Wanneer gaten, bochten of reliëfs te dicht bij elkaar zitten, daalt de vormkwaliteit snel. Het metaal kan niet gelijkmatig uitrekken, wat leidt tot scheuren, rimpels of vervormde vormen. Deze problemen zorgen voor meer uitval, snellere slijtage van gereedschap en vertragen de productie. Meestal is de oorzaak een slechte tussenruimte in de ontwerpfase.
Betrouwbaar vervormen begint met de juiste afstand. Door voldoende afstand te houden tussen de vormen kan het metaal vrij vloeien. Het vermindert spanning en helpt om een consistente geometrie te behouden. Een goede tussenruimte beschermt ook het gereedschap, verbetert de herhaalbaarheid en verlaagt de productiekosten.
Ontwerpen met de juiste tussenruimte maakt het verschil tussen een soepel proces en een riskant proces. Laten we eens kijken hoe nabijheid werkt en waarom het belangrijk is in elk plaatontwerp.

Grondbeginselen van objectnabijheid in plaatontwerp
De nabijheid van elementen betekent de afstand tussen elementen zoals gaten, bochten, reliëfs of uitsparingen op een plaatmetalen onderdeel. Deze afstand beïnvloedt rechtstreeks hoe het materiaal zich gedraagt tijdens het vervormen. Als elementen te dicht bij elkaar staan, bouwt zich spanning op, wat leidt tot scheuren of ongelijkmatig uitrekken.
Definitie en functie
De nabijheid van onderdelen bepaalt de mechanische stabiliteit. De juiste afstand houdt het onderdeel sterk en vermindert vervorming. Als twee gaten bijvoorbeeld te dicht bij een bochtBeide trekken aan hetzelfde materiaal tijdens het vormen. Dit kan scheuren of uitrekking veroorzaken rond de gaten. Met de juiste tussenruimte verloopt elke vormstap zonder interferentie.
Invloed van materiaaleigenschappen
Materiaaleigenschappen bepalen hoe ver functies uit elkaar moeten staan.
- Vervormbaarheid: Zachtere metalen zoals aluminium kunnen meer uitrekken, waardoor strakkere lay-outs mogelijk zijn. Roestvast staal is stijver en minder buigzaam, waardoor er meer ruimte nodig is.
- Korrelrichting: De nerfrichting van het metaal beïnvloedt hoe het uitrekt. Onderdelen die langs de nerf worden geplaatst, kunnen sneller barsten. Als je ze dwars op de nerf plaatst, wordt de spanning gelijkmatiger verdeeld.
- Dikte: Dikkere platen zijn beter bestand tegen buigen en uitrekken. Ze hebben een grotere tussenruimte nodig om geconcentreerde spanning te vermijden.
| Materiaal | Vervormbaarheid | Aanbevolen afstand tussen gat en bocht | Opmerkingen |
|---|---|---|---|
| Aluminium (5052/6061) | Hoog | 1,5t - 2t | Maakt strakkere lay-outs mogelijk |
| Zacht staal (SPCC) | Medium | 1,5t - 2,5t | Werkt voor algemene toepassingen |
| Roestvrij staal (304/316) | Laag | 2t - 3t | Heeft bredere afstanden en radii nodig |
Algemene kenmerktypes en hun interactie
Als je eenmaal begrijpt wat nabijheid betekent, is de volgende stap om te begrijpen hoe de verschillende elementen op elkaar inwerken tijdens de vorming. Elk type vorm gaat anders om met spanning, dus de regels voor afstand veranderen afhankelijk van de geometrie.
