De manier waarop we metalen onderdelen verbinden verandert snel. Ingenieurs en fabrikanten staan vaak voor een lastige vraag: welke lasmethode past het beste bij hun werk? Veel mensen kennen laserlassen en TIG-lassen. Elk heeft zijn voor- en nadelen. Deze keuze beïnvloedt meer dan alleen het lasproces. Het kan van invloed zijn op de kwaliteit van het eindproduct, de kosten om het te maken en hoe snel het geleverd wordt.
Laserlassen gebruikt een gerichte lichtstraal om metaal te smelten en te verbinden. TIG-lassen gebruikt een wolfraamelektrode en gas om een las te vormen. Laserlassen is snel, schoon en geschikt voor automatisering. TIG-lassen is langzaam, maar nauwkeurig en flexibel. De beste keuze hangt af van het soort werk, het materiaal en de behoefte aan snelheid versus controle.
Zowel laser- als TIG-lassen maken sterke, betrouwbare lassen. Maar ze werken beter voor verschillende soorten projecten. Wil je weten welke het beste bij jouw behoeften past? Laten we dat eens nader bekijken.
Grondbeginselen van laserlassen
Laserlassen verbindt metalen met behulp van een gerichte lichtstraal. Het is snel, nauwkeurig en geschikt voor geautomatiseerde productie. Laten we eens kijken hoe het werkt en waar het uitblinkt.
Hoe laserlassen werkt
Laserlassen verbindt metaal met behulp van een krachtige lichtstraal. De straal verhit een klein gebied totdat het metaal smelt en aan elkaar hecht. Omdat de warmte zo gericht is, ontstaan er diepe, smalle lassen met weinig vervorming.
Er zijn twee hoofdtypen bundels: continue en gepulseerde. Continue bundels worden gebruikt voor langere of dikkere lassen, terwijl gepulseerde bundels beter zijn voor kleinere, kwetsbare onderdelen.
Het proces is contactloos. Dat betekent dat de laser het metaal nooit aanraakt. Er wordt alleen warmte afgegeven aan het oppervlak. Dit maakt het zeer schoon en nauwkeurig.
Belangrijkste onderdelen van een laserlassysteem
Een typische opstelling omvat:
- Laserbron: Meestal een fiber- of CO₂-laser die de straal creëert.
- Optiek: Lenzen en spiegels die de straal geleiden en scherpstellen.
- Deelhouder: Een bevestiging die de metalen stukken op hun plaats houdt.
- Afschermingsgas: Vaak argon of helium, gebruikt om de las te beschermen tegen de lucht.
- Besturingssysteem: Software die de richting en het vermogen van de straal beheert.
Deze componenten werken samen om een consistente las te garanderen. Het systeem is vaak volledig geautomatiseerd, vooral bij de productie van grote volumes.
Beste materialen voor laserlassen
Laserlassen werkt goed met metalen die gemakkelijk warmte verspreiden en de laser niet te veel reflecteren. Goede keuzes zijn onder andere:
- Roestvrij staal
- Zacht staal
- Titanium
- Aluminium (met de juiste instellingen)
- Nikkellegeringen
Sterk reflecterende metalen zoals koper zijn moeilijker te lassen. Ze kaatsen veel van de laserenergie terug, dus om ze te lassen is vaak meer vermogen of een ander type laser nodig.
Dunne materialen zijn ideaal. Dikkere onderdelen kunnen nog steeds worden gelast, maar hebben mogelijk meer dan één lasgang of extra lasdraad nodig.
Voor- en nadelen van laserlassen
Wat er geweldig aan is:
- Lassen met hoge snelheid
- Schone, smalle lassen
- Lage hitteschade
- Gemakkelijk te automatiseren
- Gladde afwerking, vaak geen extra schoonmaakbeurt nodig
Waar je op moet letten:

Grondbeginselen van TIG-lassen
TIG-lassen maakt precieze lassen van hoge kwaliteit met behulp van een elektrische boog en handmatig toegevoerd vulmateriaal. Het is de beste methode voor kritieke verbindingen waarbij uiterlijk en sterkte belangrijk zijn.
Hoe TIG-lassen werkt
TIG staat voor Tungsten Inert Gas lassen. Het maakt gebruik van een wolfraamelektrode die niet smelt. In plaats daarvan wordt een boog gecreëerd die het metaal verhit en smelt. Als er extra materiaal nodig is, wordt er met de hand een vulstaaf toegevoegd.
