Hechtlassen is een integraal onderdeel van het lassen dat dient als tijdelijke hechting voordat het uiteindelijke laswerk wordt uitgevoerd. Deze uitgebreide handleiding probeert deze cruciale techniek volledig te begrijpen door de definitie, het doel en het belang ervan tijdens het lassen te behandelen.
De grondbeginselen van hechtlassen begrijpen
Hechtlassen legt de basis voor succesvolle lasprojecten. Laten we eens kijken naar de kernbegrippen die deze techniek van onschatbare waarde maken.
Wat is hechtlassen?
Een hechtlas werkt als een tijdelijke puntlas - zie het als een precieze steek die metalen stukken bij elkaar houdt. Deze kleine lassen houden de onderdelen op hun plaats en zorgen ervoor dat ze goed passen en uitgelijnd zijn voor de uiteindelijke las.
Het doel van lasnaden
Hechtlassen maakt kleine, strategische lassen die metalen stukken tijdelijk op hun plaats houden voordat ze definitief worden gelast. Deze precieze verbindingen werken als pennen, waardoor lassers de juiste uitlijning kunnen bepalen en waar nodig aanpassingen kunnen doen.
Hechtlassen vs. vollassen: Belangrijkste verschillen
Hechtlassen zijn kleiner en sneller te maken dan volledige lassen. Ze zijn tijdelijk en kunnen worden aangepast. Puntlassen zijn permanent en zorgen voor een volledige sterkte van de verbinding. Hechtlassen zetten de structuur, terwijl vollassen het werk afmaken.
Hoe werkt hechtlassen?
Hechtlassen is een tijdelijke lastechniek die wordt gebruikt om metalen stukken op hun plaats te houden voordat ze definitief worden gelast. Hier volgt een gedetailleerde stap-voor-stap handleiding:
Stap 1:De materialen voorbereiden
- Reinig de metalen oppervlakken grondig om vuil, roest of vuil te verwijderen dat de las zou kunnen verstoren.
- Zorg dat de werkstukken vrij zijn van olie of vet om verontreiniging te voorkomen.
Stap 2:Werkstukken positioneren en opspannen
- Lijn de onderdelen uit volgens de ontwerpspecificaties.
- Gebruik klemmen of bevestigingen om ze stevig op hun plaats te houden tijdens het lasproces.
Stap 3:Lasapparatuur instellen
- De juiste lastechniek kiezen (MIG, TIG of Stick) op basis van de materialen en projectvereisten.
- Pas de instellingen van de lasmachine aan voor een lagere warmte-invoer om kromtrekken te voorkomen.
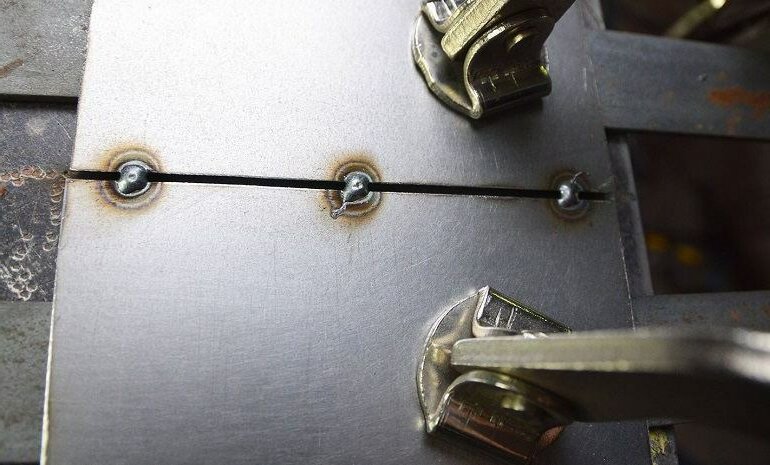
Stap 4:De hechtlas maken
- Begin aan één kant van de verbinding en breng een kleine hechtlas aan.
- Zorg voor een consistente grootte en tussenruimte van de hechtlassen voor uniformiteit.
Stap 5: inspecteren en afstellen
- Controleer de uitlijning na elke hechtlas om er zeker van te zijn dat de onderdelen correct gepositioneerd blijven.