Gaten bij bochten
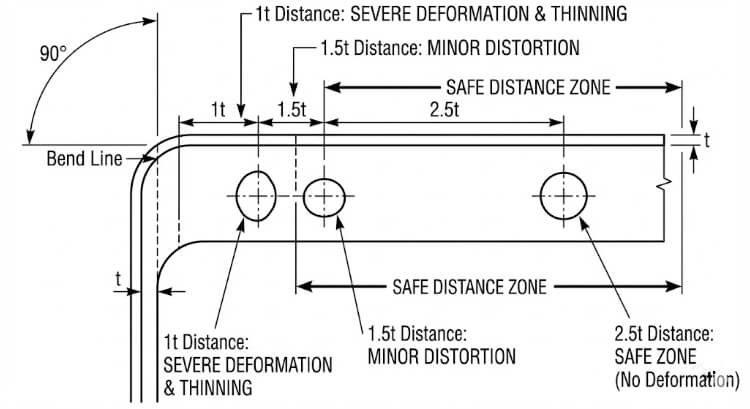
Gaten in de buurt van bochten vervormen vaak. Wanneer de plaat buigt, rekt het gebied rond de buiglijn uit, waardoor het materiaal in de buurt van het gat wordt aangetrokken. Dit kan scheuren veroorzaken of de vorm van het gat veranderen.
Om dit te voorkomen, houdt u gaten minstens 1,5 tot 2,5 ton verwijderd van de buiglijn. Verhoog dit voor roestvast staal of materialen met hoge sterkte tot 3t. De SAE J2550 richtlijn ondersteunt deze waarden en toont aan dat ze helpen om de vorm van gaten te behouden tijdens 90°-bochten.
Reliëfs en louvres bij randen
Embosses en jaloezieën maken de plaat sterker maar beperken de metaalstroom. Als ze te dicht bij een rand zitten, wordt er spanning opgebouwd, wat kan leiden tot scheuren of kromtrekken van de rand.
Houd minstens 3t afstand van de dichtstbijzijnde rand. Voor diepere reliëfs of louvres, verleng tot 4t. Deze afstand houdt de randen vlak en vrij van vervorming na het vormen.
Voorgevormde tabbladen en uitsparingen
Tabs en uitsparingen veranderen de manier waarop het materiaal beweegt tijdens het buigen. Als ze te dicht op elkaar geplaatst worden, rekt de plaat ongelijkmatig uit. Dit leidt tot een slechte buigkwaliteit en inconsistente hoeken.
Houd de lipjes minstens 1t uit elkaar en 1,5t van gaten of bochten. Dit zorgt voor uitgebalanceerde spanning en soepele vervorming tijdens productie en assemblage.
Beperkingen in ontwerpgeometrie en hun effecten
De geometrie van elementen beïnvloedt hoe spanning zich door het metaal verplaatst tijdens het vervormen. Door de juiste afstandsregels te volgen, kunnen ontwerpers het vervormingsgedrag nauwkeuriger voorspellen.
Richtlijnen voor minimale afstand
Industriestandaarden drukken de tussenruimte vaak uit als een veelvoud van de plaatdikte (t). De onderstaande tabel geeft algemene aanbevelingen:
| Procestype | Functie Relatie | Aanbevolen afstand | Reacties |
|---|---|---|---|
| Buigen | Gat naar buiglijn | 1,5t - 2,5t | Gemeenschappelijke ontwerpregel |
| Snijden van randen | Gat tot rand | ≥ 1.0t | Voorkomt scheuren van randen |
| Reliëf/klep tot rand | 3t - 4t | Handhaaft vlakheid | |
| Diep tekenen | Onderdeel naar Onderdeel | ≥ 5t | Vermijdt uitdunningsproblemen |
| Coining | Onderdeel naar Onderdeel | ≥ 2t | Vermindert spanning op gereedschap |
Dit zijn uitgangspunten. De exacte tussenruimte hangt af van factoren zoals materiaalsterkte, buighoek en nauwkeurigheid van het gereedschap.
Bochtradius en interactie met kenmerken
De binnenkant buigradius heeft ook invloed op hoe dicht functies bij elkaar kunnen liggen. Een kleinere radius verhoogt de spanning bij de bocht. Als een gat te dichtbij is, kan het barsten of vervormen.
