Het snijden van roestvast staal vereist precisie en de juiste techniek. Veel fabrikanten worstelen met kromtrekken, verkleuring en slechte randkwaliteit bij het werken met dit materiaal. Plasmasnijden biedt een snelle, nauwkeurige en kosteneffectieve oplossing voor roestvaststalen projecten van elke grootte.
Plasmasnijden maakt gebruik van geïoniseerd gas om een kanaal van hoge temperatuur te vormen dat door metaal snijdt. Deze methode biedt een goede balans tussen snijkwaliteit en kosten voor roestvast staal. Het werkt goed voor zowel prototypes als grote productieruns. De randen zijn schoner dan die van autogeen snijden. Plasmasnijden is ook budgetvriendelijker dan lasersnijden en geschikt voor veel toepassingen.
Wil je weten hoe je perfecte sneden krijgt bij je roestvrijstalen projecten? Deze gids behandelt alles, van het instellen tot het oplossen van veelvoorkomende problemen.
Kun je roestvrij staal snijden met een plasmasnijder?
Ja, een plasmasnijder kan roestvrij staal snijden. Het gebruikt een snel bewegende straal van geïoniseerd gas om het metaal te smelten en te verwijderen. Deze methode werkt goed omdat roestvrij staal elektriciteit geleidt en hoge hitte aankan.
Wat is plasmasnijden?
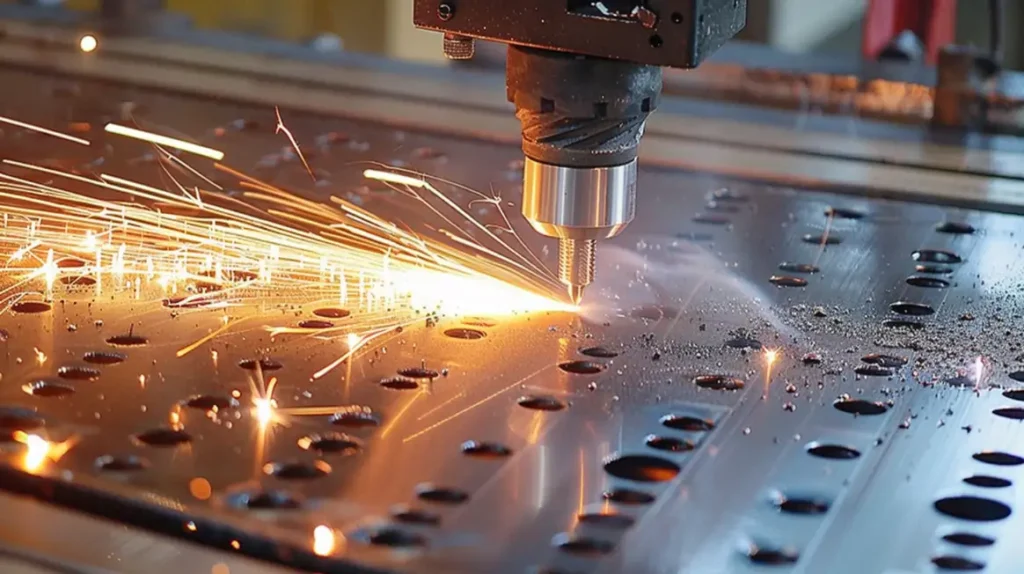
Plasmasnijden is een thermisch snijproces waarbij een geïoniseerde gasstraal met hoge snelheid wordt gebruikt om door elektrisch geleidende materialen te snijden. Het proces creëert een elektrisch kanaal van oververhit plasma dat materiaal smelt en verwijdert uit de snijzone.
Deze methode werkt door een elektrische boog door een gas te sturen dat door een smal mondstuk gaat. Het gas kan bestaan uit winkellucht, stikstof, argon, zuurstof of andere opties. De vlamboog verhoogt de temperatuur van het gas zo hoog dat het overgaat in een vierde toestand van materie - plasma.
Deze hete, snelle plasmastraal smelt het metaal bij het plasmasnijden en het gas met hoge snelheid blaast het gesmolten metaal weg van de snede. Het proces bereikt temperaturen tot 16.649°C (30.000°F), wat heet genoeg is om elk metaal dat het aanraakt te smelten.
