Veel kleine onderdelen hebben nauwe toleranties en snelle productie nodig. Traditionele stempelopstellingen kunnen de productie vertragen of de kosten verhogen. Fourslide metaalstansen verandert dat. Het kan complexe onderdelen snel vormen, met minder gereedschap en instellingen. Deze methode geeft u snelheid, consistentie en ontwerpflexibiliteit.
Veel fabrikanten gebruiken vier schuiven om de kosten per eenheid te verlagen en een stabiele uitvoer te krijgen. Lees verder om te leren hoe het werkt en waar het in uitblinkt.
Wat is vierzijdig metaal stempelen?
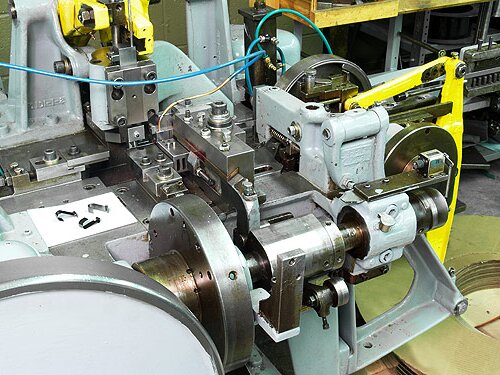
Metalen stempelen met vier geleiders is een vormmethode waarbij vier bewegende geleiders worden gebruikt om metaal te vormen. Deze geleiders zitten rond een centraal punt en bewegen van vier kanten naar binnen. Elke geleider houdt een gereedschap vast dat de metalen strip buigt of snijdt. Soms wordt een verticale perskop toegevoegd om het vormen te vergemakkelijken.
De machine heeft vier armen die in een kruispatroon zijn geplaatst. Deze armen bewegen in en uit met behulp van een nokkensysteem. Elke arm draagt een gereedschap, zoals een pons of een buigmachine.
Terwijl de metalen strip naar het centrum beweegt, slaan de gereedschappen er één voor één op. Elke slede voltooit een deel van het vervormingsproces. Door deze stapsgewijze aanpak kan de machine complexe vormen creëren in één naadloze cyclus. Een nokkenas regelt de timing van elke beweging. Deze opstelling zorgt voor een snel, nauwkeurig en minder handafhankelijk proces.
Het Fourslide stempelproces stap voor stap
Het stempelen met vier platen volgt een ononderbroken reeks van de ruwe strip tot het afgewerkte onderdeel. Elke stap bouwt voort op de vorige om complexe vormen met een hoge herhaalbaarheid te creëren.
Blanco voorbereiding en voeding
Het proces begint met een rol platte metalen strips. Het materiaal wordt afgerold en rechtgetrokken. Daarna wordt het horizontaal in de machine met vier glijders gevoerd.
De toevoer gebeurt automatisch en wordt geregeld door rollen. De voedingssnelheid wordt ingesteld op basis van de werkstukgrootte en cyclustijd. Dit zorgt voor een soepele beweging en consistente materiaalpositionering voordat het vormproces begint.