Houd gaten ten minste 1,5× de buigradius weg van de bocht. Voor hardere materialen zoals roestvrij staal vergroot je de radius tot 2×. Grotere radii helpen de spanning gelijkmatiger te verdelen en verbeteren de consistentie van het onderdeel.
Wanneer afstand en radius goed zijn uitgebalanceerd, buigt het materiaal soepel en vermindert het springrugkromtrekken en nabewerken.
Gereedschap en proces
De manier waarop matrijzen, stempels en persgereedschappen op elkaar inwerken, beperkt direct hoe dicht vormdelen bij elkaar geplaatst kunnen worden. Slechte toegang tot gereedschap of interferentie kan zelfs het best ontworpen onderdeel beschadigen.
Matrijsafstand en toegang gereedschap
Elke pons en matrijs heeft genoeg ruimte nodig om veilig te werken. Wanneer gaten, tabs of reliëfs te dicht bij elkaar liggen, kunnen hun gereedschapspaden elkaar overlappen. Dit kan krassen, bramen of gereedschapbreuk veroorzaken.
Om deze problemen te voorkomen:
- Houd minstens 1t afstand tussen elementen die hetzelfde gereedschapspad delen.
- Voor samengestelde of progressieve matrijzen moet de tussenruimte worden vergroot tot 2t-3t om overlapping tussen de slagen te voorkomen.
- Voer voor diepe of meerstapsvormen een gereedschapssimulatie uit voordat je het gereedschapsstaal gaat snijden.
Toegang tot de matrijs is cruciaal bij het afkantpersen en progressieve matrijzen. Bij een afkantpers kan een kleine tussenruimte ervoor zorgen dat de ponsneus niet goed past tussen de gevormde gebieden. Bij een progressieve matrijs kunnen verschillende stempels overlappende gebieden raken als de lay-out te compact is. Door gebruik te maken van 3D CAD-validatie kunnen deze problemen in een vroeg stadium worden opgespoord en kan kostbaar herwerk aan gereedschap worden voorkomen.
Vormvolgorde en terugvering
De volgorde waarin de vervormingsstappen worden uitgevoerd, beïnvloedt de uiteindelijke nauwkeurigheid. Als elementen dicht bij elkaar liggen, kan het buigen van het ene gebied het andere vervormen. Bijvoorbeeld, een flens vormen in de buurt van een jaloezie kan de hoogte van de jaloezie afvlakken of verschuiven.
Volg een logische vormvolgorde:
- Vorm eerst diepe vormen of reliëf.
- Voer vervolgens de bochten uit.
- Werk af met trimmen en piercen.
Deze volgorde vermindert de spanningsoverdracht tussen de elementen.
Terugvering is een andere factor om in de gaten te houden. Na het buigen heeft de plaat de neiging om terug te veren naar zijn vlakke staat. Hoe dichter de vormen bij elkaar liggen, hoe groter het effect van de terugvering op nabijgelegen gebieden.
Manieren om terugvering te controleren zijn onder andere:
- De buigradius vergroten.
- Een restrike of coining stap toevoegen om de geometrie te stabiliseren.
- De afstand tussen functies aanpassen om de interactie tussen gebieden te verminderen.
Simulatie gebruiken om terugvering te voorspellen en te compenseren helpt om stabiele hoeken en een zuivere geometrie te behouden in productieonderdelen.
Simulatie- en validatiemethoden
Vóór de massaproductie bevestigen simulaties en tests of de afstandsregels veilig zijn. Deze validatiestappen verbinden de ontwerptheorie met het werkelijke vormgedrag.
Eindige Elementen Analyse (FEA) bij nabijheidstesten
Met FEA kunnen ingenieurs zien hoe spanning en rek zich door het metaal bewegen tijdens het vervormen. Als elementen te dicht op elkaar zitten, vormen zich zones met hoge spanning - meestal op dezelfde plaatsen waar later scheuren of rimpels ontstaan.
Software zoals AutoForm, ABAQUS en ANSYS kan deze effecten nauwkeurig modelleren. Ze laten zien hoe veranderingen in tussenruimte, buigradius of materiaalsoort invloed hebben op verdunning en terugvering.
