Als je metaal buigt, blijft het soms niet waar je het wilt hebben. Je vormt het tot een bepaalde hoek, laat de kracht los en dan - bam - beweegt het terug. Dit probleem, bekend als terugvering, kan de nauwkeurigheid in gevaar brengen en tijd verspillen. Als je ooit te maken hebt gehad met onderdelen die na het buigen niet aan de specificaties voldeden, dan is terugvering waarschijnlijk de reden. Wat veroorzaakt het en hoe kun je het oplossen?
In deze gids wordt uitgelegd wat terugvering is, wat de invloedsfactoren zijn en hoe je het kunt beheersen. Je krijgt duidelijke stappen die je meteen kunt gebruiken.
Inzicht in terugvering in Plaatwerk vormen
Terugvering is een veel voorkomend probleem dat de nauwkeurigheid van werkstukken beïnvloedt tijdens het buigproces. Om het te beheersen, moeten we eerst begrijpen wat het is, waarom het optreedt en waar het het meest voorkomt.
Wat is terugvering?
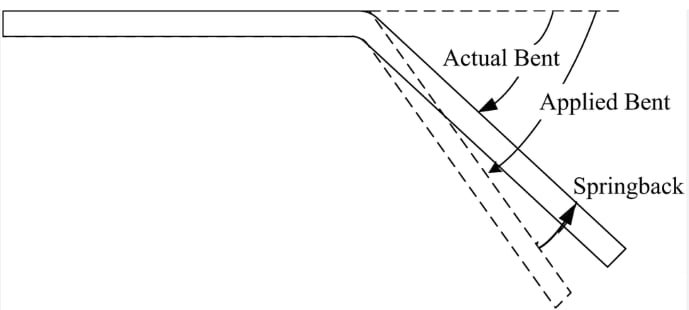
Terugvering verwijst naar de neiging van een materiaal om terug te keren naar zijn oorspronkelijke vorm nadat het gebogen is. Wanneer een metaal met kracht wordt gebogen, vervormt het zowel elastisch als plastisch. Nadat de kracht is weggenomen, probeert het elastische deel zich te herstellen. Dit terugkaatsen noemen we terugvering.
Het is het duidelijkst wanneer de buighoek meer open is dan bedoeld. Dit verschil tussen de bedoelde vorm en de werkelijke vorm is het terugveringseffect.
Waarom terugvering optreedt: De wetenschap erachter
Terugvering gebeurt door elastisch herstel. Wanneer metaal wordt gebogen, rekt het uit aan de buitenkant en drukt het samen aan de binnenkant. Een deel van die rek is elastisch - het knapt terug wanneer de druk weg is.
De mate van terugvering hangt af van de vloeigrens van het materiaal, de dikte, buigradiusen buigen methode. Hardere materialen, zoals roestvrij staal, veren meestal meer terug dan zachtere, zoals aluminium.
Overzicht van veelvoorkomende vervormingsscenario's met terugvering
Terugvering komt voor bij de meeste buigprocessen. Dit omvat luchtbuigen, onderbuigen en coinen. Luchtbuigen heeft de meeste terugvering omdat de stempel het metaal niet in de matrijs drukt.
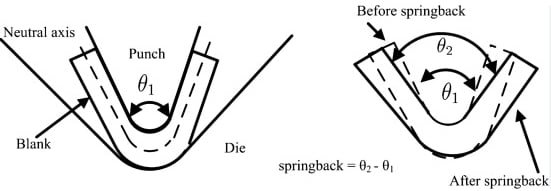
Het komt ook vaak voor bij U- en V-bochten. Grotere buigradii of metalen met een hogere sterkte maken het erger. Dunne materialen kunnen je ook verrassen met meer terugvering dan verwacht.
Mechanica achter terugvering
Om terugvering onder controle te houden, is het handig om te begrijpen wat er binnenin het metaal gebeurt. Laten we eens kijken hoe metaal vervormt, waar spanning wordt opgebouwd en welke factoren de terugvering vergroten of verkleinen.
Elastische vs. plastische vervorming
Wanneer metaal buigt, rekt het eerst elastisch uit. Dit betekent dat het van vorm verandert, maar nog steeds terug kan naar zijn oorspronkelijke vorm. Als de kracht toeneemt, gaat het metaal plastisch vervormen. Op dat moment wordt de vormverandering permanent.
Terugvering gebeurt omdat na het vervormen het elastische deel terugveert terwijl het plastic deel blijft zitten. Hoe meer elastische energie opgeslagen is, hoe meer het metaal terugveert.
