszyć Twój następny projekt.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