- Pas indien nodig aan voordat u verder gaat met het uiteindelijke laswerk.
Uitdagingen
Hoewel essentieel, heeft hechtlassen zijn eigen uitdagingen die de kwaliteit en betrouwbaarheid van de uiteindelijke las kunnen beïnvloeden. Inzicht in deze problemen is essentieel voor een succesvol resultaat.
Vervorming en verkeerde uitlijning
Hechtlassen die te ver uit elkaar of in een verkeerde volgorde zijn geplaatst, kunnen leiden tot vervorming van de verbinding en verkeerd uitgelijnde onderdelen. Dit is vooral problematisch bij lange naden of dunne materialen.
Barsten en brosse zones
Snelle afkoeling of onvoldoende warmte-inbreng tijdens hechtlassen kan brosse, scheurgevoelige gebieden creëren in de warmte-beïnvloede zone (HAZ). Deze scheuren kunnen zich voortplanten tijdens het uiteindelijke lassen of onder spanning.
Restspanning
Hechtlassen veroorzaakt plaatselijke verwarming en koeling, waardoor restspanningen in het werkstuk kunnen ontstaan. Deze spanningen kunnen leiden tot kromtrekken, scheuren of verzwakte verbindingen.
Inconsistente laskwaliteit
Ongelijke hechtlassen veroorzaakt door slecht opspannen, onjuiste hoeken of een onjuiste techniek kunnen leiden tot zwakke verbindingen die niet uitgelijnd blijven tijdens het uiteindelijke lassen.
Problemen oplossen en voorkomen
- Juiste afstand en volgorde: Plaats de hechtlassen gelijkmatig en in een uitgebalanceerde volgorde om vervorming onder controle te houden.
- Regeling voor voorverwarmen en koelen: Verwarm materialen indien nodig voor en laat ze langzaam afkoelen om brosse zones te voorkomen.
- Klemmen en uitlijnen: Gebruik veilige klemmen of bevestigingen om de uitlijning te behouden en beweging tijdens het lassen te beperken.
Soorten lasnaden
Hechtlassen is een veelzijdig proces met verschillende technieken die zijn afgestemd op specifieke toepassingen. Elk type hechtlas dient een uniek doel en zorgt voor een goede uitlijning, stabiliteit en minimale vervorming tijdens het lasproces.
Puntlassen
Puntlassen zijn kleine puntlassen die op strategische punten langs de verbinding worden geplaatst. Ze worden vaak gebruikt voor tijdelijke bevestiging en zijn ideaal voor dunne materialen of wanneer minimale warmte-inbreng nodig is. Puntlassen zijn snel aan te brengen en gemakkelijk te breken als er aanpassingen nodig zijn.
Doorlopende hechtlassen
Bij ononderbroken hechtlassen wordt er een reeks hechtlassen op korte afstand van elkaar gemaakt over de hele lengte van de lasnaad. Deze methode zorgt voor een sterkere hechting en is vooral nuttig voor dikkere materialen of lange naden waar extra stabiliteit nodig is.
Hoek- en kantlassen
Hoeklassen en kantlassen worden gebruikt om metalen stukken op hoeken of langs randen vast te zetten. Deze lassen zorgen voor de juiste uitlijning voor verbindingen die hoeken vormen, zoals T-verbindingen of L-vormige samenstellingen, waardoor de structurele integriteit behouden blijft tijdens het uiteindelijke lassen.
Stuiklassen
Stuiklassen worden toegepast om twee metalen stukken aan elkaar uit te lijnen. Deze lassen helpen om de juiste spleet en uitlijning te behouden in stuikverbindingen, die cruciaal zijn voor het verkrijgen van sterke, uniforme eindlassen in toepassingen zoals pijpleidingen of plaatwerkfabricage.
Materialen die worden gebruikt voor hechtlassen
Hechtlassen is een veelzijdig proces dat kan worden toegepast op een groot aantal metalen. De keuze van het materiaal en het toevoegmetaal speelt een cruciale rol bij het garanderen van sterke, nauwkeurige en vervormingsvrije lassen.