De rol van restspanning
Buigen bouwt spanning op in het metaal. Deze restspanningen, restspanningen genoemd, blijven in het onderdeel achter, zelfs nadat de druk is verwijderd.
Het buitenoppervlak van de bocht heeft spanning. Het binnenoppervlak heeft compressie. Bij het vormen van uiteinden proberen deze tegengestelde krachten elkaar in evenwicht te houden, waardoor het onderdeel iets naar achteren beweegt.
Factoren die het terugveringsgedrag beïnvloeden
Verschillende dingen beïnvloeden de mate van terugvering. Deze zijn onder andere:
- Type materiaal: Metalen met een hoge sterkte veren meer terug.
- Dikte: Dunnere platen veren meestal meer terug omdat er minder materiaal is om het herstel tegen te gaan.
- Buigradius: Grotere radii resulteren in meer terugvering.
- Buighoek: Ondiepe bochten worden meer beïnvloed dan diepe.
- Gereedschapsmethode: Luchtbuigen geeft meer terugvering dan onderbuigen of coinen.
Terugvering meten
Nauwkeurige terugveringsmetingen zijn cruciaal om optimale buigresultaten te behalen. Het gebruik van echte gegevens helpt ingenieurs om betrouwbare aanpassingen te doen tijdens de productie.
Hoek Vergelijking
Een standaardmethode is het vergelijken van de beoogde buighoek met de werkelijke hoek na het vormen. Als je bijvoorbeeld streeft naar een bocht van 90°, maar je meet 94° na het vormen, dan heb je 4° terugvering.
Bij massaproductie kan het gebruik van een digitale gradenboog of laserhoekmeter helpen om herhaalbare resultaten te registreren met een nauwkeurigheid van ±0,1°. Deze methode is snel en werkt goed voor vlakke onderdelen en standaardhoeken.
Terugveerfactor
De terugveerfactor (K) is een verhouding die helpt om uitkomsten te voorspellen. Deze wordt als volgt berekend:
K = Eindhoek / Gebogen hoek voor loslaten
Als je bijvoorbeeld een onderdeel tot 85° buigt en het meet na loslaten 90°, dan:
K = 90 / 85 = 1.06
Een terugveringsfactor tussen 1,03 en 1,10 is typisch voor materialen zoals roestvast staal of staal met hoge sterkte. Zachtere materialen, zoals aluminium, kunnen variëren tussen 1,01 en 1,03.
Proberen en falen
Ondanks het gebruik van gereedschappen en formules blijft trial and error een veelgebruikte aanpak. Veel werkplaatsen maken een paar testbuigingen en passen deze aan tot het onderdeel voldoet aan de specificaties. Deze aanpak werkt goed bij het buigen van nieuwe materialen of het gebruik van aangepaste gereedschappen.
Werkplaatsen kunnen bijvoorbeeld onderdelen voorbuigen, de terugveerhoek voor elke materiaaldikte registreren en deze waarden vastleggen voor toekomstige opdrachten. Deze databases op de werkvloer besparen vaak tijd en verminderen nabewerkingen.
Materiaaleigenschappen en hun invloed op terugvering
Het soort metaal dat je kiest speelt een belangrijke rol in hoeveel terugvering je krijgt. Verschillende materialen gedragen zich anders op basis van hun sterkte en stijfheid.
Rol van elasticiteitsmodulus en vloeigrens
Young's Modulus meet de stijfheid van een materiaal. Hoe hoger deze is, hoe meer het metaal weerstand biedt tegen uitrekken. De vloeigrens geeft aan hoeveel spanning het materiaal aankan voordat het permanent begint te vervormen.
Materialen met een hoge sterkte slaan meer elastische energie op tijdens het buigen. Wanneer de kracht wordt weggenomen, geven ze meer van die energie vrij, wat resulteert in een grotere terugvering.
Hoe beïnvloedt de samenstelling van de legering de terugvering?
Verschillende legeringen gedragen zich op verschillende manieren. Een kleine verandering in de samenstelling kan de hardheid, vervormbaarheid en elasticiteit beïnvloeden. Deze eigenschappen beïnvloeden hoeveel het materiaal terugveert.
Zo kunnen warmtebehandeld aluminium of gehard staal moeilijker te vervormen zijn en gevoeliger voor terugvering dan hun zachtere tegenhangers.