Het lasgebied wordt beschermd door een gasafscherming (meestal argon) die lucht buiten houdt en oxidatie voorkomt. Hierdoor blijft de las schoon en sterk.
TIG-lassen geeft je veel controle over de warmte en het toevoegmateriaal. Het is een langzamer proces dan andere methoden, maar de lassen zijn robuust en netjes. Het wordt meestal met de hand gedaan en er is vaardigheid voor nodig om het goed te doen.
Belangrijkste onderdelen van een TIG-lassysteem
Een standaard TIG-opstelling omvat:
- Stroombron: Levert AC of DC. AC wordt gebruikt voor aluminium, DC voor staal.
- TIG-toorts: Houdt de wolfraamelektrode vast en levert het beschermgas.
- Vulstaaf: Handmatig toegevoegd indien nodig voor de las.
- Afschermingsgas: Meestal argon of een mix met helium.
- Voetpedaal of handbediening: Hiermee kan de lasser de warmte tijdens het werk aanpassen.
Deze opstelling geeft de lasser volledige controle en daarom wordt TIG vaak gekozen voor gedetailleerd of high-spec werk.
Beste materialen voor TIG-lassen
TIG-lassen werkt goed met een groot aantal metalen, waaronder kwetsbare. Het is ook nuttig bij het verbinden van twee verschillende metalen. Gebruikelijke keuzes zijn onder andere:
- Roestvrij staal
- Zacht staal
- Aluminium
- Koper
- Nikkellegeringen
- Magnesium
Het is ideaal voor precisieklussen, schone afwerkingen of wanneer het uiterlijk van lassen essentieel is.
Voor- en nadelen van TIG-lassen
Wat er goed aan is:
- Zeer hoge laskwaliteit
- Volledige controle over warmte en vulmiddel
- Schone lassen zonder spatten
- Werkt uitstekend op dun metaal
- Geschikt voor maatwerk of gedetailleerd werk
Wat je in gedachten moet houden:
- Langzamer dan andere lasmethoden
- Vakkundige operator nodig
- Niet gemakkelijk te automatiseren
- Minder effectief voor dikke onderdelen
- De opstelling kan complexer zijn

Laserlassen vs TIG-lassen: Belangrijkste verschillen
Laserlassen en TIG-lassen verbinden beide metaal, maar werken heel verschillend. Hier volgt een overzicht van hoe ze zich op de belangrijkste gebieden van elkaar onderscheiden.
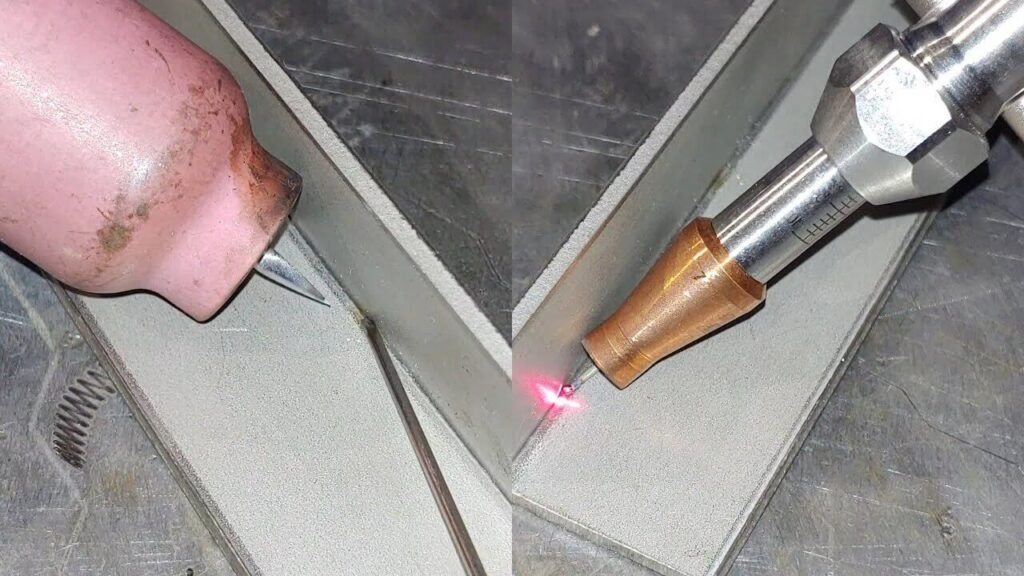
Warmtebron
Laserlassen maakt gebruik van een gerichte lichtstraal om het metaal te verhitten. Deze straal richt zich op een klein punt en levert intense hitte. Het smelt het materiaal snel, waardoor diepe en smalle lassen ontstaan.