Metalen die vaak worden gelast
De meest gebruikte metalen voor hechtlassen zijn onder andere:
- Staal
- Roestvrij staal
- Aluminium
- Gietijzer
- Koper en messing
- Titaan- en magnesiumlegeringen
Het juiste toevoegmateriaal kiezen voor hechtlassen
Het kiezen van het juiste vulmateriaal is essentieel om compatibiliteit met het basismetaal te garanderen en sterke hechtlassen te verkrijgen:
Compatibiliteit basismetaal:
- Gebruik vulmetalen die overeenkomen met of een aanvulling zijn op de eigenschappen van het basismateriaal (bijv. ER70S-6 voor zacht staal en ER4043 voor aluminium).
Eisen lasproces:
- Voor TIG-lassenKies vulstaven met een diameter die geschikt is voor de materiaaldikte.
- Voor MIG-lassenSelecteer draadafmetingen die de warmte-inbreng en afzetsnelheid in balans brengen.
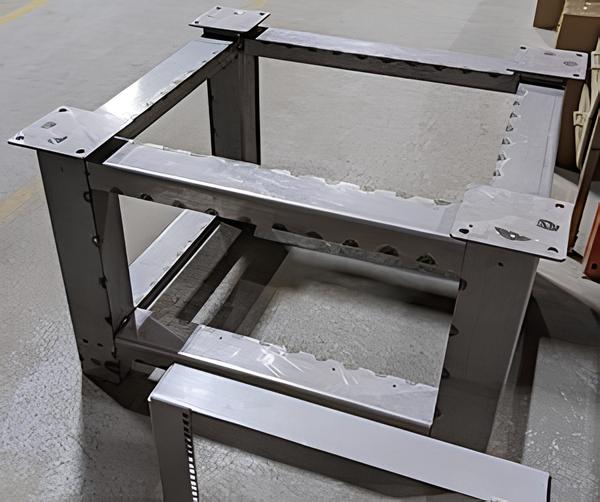
Hechtlassen in constructiestaalconstructies
Hechtlassen zijn van vitaal belang in staalconstructies zoals steigermateriaal. Ze houden balken en kolommen op hun plaats. Spijkers maken aanpassingen vóór het uiteindelijke lassen mogelijk. Ze helpen de spanning tijdens het bouwproces te beheersen. Juiste spijkers zorgen voor structurele integriteit.

Factoren die de kwaliteit van hechtlassen beïnvloeden
De kwaliteit van hechtlassen hangt af van verschillende kritieke factoren, waaronder warmte-instellingen, elektrode-selectie en materiaaldikte. Een goede controle en begrip van deze elementen zorgen voor sterke, nauwkeurige en vervormingsvrije hechtlassen.
Warmte-instellingen en hun invloed op de las
Warmte-inbreng speelt een vitale rol bij hechtlassen. Onvoldoende warmte kan leiden tot zwakke lassen met slechte inbranding, terwijl overmatige warmte kromtrekken of doorbranden kan veroorzaken, vooral bij dunne materialen.
Het is essentieel om de stroomsterkte van het lasapparaat aan te passen aan de materiaaldikte. Lagere warmte-instellingen worden aanbevolen voor dunnere metalen om vervorming te voorkomen, terwijl hogere instellingen nodig zijn voor dikkere materialen om voldoende inbranding te krijgen.
Keuze van de juiste elektrode
Het kiezen van de juiste elektrode is cruciaal voor het maken van goede hechtlassen. De elektrode moet compatibel zijn met het basismetaal om een goede versmelting en sterkte te garanderen. Bijvoorbeeld:
- Dunne metalen: Gebruik elektroden met een kleinere diameter (bijv. E6013) voor ondiepe penetratie en minder risico op doorbranden.
- Dikkere metalen: Kies elektroden met een laag waterstofgehalte (bijv. E7018) voor een diepere penetratie en een minimaal risico op barsten.
Materiaaldikte en het effect ervan op hechtlassen
De materiaaldikte heeft een directe invloed op de hechtlastechnieken en instellingen:
- Dunne materialen: Vereisen een lager ampèrage, hogere rijsnelheden en kleinere spijkers om oververhitting en vervorming te voorkomen.