De elektrische geleidbaarheid van plasma maakt het zo effectief. De boog vormt zich tussen de elektrode in de toorts en het werkstuk zelf, waardoor er een compleet elektrisch circuit ontstaat.
Onderdelen van een plasmasnijsysteem
Een basis plasmasnijsysteem bestaat uit een aantal belangrijke onderdelen:
- Stroomvoorziening: Zet standaard lijnspanning om in de gelijkspanning die nodig is om de plasmaboog in stand te houden.
- Arc startconsole: Genereert de hoogfrequente vonk met hoog voltage die het gas ioniseert en de plasmaboog creëert.
- Plasmatoorts: Bevat de elektrode en het mondstuk en regelt de koeling en de gasstroom.
- Systeem voor gastoevoer: Levert de juiste gassen bij de juiste druk.
- CNC-besturing: Stuurt toortsbewegingen op basis van geprogrammeerde snijpaden, waardoor precisie en herhaalbaarheid verzekerd zijn.
Plasma vs. andere snijmethoden voor roestvast staal
Plasmasnijden zit qua precisie en kosten tussen autogeen en lasersnijden in.
Autogeen snijden is niet effectief op roestvrij staal omdat het materiaal niet oxideert zoals koolstofstaal. Hierdoor is plasmasnijden een veel betere optie.
Lasersnijden biedt een hogere precisie, maar gaat gepaard met aanzienlijk hogere materiaalkosten. Voor veel projecten biedt plasmasnijden de beste balans tussen prijs en kwaliteit.
Waterstraalsnijden produceert geen warmte-beïnvloede zone, maar werkt veel langzamer en kost meer per inch dan plasmasnijden.
Belangrijkste voordelen van plasmasnijden in roestvrij staal
Plasmasnijden biedt unieke voordelen die het ideaal maken voor de productie van roestvast staal. Deze voordelen helpen winkels hun productiviteit te verhogen met behoud van kwaliteit.
Hoge snijsnelheid en efficiëntie
Plasmasnijden snijdt veel sneller door roestvrij staal dan veel andere methoden. Deze snelheidsverhoging komt door de intense hitte van de plasmaboog, die het materiaal snel doet smelten.
Precisie en zuivere sneden
Plasmasnijden zorgt voor schone randen op roestvrij staal met minimale dross (het opgeloste metaal dat aan de bodem van de snede kleeft). Met de juiste instellingen hoeven de sneden niet of nauwelijks schoongemaakt te worden.
Veelzijdigheid in materiaaldikte
Plasmasnijden is geschikt voor een breed scala aan roestvrijstalen diktes. Een enkel systeem kan snijden van dun materiaal tot 2 inch dik.
Kosteneffectiviteit
Plasmasnijden is betaalbaarder dan lasersnijden, vooral voor dikkere materialen. Het vereist ook minder insteltijd en onderhoud, waardoor het een kosteneffectieve keuze is voor kleine en grote projecten.
Apparatuur instellen voor het snijden van roestvast staal
Het correct instellen van uw plasmasnijder voor roestvast staal is cruciaal voor kwaliteitsresultaten. De juiste combinatie van vermogen, verbruiksartikelen en gassen maakt een groot verschil.
Vereisten voor stroombron
Roestvrij staal van dezelfde dikte heeft meer kracht nodig om te snijden dan koolstofstaal. Dit komt omdat roestvast staal een lagere thermische geleidbaarheid heeft en een hoger smeltpunt.
Een 30-amp plasmasnijder kan goed werken voor dun roestvast staal (tot 1/8″). Voor zuivere sneden op gemiddelde dikte (1/8″ tot 3/8″) is 50-80 ampère nodig.
Voor dikker roestvrij staal (3/8″ tot 3/4″) is minstens 80-100 ampère vereist. Voor materiaal met een dikte van meer dan 3/4″ moet je op zoek gaan naar systemen van meer dan 100 ampère.
Keuze van toorts en verbruiksartikelen
Het ontwerp van de toorts heeft een grote invloed op de snijkwaliteit bij het werken met roestvast staal. Zoek toortsen met een degelijk koelsysteem om de hogere hitte aan te kunnen.