Vormen, buigen en snijden
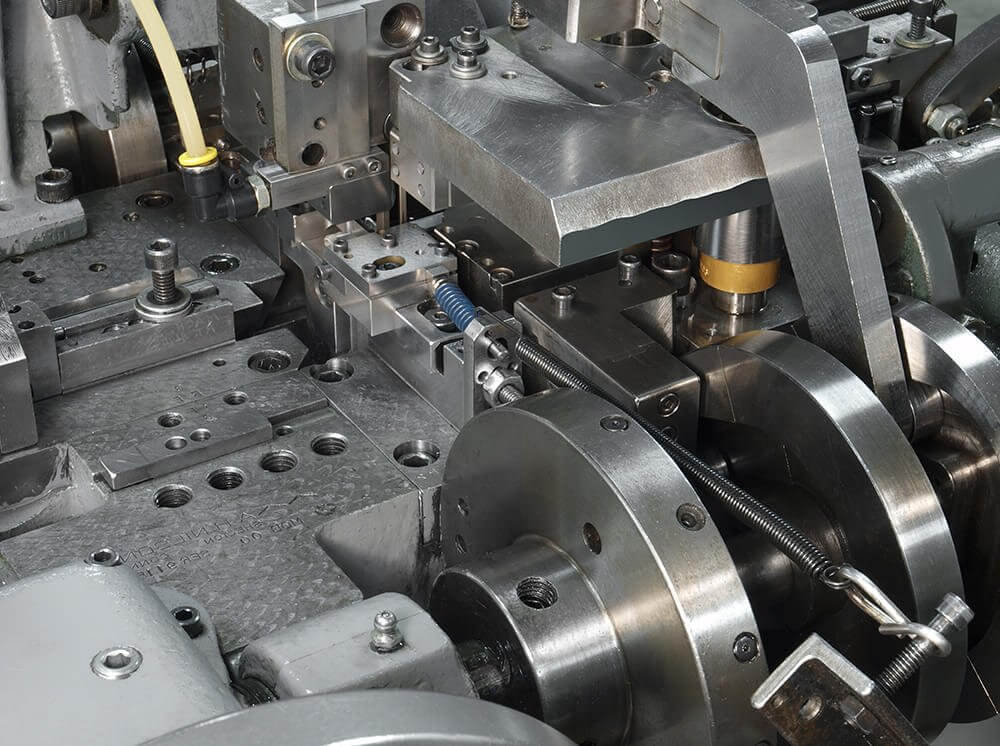
Eenmaal in de machine ontmoet de strook de gereedschappen op de vier geleiders. Elke slede beweegt in een vooraf ingestelde volgorde om het materiaal te buigen of te snijden.
Sommige gereedschappen buigen de strip omhoog of omlaag. Andere maken zijwaartse buigingen of eindsnedes. Een verticale perskop kan gaten perforeren of onderdelen platdrukken. Alle acties gebeuren in één enkele cyclus. De nokken regelen de timing zodat elk gereedschap op het juiste moment aanslaat.
In deze stap wordt het meeste vormwerk gedaan. Complexe onderdelen kunnen in één keer gemaakt worden.
Afwerking en kwaliteitsinspectie
Na het vormen vanDe onderdelen verlaten de machine en vallen in een bak of op een transportband. Sommige moeten worden bijgesneden of ontbramen. Veel onderdelen zijn klaar voor gebruik zonder extra bewerking.
Daarna volgen kwaliteitscontroles. Deze omvatten visuele controles, metingen en soms pasvormtests. Indien nodig kan een camerasysteem of een meter worden gebruikt om onderdelen tijdens de productie te inspecteren.
Materiaalkeuze voor Fourslide
De materiaalkeuze beïnvloedt de werkstukprestaties, de slijtage van het gereedschap en de productiesnelheid. De keuze van het juiste metaal zorgt voor een soepele vormgeving en sterke eindproducten.
Geschikte metalen en legeringen
Fourslide machines werken goed met veel gangbare metalen. Deze omvatten:
- Roestvrij staal: Gebruikt voor sterkte, corrosiebestendigheid en duurzaamheid.
- Koolstofstaal: Goed voor algemene onderdelen met een gemiddelde sterktebehoefte.
- Messing: Gemakkelijk te vormen en vaak gebruikt in elektrische onderdelen.
- Koper: Het hoge geleidingsvermogen maakt het ideaal voor gebruik in contacten en terminals.
- Aluminium: Lichtgewicht en gemakkelijk te buigen, vaak gebruikt voor onderdelen voor consumenten.
- Fosfor Brons: Sterk, veerkrachtig en slijtvast.
Diktebereiken en compatibiliteit met hardheid
De meeste machines met vier stroken verwerken materiaaldiktes van 0,2 mm tot ongeveer 2,0 mm. Dunnere stroken zijn effectiever voor kleine, ingewikkelde vormen. Voor dikker materiaal zijn mogelijk lagere snelheden of extra vormstappen nodig.