- Dikke materialen: Eis een hoger ampèrage, lagere rijsnelheden en grotere spijkers om voldoende penetratie en stabiliteit te garanderen.
Voordelen van hechtlassen
Hechtlassen is een essentiële techniek bij metaalbewerking. Het biedt talloze voordelen die de efficiëntie, precisie en algehele kwaliteit van lasprojecten verbeteren.
Verbeterde precisie en structurele integriteit
Hechtlassen zorgt voor een precieze uitlijning van de onderdelen, wat cruciaal is voor het verkrijgen van nauwkeurige en kwalitatief hoogstaande eindlassen. Goed geplaatste hechtlassen voorkomen beweging tijdens het lasproces, waardoor de verbindingsnaden en structurele integriteit behouden blijven.
Tijd- en kostenefficiëntie
Hechtlassen vermindert de noodzaak voor complexe klemsystemen en opspanningen, waardoor het instelproces wordt gestroomlijnd. Het stelt lassers ook in staat om onderdelen snel op hun plaats vast te zetten, wat tijd bespaart tijdens de assemblage.
Herbewerking en uitval verminderen
Door de uitlijning te behouden en fouten tijdens het lassen te voorkomen, minimaliseert hechtlassen de kans op defecten of verkeerde uitlijningen die nabewerking vereisen. Dit vermindert materiaalverspilling en verlaagt het risico op het weggooien van waardevolle onderdelen, waardoor uiteindelijk de efficiëntie van het project verbetert en de totale kosten dalen.
Conclusie
Hechtlassen is een kritieke stap in metaalbewerking en biedt verbeterde precisie, minder vervorming en meer efficiëntie. Door de technieken te beheersen en de factoren te begrijpen die de kwaliteit beïnvloeden, kun je zorgen voor betrouwbare lassen van hoge kwaliteit voor je projecten.
Heb je vragen over het aanpakken van specifieke lasuitdagingen of het verbeteren van je fabricageproces? Als u op zoek bent naar deskundig advies of ondersteuning bij uw volgende project, neem dan gerust contact op met contact met ons opnemen-We zijn er om te helpen.
FAQs:
Wat is het verschil tussen een hechtlas en een gewone las?
Een hechtlas is een kleine, tijdelijke las die wordt gebruikt om metalen onderdelen op hun plaats te houden voor het uiteindelijke lassen. Een gewone las daarentegen is een permanente, ononderbroken las die ontworpen is om structurele sterkte en duurzaamheid te bieden.
Wanneer hechtlassen?
Hechtlassen houdt onderdelen op hun plaats tijdens de eerste fasen van de assemblage. Het is essentieel voor projecten met complexe geometrieën, grote onderdelen of materialen die krom kunnen trekken. Het is ook ideaal als klemmen of bevestigingen niet effectief kunnen worden gebruikt.
Wat is een hechtlas voor bruggen?
Een hechtlas wordt toegepast wanneer er een spleet is tussen twee onderdelen, zoals bij pijplassen of scheve verbindingen. Kleine hechtlassen worden afgewisseld aan elke kant van de spleet om oververhitting en vervorming te voorkomen. Deze lassen overbruggen tijdelijk de opening totdat de uiteindelijke las is voltooid.
Kun je aluminium aan elkaar lassen?
Ja, aluminium kan gehecht gelast worden, maar het vereist een voorzichtige behandeling vanwege de hoge thermische geleidbaarheid en het lage smeltpunt. Het gebruik van vulmateriaal wordt aanbevolen voor sterkere hechtlassen, omdat aluminium zonder vulmateriaal kan barsten onder thermische spanning. TIG-lassen heeft vaak de voorkeur voor nauwkeurige aluminium hechtlassen.
Kun je roestvast staal hechten?
Ja, roestvast staal kan effectief gehecht gelast worden. Een strakke passing zonder spleten is cruciaal om kromtrekken of warmtevervorming te voorkomen. Gewoonlijk worden snelle, hoge hitte-uitbarstingen gebruikt om schone hechtlassen te maken zonder het materiaal te oververhitten.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