De belangrijkste resultaten van FEA zijn onder andere:
- Kaarten van de dikteverdeling: laten zien waar het materiaal te dun kan worden.
- Vervormingslimietdiagrammen (FLD) geven de rekniveaus aan waarbij scheurvorming optreedt.
- Spanningscontourplots: Markeer gebieden met hoge druk in de buurt van gaten of reliëfs.

Prototype testen en aanpassen
Zelfs met gedetailleerde simulaties zijn echte vormproeven nog steeds noodzakelijk. Prototypes tonen hoe het werkelijke materiaal zich gedraagt onder echte persomstandigheden, inclusief wrijving, gereedschapsslijtage en smering.
Tijdens het testen controleren technici:
- Gatvorm en positienauwkeurigheid.
- Consistentie van buighoek en radius.
- Dunner worden van het oppervlak of rimpels in de buurt van gevormde elementen.
Als er problemen optreden, wordt de afstand of radius aangepast. Een typisch proces combineert FEA-resultaten met fysieke testgegevens. Als beide op elkaar zijn afgestemd, is de lay-out klaar voor volledige productie.
Ontwerpoptimalisatiestrategieën
Nadat de veilige afstand is bevestigd, is de volgende stap het optimaliseren van de lay-out voor zowel prestaties als uiterlijk.
Esthetiek en produceerbaarheid in evenwicht brengen
Ontwerpers verkleinen soms de tussenruimte voor compacte of visueel uitgelijnde lay-outs. Hoewel het er netter uitziet, kan het vervormingsproblemen veroorzaken zoals vervorming of barsten.
De beste aanpak is selectief aanpassen. Zelfs 0,5t meer tussenruimte in belangrijke zones kan problemen voorkomen terwijl het algehele uiterlijk onveranderd blijft. Het vroeg betrekken van gereedschapstechnici helpt om deze balanspunten te vinden voordat de productie begint.
Nauw teamwerk tussen ontwerp en productie zorgt ervoor dat zowel de esthetiek als de efficiëntie behouden blijven.
Standaardisatie en kennisbibliotheken
Het creëren van interne bibliotheken met nabijheidsregels verbetert de consistentie. In deze databases worden bewezen verhoudingen voor elk materiaal en proces vastgelegd, samen met aantekeningen uit productie-ervaringen.
| Materiaal | Gatenbocht | Embossrand | Tab-Tab | Bron |
|---|---|---|---|---|
| Aluminium 5052 | 1,5t-2t | 3t | 1t | Interne testgegevens |
| Zacht staal SPCC | 2t | 3.5t | 1.5t | Feedback over productie |
| Roestvrij 304 | 2,5t-3t | 4t | 1.5t | Validatie van gereedschap |
Dergelijke referenties verkorten de ontwerptijd, voorkomen herhaalde fouten en helpen een consistente vormkwaliteit te behouden voor alle projecten. Na verloop van tijd leidt deze gedeelde kennisbasis tot betere ontwerpen, lagere gereedschapskosten en vlottere productieruns.
Veelvoorkomende ontwerpfouten en hoe ze te vermijden
Zelfs bekwame ontwerpers zien soms de afstandsregels over het hoofd. Deze fouten lijken misschien onbeduidend op de tekening, maar veroorzaken later vaak vormfouten. Ze vroegtijdig identificeren voorkomt verspilling, gereedschapsslijtage en productievertragingen.
Korrelrichting en materiaalstroom negeren
Een veelgemaakte fout is het vergeten van de korrelrichting van het materiaal. Tijdens het walsen richten de metaalkorrels zich in één richting, wat invloed heeft op hoe de plaat uitrekt en buigt.