Zachte metalen vormen zich gemakkelijk met weinig spanning op het gereedschap. Hardere metalen kunnen nog steeds worden gebruikt, maar hebben mogelijk warmtebehandeld gereedschap nodig. De instelling van de machine moet overeenkomen met de terugveren en vervormingsgedrag om defecten te voorkomen.
Voordelen van vierzijdig stempelen
Vierzijdig stansen biedt duidelijke voordelen op het gebied van snelheid, nauwkeurigheid en kosten. Het is een goede keuze voor kleine onderdelen die nauwe toleranties en snelle productiecycli vereisen.
Hoge precisie en herhaalbaarheid
Het nokkengestuurde systeem beweegt elke slede met een vaste timing. Dit zorgt voor een consistente beweging van het gereedschap van cyclus tot cyclus. Als de machine eenmaal is ingesteld, kan hij duizenden onderdelen met vrijwel identieke vormen maken.
Minder materiaalafval
Vierzijdig stansen vormt onderdelen dicht bij de nettovorm. Omdat het meeste vormwerk gebeurt zonder grote hoeveelheden metaal te verwijderen, wordt schroot tot een minimum beperkt.
Kostenefficiëntie voor productie van middelgrote tot grote volumes
Het instellen van Fourslide kost tijd, maar als het eenmaal draait, werkt het snel en met minimale onderbreking. Dit maakt hem ideaal voor onderdelen van tienduizenden stuks of meer.
Toepassingen van vierzijdig metaalstempelen
Viersnijdend stansen is zeer geschikt voor industrieën die kleine, gedetailleerde metalen onderdelen met kleine toleranties nodig hebben. Het ondersteunt snelle productie en stabiele kwaliteit in vele sectoren.
Gebruik in de auto-industrie
Autofabrikanten gebruiken vier schuifjes om clips te produceren, beugels, houders en veercontacten. Deze onderdelen moeten hun vorm behouden onder trillingen en hitte.
Het proces levert consistente vormen en produceert snel. Dat maakt het een goede keuze voor zowel interieur- als motoronderdelen.
Elektronica en connectoronderdelen
Fourslide stansen wordt veel gebruikt voor aansluitklemmen, contacten, aardingslipjes en afschermingsonderdelen. Deze onderdelen hebben precieze bochten en gladde randen nodig om goed te functioneren.
Het proces verwerkt gemakkelijk dunne stroken koper, messing en fosforbrons. Het biedt ook nauwkeurige controle over buighoeken en afstanden.
Productie medische apparatuur
Kleine medische clips, precisieveren en steunframes worden vaak gemaakt met machines met vier glijders. Het proces helpt om de afmetingen van de onderdelen strak te houden voor betrouwbare prestaties.
Roestvast staal en biocompatibele legeringen zijn de standaardmaterialen voor deze onderdelen. Fourslide machines kunnen beide aan en voldoen aan de cleanroomnormen.
Consumentengoederen en huishoudelijke apparaten
Fourslide-onderdelen verschijnen in batterijclips, bevestigingsmiddelenen scharnieren voor alledaagse producten. Makers van gereedschap, speelgoed en keukenapparatuur gebruiken het om kosten te besparen en onderdelen toch nauwkeurig te houden.
Dankzij de snelle cyclustijden en de geringe materiaalverspilling blijft de productie efficiënt voor massaproducten.

Ontwerpoverwegingen voor vierzijdig stempelen
Ontwerpen voor vier sledes betekent vooruitdenken over vorm, afmetingen en materiaalgedrag. Een goed ontworpen onderdeel vermindert gereedschapsslijtage, versnelt de productie en behoudt een stabiele kwaliteit.
Deelgeometrie en complexiteit
Fourslide werkt het best voor kleine tot middelgrote onderdelen met meerdere bochten. Het kan complexe vormen aan zolang het materiaal in volgorde gevormd kan worden.
