
Hoe toevoegmateriaal de lassterkte beïnvloedt?
De sterkte van lassen hangt van meer af dan precieze warmte of vaardige techniek - het toevoegmateriaal speelt ook een rol. Het juiste vulmateriaal bepaalt hoe metalen
De sterkte van lassen hangt van meer af dan precieze warmte of vaardige techniek - het toevoegmateriaal speelt ook een rol. Het juiste vulmateriaal bepaalt hoe metalen

Kromtrekken bij het lassen van plaatmetaal is geen toeval - het is voorspelbare natuurkunde. Wanneer een las het metaal verwarmt, zet het uit. Als het afkoelt, krimpt het.

Als je ooit een gelaste behuizing hebt zien kromtrekken of een beugel onder spanning hebt zien barsten, dan weet je al dat uitstekend puntlassen geen toeval is. Het komt

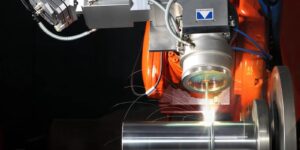
Plasmabooglassen is een proces waarbij een gerichte boog een zeer hete plasmastraal creëert. Deze straal smelt het metaal en vormt de las. Afhankelijk van de opstelling wordt de boog gevormd tussen een wolfraamelektrode en het werkstuk of tussen de elektrode en een mondstuk.

Medisch lassen verbindt metalen onderdelen die worden gebruikt in medische apparatuur. Het is heel anders dan gewoon lassen. De onderdelen zijn kleiner en de eisen zijn veel strenger. Het doel is om sterke, schone en betrouwbare verbindingen te maken. Deze verbindingen moeten sterilisatie aankunnen en, in veel gevallen, direct contact met het menselijk lichaam.

Precisielassen creëert fijne en nauwkeurige verbindingen in metalen onderdelen. In tegenstelling tot gewoon lassen wordt er gebruik gemaakt van geavanceerde gereedschappen en gecontroleerde warmte om exacte resultaten te leveren. Het belangrijkste doel is om lassen te maken die voldoen aan strakke toleranties op het gebied van sterkte en uiterlijk. Hierdoor kunnen kwetsbare onderdelen worden samengevoegd zonder naburig materiaal te beschadigen.

Bij fiber laserlassen wordt een krachtige laserstraal gebruikt om metalen onderdelen te smelten en samen te voegen. De laser is afkomstig van optische vezels, die de straal stabiel en energiezuinig houden. De gefocuste straal maakt diepe, smalle lassen met weinig effect op het omringende metaal. Dit in tegenstelling tot booglassen, dat vaak brede warmtezones creëert en meer nabewerking vereist.

Laserlassen van koper maakt gebruik van een gerichte lichtstraal om een klein metaaloppervlak te verhitten en te smelten. Deze energie versmelt het materiaal langs de laslijn. In tegenstelling tot traditioneel lassen, waarbij de warmte over een groter gebied wordt verspreid, wordt bij laserlassen de energie precies gericht. Dit vermindert vervorming en maakt nauwkeurig lassen mogelijk, zelfs bij kleine of kwetsbare onderdelen.

Backstep-lassen is een methode waarbij de lasser in korte secties werkt, waarbij hij in de tegenovergestelde richting van het totale laspad beweegt. Als de voltooide las bijvoorbeeld van links naar rechts loopt, wordt elk klein segment van rechts naar links gelast. De nieuwe lasrups overlapt een beetje met de vorige.

Bij het laserlassen van aluminium worden aluminium stukken gesmolten en verbonden met een gefocuste laserstraal. De hitte wordt geconcentreerd in een klein gebied, waardoor een smalle, diepe las ontstaat. Afschermgas, vaak argon of helium, beschermt het gesmolten metaal tegen luchtvervuiling. Dit proces werkt goed voor zowel dunne platen als dikkere secties en geeft consistente en herhaalbare resultaten.
Laserlassen maakt gebruik van een gerichte lichtstraal om metalen oppervlakken te smelten en samen te voegen. De straal oefent warmte uit op een klein, gecontroleerd gebied, waardoor diepe, smalle lassen ontstaan en de warmte zich niet kan verspreiden naar nabijgelegen materiaal. Het is gunstig voor dunne secties, kwetsbare onderdelen en complexe vormen.

Laserlassen gebruikt een gerichte lichtstraal om metaal te smelten en te verbinden. TIG-lassen gebruikt een wolfraamelektrode en gas om een las te vormen. Laserlassen is snel, schoon en geschikt voor automatisering. TIG-lassen is langzaam, maar nauwkeurig en flexibel. De beste keuze hangt af van het soort werk, het materiaal en de behoefte aan snelheid versus controle.

SMAW is een lasproces waarbij een elektrische boog wordt gevormd tussen een elektrode en het werkstuk. Door de hitte van de boog smelt de elektrode en ontstaat er een plas gesmolten metaal. Dit metaal versmelt vervolgens met het basismateriaal en vormt een sterke verbinding. De coating op de elektrode creëert een beschermgas dat de las beschermt tegen verontreiniging.
Bij MIG-lassen van aluminium wordt een elektrode met een massieve draad gebruikt om aluminium stukken samen te smelten. Het vereist een hoger warmteniveau en een vaste hand om kromtrekken of barsten te voorkomen. De belangrijkste technieken zijn het aanpassen van de warmte, het juiste vulmateriaal gebruiken en zorgen voor een goede stroom beschermgas. Als zacht metaal vereist aluminium precisie om problemen zoals doorbranden of oxidatie te voorkomen.

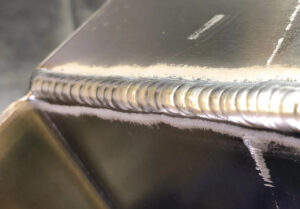
Een volledige penetratielas ontstaat wanneer het lasmateriaal volledig versmelt door de volledige dikte van de te verbinden materialen. Dit zorgt ervoor dat er geen gaten of zwakke punten in de verbinding zitten, waardoor het ideaal is voor toepassingen met een hoge sterkte en betrouwbaarheid.

Heliarc-lassen, technisch bekend als Gas Tungsten Arc Welding (GTAW), maakt gebruik van een niet-verbruikbare wolfraamelektrode om een elektrische boog te genereren terwijl inerte gassen worden gebruikt om het lasgebied af te schermen. Dit proces, dat in de industrie nu algemeen bekend staat als TIG-lassen (Tungsten Inert Gas), produceert uitzonderlijke lassen door een nauwkeurige controle over het lasproces.