Terugvering vergelijken in staal, aluminium en andere metalen
Staal heeft meestal een hogere terugvering dan aluminium omdat het sterker is. Vooral roestvast staal heeft een sterke terugvering vanwege de hoge vloeigrens en hardheid.
Aluminium is zachter en kneedbaarder, waardoor het minder terugveert. Koper en messing zijn ook vervormbaarder, waardoor ze minder terugveren.
Titanium is net als roestvrij staal sterk en licht, maar heeft de neiging om sterk terug te veren, waardoor het lastiger kan zijn om het precies te vormen.
Procesparameters die de terugvering beïnvloeden
Buigen heeft niet alleen met materiaal te maken. De procesinstellingen die je kiest, kunnen ook invloed hebben op de hoeveelheid terugvering die optreedt. Kleine veranderingen in gereedschap of snelheid kunnen een groot verschil maken.
Invloed van buigradius en hoek
Een grote buigradius vergroot de terugvering. Het metaal vervormt niet zoveel plastisch, dus probeert meer terug te veren.
Scherpere bochten dwingen meer plastische vervorming af, wat de terugvering helpt verminderen. Kleinere buighoeken hebben ook de neiging om meer terug te veren dan scherpe of diepe hoeken.
Effect van ponssnelheid en -druk
Hoge ponssnelheden kunnen de terugvering verhogen, vooral bij dunne metalen. Snel buigen laat het materiaal niet volledig in zijn vorm komen.
Meer druk gebruiken tijdens het buigen kan helpen om terugvering te verminderen. Dit komt omdat meer kracht het metaal dieper in de plastische zone dwingt, waardoor er minder elastische energie overblijft om terug te kaatsen.
Temperatuursoverwegingen bij het verminderen van terugvering
Vormen bij hogere temperaturen kan de terugvering verminderen. Warmte maakt het materiaal zachter en verlaagt de rekgrens. Dit maakt het gemakkelijker om te vormen en vermindert het elastische herstel.
Warm vervormen wordt vaak gebruikt voor materialen met een hoge sterkte, zoals titanium of geavanceerd staal. Maar het vereist speciale apparatuur en voegt extra stappen toe aan het proces.
Technieken om terugvering te minimaliseren
Je kunt terugvering niet helemaal voorkomen, maar wel beheersen. Verschillende praktische methodes helpen om het onderdeel vanaf het begin dichter bij je ontwerp te brengen.
Overbuigen en compensatiestrategieën
Overbuigen is het buigen van het metaal voorbij de gewenste hoek. Wanneer de terugvering optreedt, keert het onderdeel terug naar de juiste vorm. Dit is een van de meest voorkomende en eenvoudigste manieren om terugvering aan te pakken.
Je kunt ook de buigtoeslagen in je ontwerp aanpassen of proefstukken gebruiken om de juiste overbuighoek te vinden. Het is een mix van ervaring en meten.
Gebruik van matrijzen en gereedschapaanpassingen
Verschillende buigmethodes geven verschillende resultaten. Bottoming en coining gebruiken meer kracht, waardoor het onderdeel strak in de matrijs wordt gedrukt. Dit vermindert de terugvering in vergelijking met luchtbuigen.
De breedte van de matrijsopening en de radius van de pons aanpassen helpt ook. Een strakkere matrijs en scherpere pons verkleinen de ruimte voor elastisch herstel. Uitlijning en slijtage van gereedschap zijn ook van belang - beschadigd gereedschap kan terugvering verergeren.
Warmtebehandeling en stressverlichtingsmethoden
Sommige metalen reageren goed op spanningsontlasting. Na het vormen kan door het onderdeel te verwarmen de interne spanningen ontspannen en de vorm stabiliseren. Dit is gebruikelijk voor onderdelen van roestvrij staal en titanium.
Voor precisietoepassingen kan het uitgloeien van het metaal voor het vervormen de terugvering verminderen. Maar deze stap kost extra tijd en geld, dus wordt het vooral gebruikt als krappe toleranties kritisch zijn.
Conclusie
Terugvering is een natuurlijk onderdeel van het plaatvormproces. Factoren zoals materiaalsterkte, buigradius, gereedschap en omvormmethode spelen allemaal een rol. Door te begrijpen hoe terugvering werkt en de juiste gereedschappen, hoeken en technieken te gebruiken, kun je het effect ervan minimaliseren.
Zoek je hulp bij plaatwerkonderdelen met nauwe toleranties of prototyping op maat? Neem vandaag nog contact met ons op om je project te bespreken en deskundige ondersteuning te krijgen van ons ervaren engineeringteam.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