TIG-lassen maakt gebruik van een elektrische boog van een wolfraamelektrode. De hitte verspreidt zich over een groter gebied en de operator voegt vaak handmatig toevoegmetaal toe.
Precisie en controle
Laserlassen is exact. Optiek of CNC-machines begeleiden het meestal, waardoor het perfect is voor geautomatiseerde systemen en onderdelen met een kleine tolerantie.
TIG-lassen geeft de lasser volledige controle. Warmte, snelheid en vulmiddel worden allemaal handmatig ingesteld, wat geweldig is voor onderdelen die een voorzichtige behandeling nodig hebben.
Lassnelheid
Laserlassen is veel sneller. Het kan lassen in seconden voltooien en past goed in hoog-volume productie.
TIG-lassen duurt langer. Het lasapparaat beweegt langzamer om de boog en het toevoegmateriaal goed te geleiden. Het is beter geschikt voor kleine series of eenmalige onderdelen.
Kwaliteit en uiterlijk van lassen
Laserlassen maakt smalle, schone lassen met weinig tot geen spatten. De warmte wordt gericht, dus de vervorming is minimaal. In veel gevallen is er geen extra schoonmaak nodig. Lassen zijn netjes en consistent, vooral als ze geautomatiseerd zijn.
TIG-lassen levert ook uitstekende resultaten op, vooral als het door een ervaren lasser wordt gedaan. De afwerking is glad en schoon, met een sterke fusie. Het wordt vaak gebruikt als de las zichtbaar is en er perfect uit moet zien.
Materiaal compatibiliteit
Laserlassen werkt het beste met metalen die de warmte van de laser gemakkelijk absorberen. Dit zijn onder andere roestvrij staal, zacht staal, titanium en sommige soorten aluminium. Het heeft moeite met glanzende metalen zoals koper, die de laser reflecteren.
TIG-lassen is flexibeler. Het werkt met veel metalen, waaronder roestvrij staal, aluminium, koper, magnesium en speciale legeringen. Het is perfect voor dunne of kwetsbare onderdelen.
Beste gebruikscases
Laserlassen is ideaal voor hoge snelheden en grote volumes. Het wordt veel gebruikt in industrieën als de auto-industrie, elektronica en de medische sector. Het is perfect voor dunne onderdelen, kleine verbindingen en precieze patronen.
TIG-lassen wordt gebruikt voor kleinere series, maatwerk of reparaties. Het wordt ook gebruikt in de ruimtevaart, bij pijpleidingen en bij gedetailleerde fabricagewerkzaamheden. TIG-lassen is geschikt voor moeilijke lassen en biedt meer controle.
Kostenfactoren
Laserlasmachines kosten vooraf meer. Ze vereisen geavanceerde apparatuur en getraind personeel. Maar eenmaal ingesteld werken ze snel en kunnen ze de arbeidskosten verlagen.
TIG lasmachines kosten minder en zijn eenvoudiger op te stellen. Het proces is echter langzamer en vereist meer handwerk, waardoor de kosten voor grote batches kunnen oplopen.
Laserlassen vs TIG-lassen: De juiste lasmethode kiezen
De keuze tussen laser- en TIG-lassen hangt af van je projectdoelen. Elke methode heeft duidelijke voordelen, maar een van de twee past meestal beter bij je behoeften.
Laserlassen is de juiste keuze als:
- Je hebt een snelle productie met een consistente kwaliteit nodig
- De onderdelen zijn dun en goed voorbereid
- Je voert geautomatiseerde taken of taken met hoge volumes uit
- Minimale warmtevervorming en reiniging zijn essentieel
TIG-lassen heeft meer zin als:
- Je hebt een hoge mate van controle over de lasnaad nodig
- Uiterlijk en precisie zijn belangrijk
- Het werk omvat dunne, complexe of gemengde materialen
- Je werkt aan kleine oplages of maatwerk
Conclusie
Laserlassen en TIG-lassen hebben elk hun eigen behoeften. Laserlassen is snel, schoon en perfect voor automatisering. Het werkt goed bij massaproductie met strakke toleranties. TIG-lassen is langzamer maar geeft volledige controle. Het is het beste voor gedetailleerd werk, aangepaste onderdelen en delicate materialen.