Gebruik, indien beschikbaar, verbruiksmaterialen die speciaal ontworpen zijn voor roestvrij staal. Sommige fabrikanten bieden speciale sets verbruiksmaterialen die geoptimaliseerd zijn voor verschillende metalen.
De grootte van de spuitmondopening moet overeenkomen met je stroomsterkte en materiaaldikte. Kleinere openingen (0,8-1,2 mm) werken beter voor dun roestvast staal, terwijl grotere (1,3-1,8 mm) geschikt zijn voor dikker materiaal.
Schildkappen maken een groot verschil in snijkwaliteit. Gebruik schilden met meer ventilatie om slibvorming aan de onderkant van roestvrij staal te voorkomen.
Gasselectie voor optimale resultaten
De keuze van het gas heeft een grote invloed op de snijkwaliteit van roestvast staal. Elke optie heeft specifieke voordelen voor verschillende situaties.
Stikstof produceert zuivere sneden met minimale nitridevorming op roestvrij staal. Het is vaak de beste keuze en werkt goed voor diktes tot 1″.
Een stikstof/waterstofmengsel (meestal N₂/H₅) zorgt voor nog schonere sneden voor dikker roestvast staal. De waterstof helpt de vorming van oxide aan de snijrand te verminderen.
Argon/waterstofmengsels (65% Ar/35% H₂) zorgen voor de zuiverste zaagsneden op dik roestvast staal. Dit gasmengsel kost echter meer en snijdt langzamer.
Zuurstof wordt over het algemeen afgeraden voor het snijden van roestvast staal. Het veroorzaakt overmatige oxidatie en kan de corrosiebestendige eigenschappen van het materiaal aantasten.
Plasmasnijden van roestvast staal: veelvoorkomende problemen en oplossingen
Zelfs ervaren operators worden geconfronteerd met uitdagingen bij het plasmasnijden van roestvast staal.
Slakken voorkomen
Dross vormt zich gemakkelijker op roestvast staal dan op koolstofstaal. Pas je snijsnelheid aan - te snel of te langzaam veroorzaakt drossproblemen.
Het debiet van het schermgas beïnvloedt de drossvorming. Als je merkt dat er te veel slak op de bodem van de snede zit, verhoog dan het debiet een beetje.
Regelmatig reinigen van het toortsschild helpt om consistente gasstroompatronen te behouden, waardoor minder slakvorming optreedt.
Kromtrekken en vervorming verminderen
Zet werkstukken goed vast voor het zagen. Goed opspannen vermindert de beweging die kan optreden als interne spanningen vrijkomen tijdens het zagen.
Plan de snijvolgorde om de warmte-inbreng over het werkstuk te verdelen. Begin met binnensneden voordat je het buitenprofiel gaat snijden.
De door hitte beïnvloede zone tot een minimum beperken
De warmte-beïnvloede zone (HAZ) is de zone waar materiaaleigenschappen veranderen door blootstelling aan hitte. Bij roestvrij staal kan dit de corrosiebestendigheid beïnvloeden.
Door een hoger ampèrage met hogere rijsnelheden te gebruiken (in plaats van een lager ampèrage en lagere snelheden) kan de HAZ verminderen terwijl de snijkwaliteit behouden blijft.
De juiste gasselectie heeft een grote invloed op de HAZ. Stikstof/H₅-mengsels produceren doorgaans kleinere HAZ's dan lucht of zuivere stikstof.

Technieken voor optimaal plasmasnijden in roestvast staal
Zelfs met de juiste apparatuur heeft de techniek een grote invloed op de snijkwaliteit.
Snelheids- en afstandsregeling
De snijsnelheid moet voor roestvast staal lager zijn dan voor koolstofstaal. Begin met snelheden die ongeveer 20% lager liggen dan je zou gebruiken voor zacht staal van vergelijkbare dikte.
Let op de naloophoek van de plasmaboog. De boog moet iets achterlopen op de toortsbeweging, maar niet te veel. Te veel vertraging betekent dat je te snel beweegt.