Het is echter mogelijk dat diepe trekkingen of hoge vormen niet goed werken. De omvormgereedschappen bewegen horizontaal, waardoor het moeilijk is om elementen te bereiken die de gereedschapsbanen blokkeren. Onderdelen met meerdere krappe bochten in nauwe gebieden passen beter.
Toleranties en nauwkeurigheidseisen
Vierslagmachines produceren strakke en herhaalbare toleranties. Maar zoals bij elk proces is er een bereik.
Buighoeken, plaatsing van gaten en snijlengtes zijn allemaal consistent. Typische buigtoleranties variëren van ±0,1 mm tot ±0,25 mm, afhankelijk van het materiaal en de dikte. Voor kleinere vormen is een nauwkeuriger gereedschapontwerp nodig om binnen de specificaties te blijven.
Ontwerptips voor optimale productie-efficiëntie
- Houd alle bochten indien mogelijk in één vlak. Dit versnelt het vormen.
- Vermijd scherpe hoeken of zeer smalle sleuven. Hierdoor kan gereedschap snel slijten.
- Gebruik consistente buigradii die overeenkomen met gereedschapsprofielen.
- Kies materialen met een stabiel vormgedrag - minder terugvering betekent meer nauwkeurigheid.
- Ontwerp het onderdeel indien mogelijk zo dat het zichzelf positioneert tijdens het omvormproces. Dit houdt de positionering stabiel zonder dat er extra geleiders nodig zijn.
Fourslide metaalstansen vergelijken met andere metaalvormtechnieken
De keuze van het juiste omvormproces hangt af van de vorm, het volume, de kosten en de tolerantievereisten van het onderdeel. Dit is hoe vier geleiders zich verhouden tot andere standaardmethoden.
Vierslag vs. progressief stempelen
Progressief stansen maakt gebruik van een pers in één richting met een matrijzenset die meerdere stappen uitvoert terwijl de strip naar voren beweegt. Het is snel en betrouwbaar voor vlakke onderdelen met consistente vormen.
Met vier schuiven kan er vanaf meerdere kanten gevormd worden, waardoor het beter is voor complexe onderdelen met zijwaartse buigingen of verschillende vlakken. Er is ook minder ruimte nodig en gereedschap is vaak goedkoper aan te passen.
Progressieve matrijzen kunnen sneller draaien voor zeer hoge volumes, maar vier platen bieden meer flexibiliteit in het ontwerp van onderdelen.
Stempelen met vier lagen vs. meerdere lagen
Machines met meerdere schuiven en machines met vier schuiven zijn vergelijkbaar. Beide gebruiken nokgestuurde sledes om het werkstuk vorm te geven. Het grootste verschil zit in de lay-out en flexibiliteit.
Vierschuifmachines hebben meestal vier hoofdschuiven. Machines met meerdere schuiven kunnen meer schuiven en gereedschapshoeken hebben, waardoor nog complexere vormen mogelijk zijn. Ze kosten echter vaak meer en het duurt langer om ze op te stellen.
Vierslijden is meestal eenvoudiger en kosteneffectiever voor onderdelen van gemiddelde complexiteit.
Wanneer Fourslide kiezen in plaats van andere methoden?
Gebruik vier schuifjes wanneer:
- Het onderdeel moet vanuit meerdere richtingen buigen.
- Je wilt buigen, snijden en ponsen in één stap combineren.
- Het productievolume is gemiddeld tot hoog.
- Je hebt ontwerpflexibiliteit nodig of de mogelijkheid om snel wijzigingen aan te brengen in de tooling.
Conclusie
Viervoudig metaal stansen is een vormmethode waarbij vier glijdende gereedschappen worden gebruikt om metaal in verschillende richtingen te vormen. Het werkt door een metalen strip in een machine te voeren waar de gereedschappen het onderdeel buigen, snijden en vormen in een vaste volgorde. Dit proces kan complexe vormen aan, behoudt nauwe toleranties en werkt op hoge snelheid.
Snel en nauwkeurig metalen onderdelen op maat nodig? Stuur ons uw tekeningen of onderdelenspecificaties-We staan klaar om je te helpen je project tot leven te brengen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