Heb je hulp nodig bij het kiezen van het juiste lasproces voor je metalen onderdelen? Neem contact op met ons team voor deskundige ondersteuning en snelle, betrouwbare lasoplossingen op maat van uw project.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal

Regels voor de nabijheid van plaatmetalen onderdelen voor betrouwbaar vervormen
- Apparatuur is duur
- Onderdelen moeten heel precies in elkaar passen
- Niet de beste keuze voor dikke of glanzende metalen
- Openingen of verkeerde uitlijning kunnen problemen veroorzaken
Grondbeginselen van TIG-lassen
TIG-lassen maakt precieze lassen van hoge kwaliteit met behulp van een elektrische boog en handmatig toegevoerd vulmateriaal. Het is de beste methode voor kritieke verbindingen waarbij uiterlijk en sterkte belangrijk zijn.
Hoe TIG-lassen werkt
TIG staat voor Tungsten Inert Gas lassen. Het maakt gebruik van een wolfraamelektrode die niet smelt. In plaats daarvan wordt een boog gecreëerd die het metaal verhit en smelt. Als er extra materiaal nodig is, wordt er met de hand een vulstaaf toegevoegd.
Het lasgebied wordt beschermd door een gasafscherming (meestal argon) die lucht buiten houdt en oxidatie voorkomt. Hierdoor blijft de las schoon en sterk.
TIG-lassen geeft je veel controle over de warmte en het toevoegmateriaal. Het is een langzamer proces dan andere methoden, maar de lassen zijn robuust en netjes. Het wordt meestal met de hand gedaan en er is vaardigheid voor nodig om het goed te doen.
Belangrijkste onderdelen van een TIG-lassysteem
Een standaard TIG-opstelling omvat:
- Stroombron: Levert AC of DC. AC wordt gebruikt voor aluminium, DC voor staal.
- TIG-toorts: Houdt de wolfraamelektrode vast en levert het beschermgas.
- Vulstaaf: Handmatig toegevoegd indien nodig voor de las.
- Afschermingsgas: Meestal argon of een mix met helium.
- Voetpedaal of handbediening: Hiermee kan de lasser de warmte tijdens het werk aanpassen.
Deze opstelling geeft de lasser volledige controle en daarom wordt TIG vaak gekozen voor gedetailleerd of high-spec werk.
Beste materialen voor TIG-lassen
TIG-lassen werkt goed met een groot aantal metalen, waaronder kwetsbare. Het is ook nuttig bij het verbinden van twee verschillende metalen. Gebruikelijke keuzes zijn onder andere:
- Roestvrij staal
- Zacht staal
- Aluminium
- Koper
- Nikkellegeringen
- Magnesium
Het is ideaal voor precisieklussen, schone afwerkingen of wanneer het uiterlijk van lassen essentieel is.
Voor- en nadelen van TIG-lassen
Wat er goed aan is:
- Zeer hoge laskwaliteit
- Volledige controle over warmte en vulmiddel
- Schone lassen zonder spatten
- Werkt uitstekend op dun metaal
- Geschikt voor maatwerk of gedetailleerd werk
Wat je in gedachten moet houden:
- Langzamer dan andere lasmethoden
- Vakkundige operator nodig
- Niet gemakkelijk te automatiseren
- Minder effectief voor dikke onderdelen
- De opstelling kan complexer zijn
Laserlassen vs TIG-lassen: Belangrijkste verschillen
Laserlassen en TIG-lassen verbinden beide metaal, maar werken heel verschillend. Hier volgt een overzicht van hoe ze zich op de belangrijkste gebieden van elkaar onderscheiden.
Warmtebron
Laserlassen maakt gebruik van een gerichte lichtstraal om het metaal te verhitten. Deze straal richt zich op een klein punt en levert intense hitte. Het smelt het materiaal snel, waardoor diepe en smalle lassen ontstaan.
TIG-lassen maakt gebruik van een elektrische boog van een wolfraamelektrode. De hitte verspreidt zich over een groter gebied en de operator voegt vaak handmatig toevoegmetaal toe.