Zorg voor een constante toortshoogte. Afhankelijk van de materiaaldikte is de ideale afstand voor roestvast staal tussen 1/8″ en 1/4″.
Warmte-invoer beheren
Gebruik meerdere lagen voor zeer dik roestvast staal om de warmteontwikkeling te verminderen. Dit helpt kromtrekken en overmatige drossvorming voorkomen.
Geef afkoeltijd tussen de sneden wanneer je werkt aan ingewikkelde onderdelen. Dit vermindert het risico op vervorming door hitteopbouw.
Begin indien mogelijk met zagen vanaf de rand of boor een startgat voor. Rechtstreeks doorboren kan meer spatten en mogelijk kromtrekken veroorzaken.
Overwegingen voor randkwaliteit
De snijrichting beïnvloedt welke kant van je materiaal de betere randkwaliteit krijgt. De rechterkant van het snijpad (ten opzichte van de beweging van de toorts) heeft meestal een vierkante rand.
Voor onderdelen die aan alle kanten nauwkeurig moeten zijn, moet je een kleine hoeveelheid materiaal verwijderen met secundaire bewerkingen zoals slijpen of bewerking.
De trekhoek is beter zichtbaar bij het snijden van roestvrij staal. Om meer vierkante randen te krijgen, plaats je de toorts in een lichte hoek (1-3 graden) tegenovergesteld aan de natuurlijke trekhoek.
Veiligheidsoverwegingen bij het plasmasnijden van roestvast staal
Veiligheid wordt nog belangrijker bij het plasmasnijden van roestvast staal.
Beheer van rook
Roestvaststalen dampen bevatten chroomverbindingen die goed geventileerd moeten worden. Gebruik altijd adequate afzuigsystemen.
Plaats de rookafzuiging zodanig dat de lucht weggetrokken wordt van de ademzone van de operator. Afzuig- of zijafzuigtafels werken goed voor dit doel.
Persoonlijke beschermingsmiddelen
Standaard persoonlijke beschermingsmiddelen (PPE) voor het lassen zijn het minimumvereiste. Dit omvat een lashelm, handschoenen en vlambestendige kleding.
Oogbescherming moet zowel UV- als IR-straling blokkeren. Leren handschoenen beschermen tegen hitte en mogelijke blootstelling aan chroom door huidcontact met snijranden of stof.
Onderhoud voor roestvast staal plasmasnijden
Het snijden van roestvast staal stelt extra eisen aan plasmasnijapparatuur.
Verzorging en vervanging van verbruiksartikelen
Inspecteer mondstukken en elektroden na elke grote snijsessie. Roestvrij staal versnelt de slijtage van deze onderdelen.
Reinig verbruiksmaterialen regelmatig om spatten en afzettingen te verwijderen. Hierdoor gaan ze langer mee en blijft de snijkwaliteit behouden.
Vervang verbruiksartikelen als set in plaats van afzonderlijk. Dit zorgt voor een goede uitlijning en consistente prestaties.
Vereisten voor systeemreiniging
Filtersystemen hebben vaker aandacht nodig bij het snijden van roestvast staal. Het chroomgehalte kan zorgen voor fijnere stofdeeltjes.
Reinig toortsschilden vaker bij het snijden van roestvast staal. Materiaalophoping verandert de gasstroompatronen en beïnvloedt de snijkwaliteit.
Watertafels of opvangsystemen moeten regelmatig gereinigd worden, omdat roestvrij stalen snijwerk meer fijne deeltjes produceert die de systemen kunnen verstoppen.
Conclusie
Plasmasnijden is een geweldige manier om roestvrij staal te snijden. Het werkt sneller dan veel andere methoden en kan zowel dunne platen als dikke platen aan. De randen zijn schoon en hebben weinig nabewerking nodig. Met de juiste instellingen, onderdelen en gassen kun je geweldige resultaten behalen voor elk roestvrijstalen project.
Hulp nodig bij uw projecten voor het snijden van roestvrij staal? Onze technici kunnen u adviseren over de beste apparatuur en technieken voor uw behoeften. Neem contact met ons op vandaag nog voor deskundig advies en hoogwaardige snijoplossingen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