Wanneer gaten, sleuven of reliëfs langs de nerf worden geplaatst, ontstaan er vaak scheuren tijdens het buigen of trekken. Het metaal rekt gemakkelijker uit langs de korrel maar weerstaat het om uit te rekken dwars op de korrel, waardoor zwakke zones ontstaan. Dit probleem is beter merkbaar in roestvast staal en legeringen met hoge sterkte en lage vervormbaarheid.
Beste praktijken:
- Plaats gaten en sleuven indien mogelijk loodrecht op de nerfrichting.
- Draai diepe elementen, zoals louvres of getekende kopjes, zodat ze dwars op de nerf lopen.
- Vraag voor onderdelen met krappe vervormingsgrenzen om walscertificaten die de korreloriëntatie aangeven voordat de lay-out wordt gepland.
Door de richting van de korrel te controleren, rekt de plaat gelijkmatig uit, wat de nauwkeurigheid, oppervlakteafwerking en weerstand tegen vermoeiing verbetert.
Overvolle indelingen
Een andere fout is te veel elementen in een kleine ruimte proppen om materiaal te besparen of het ontwerp compact te maken. Een te grote ruimte beperkt de metaalstroom tijdens het vormen, waardoor het risico op kromtrekken, scheuren of vervorming toeneemt.
Bij beugelonderdelen bijvoorbeeld kunnen gaten die te dicht bij bochten zijn geplaatst, langwerpig worden als de flens zich vormt. Te dicht op elkaar geplaatste jaloezieën kunnen elkaar overlappen tijdens het persen, wat oppervlaktesporen achterlaat of zelfs de matrijs beschadigt.
Preventiestrategieën:
- Pas afstandsverhoudingen toe op basis van plaatdikte (t) en bekistingstype.
- Gebruik FEA-simulaties of voorbeeldproeven om complexe lay-outs te testen.
- Controleer de maakbaarheid samen met de werktuigbouwkundigen voordat je het ontwerp vrijgeeft.
Een drukke lay-out ziet er misschien efficiënt uit in CAD, maar zorgt vaak voor meer nabewerking, inspectietijd en uitval. Evenwichtige ontwerpen leveren een betere kwaliteit en stabielere vormprestaties.
Conclusie
Het volgen van de juiste regels voor tussenruimte is een van de meest effectieve manieren om stabiel plaatwerk te vormen. Voldoende tussenruimte zorgt voor een soepele materiaalstroom, voorkomt scheuren en behoudt de maatnauwkeurigheid. Het beschermt ook het gereedschap en vermindert uitval, insteltijd en productieonderbrekingen.
Vroegtijdige validatie door simulatie en prototype testen zorgt ervoor dat het ontwerp goed zal presteren in echte omstandigheden. Wanneer ontwerp-, tooling- en productieteams samenwerken, kunnen ze risico's op afstand vroegtijdig identificeren en consistente vormresultaten behalen met minder verrassingen.
Klaar om uw ontwerp van plaatwerk te versterken?
Ons engineeringteam kan u helpen uw lay-outs te beoordelen op maakbaarheid. Stuur uw tekeningen of 3D-modellenen we controleren de afstandslimieten, simuleren vormstappen en bevelen verbeteringen aan voordat het bewerken begint.
FAQs
Wat gebeurt er als een gat te dicht bij een buiglijn zit?
Het gat kan uitrekken, vervormen of barsten tijdens het vormen omdat het materiaal rond de bocht ongelijk vervormt. Een speling van 1,5t-2,5t aanhouden helpt om de vorm en sterkte te behouden.
Hoe kan ik een veilige afstand vinden voor een nieuw materiaal?
Begin met standaardverhoudingen op basis van plaatdikte en treksterkte en bevestig de resultaten vervolgens door middel van simulatie en prototypeproeven.
Zijn er andere regels voor de tussenruimte tussen lasergesneden en geponste onderdelen?
Ja. Gestanste onderdelen hebben een grotere tussenruimte nodig om de impactkrachten te weerstaan en bramen of vervorming te voorkomen. Lasergesneden onderdelen kunnen kleinere afstanden gebruiken omdat er geen mechanische spanning op staat.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