Precisie en controle
Laserlassen is exact. Optiek of CNC-machines begeleiden het meestal, waardoor het perfect is voor geautomatiseerde systemen en onderdelen met een kleine tolerantie.
TIG-lassen geeft de lasser volledige controle. Warmte, snelheid en vulmiddel worden allemaal handmatig ingesteld, wat geweldig is voor onderdelen die een voorzichtige behandeling nodig hebben.
Lassnelheid
Laserlassen is veel sneller. Het kan lassen in seconden voltooien en past goed in hoog-volume productie.
TIG-lassen duurt langer. Het lasapparaat beweegt langzamer om de boog en het toevoegmateriaal goed te geleiden. Het is beter geschikt voor kleine series of eenmalige onderdelen.
Kwaliteit en uiterlijk van lassen
Laserlassen maakt smalle, schone lassen met weinig tot geen spatten. De warmte wordt gericht, dus de vervorming is minimaal. In veel gevallen is er geen extra schoonmaak nodig. Lassen zijn netjes en consistent, vooral als ze geautomatiseerd zijn.
TIG-lassen levert ook uitstekende resultaten op, vooral als het door een ervaren lasser wordt gedaan. De afwerking is glad en schoon, met een sterke fusie. Het wordt vaak gebruikt als de las zichtbaar is en er perfect uit moet zien.
Materiaal compatibiliteit
Laserlassen werkt het beste met metalen die de warmte van de laser gemakkelijk absorberen. Dit zijn onder andere roestvrij staal, zacht staal, titanium en sommige soorten aluminium. Het heeft moeite met glanzende metalen zoals koper, die de laser reflecteren.
TIG-lassen is flexibeler. Het werkt met veel metalen, waaronder roestvrij staal, aluminium, koper, magnesium en speciale legeringen. Het is perfect voor dunne of kwetsbare onderdelen.
Beste gebruikscases
Laserlassen is ideaal voor hoge snelheden en grote volumes. Het wordt veel gebruikt in industrieën als de auto-industrie, elektronica en de medische sector. Het is perfect voor dunne onderdelen, kleine verbindingen en precieze patronen.
TIG-lassen wordt gebruikt voor kleinere series, maatwerk of reparaties. Het wordt ook gebruikt in de ruimtevaart, bij pijpleidingen en bij gedetailleerde fabricagewerkzaamheden. TIG-lassen is geschikt voor moeilijke lassen en biedt meer controle.
Kostenfactoren
Laserlasmachines kosten vooraf meer. Ze vereisen geavanceerde apparatuur en getraind personeel. Maar eenmaal ingesteld werken ze snel en kunnen ze de arbeidskosten verlagen.
TIG lasmachines kosten minder en zijn eenvoudiger op te stellen. Het proces is echter langzamer en vereist meer handwerk, waardoor de kosten voor grote batches kunnen oplopen.
Laserlassen vs TIG-lassen: De juiste lasmethode kiezen
De keuze tussen laser- en TIG-lassen hangt af van je projectdoelen. Elke methode heeft duidelijke voordelen, maar een van de twee past meestal beter bij je behoeften.
Laserlassen is de juiste keuze als:
- Je hebt een snelle productie met een consistente kwaliteit nodig
- De onderdelen zijn dun en goed voorbereid
- Je voert geautomatiseerde taken of taken met hoge volumes uit
- Minimale warmtevervorming en reiniging zijn essentieel
TIG-lassen heeft meer zin als:
- Je hebt een hoge mate van controle over de lasnaad nodig
- Uiterlijk en precisie zijn belangrijk
- Het werk omvat dunne, complexe of gemengde materialen
- Je werkt aan kleine oplages of maatwerk
Conclusie
Laserlassen en TIG-lassen hebben elk hun eigen behoeften. Laserlassen is snel, schoon en perfect voor automatisering. Het werkt goed bij massaproductie met strakke toleranties. TIG-lassen is langzamer maar geeft volledige controle. Het is het beste voor gedetailleerd werk, aangepaste onderdelen en delicate materialen.
Heb je hulp nodig bij het kiezen van het juiste lasproces voor je metalen onderdelen? Neem contact op met ons team voor deskundige ondersteuning en snelle, betrouwbare lasoplossingen op maat van uw project.
Hey, ik ben Kevin Lee
De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron
Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen
OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen
Setupkosten vs eenheidskosten bij de productie van plaatmetaal