Vind je het moeilijk om een stevige grip te krijgen op ronde onderdelen of wil je je producten een professionelere look geven? Dan kan kartelen helpen. Dit bewerkingsproces voegt een textuur met patroon toe aan ronde onderdelen, waardoor ze gemakkelijker vast te houden zijn en er beter uitzien. Veel industrieën gebruiken karteling voor zowel functie als stijl.
Kartelen combineert nut en uiterlijk in één stap, waardoor het een praktische keuze is voor veel industrieën. Vervolgens verkennen we de gereedschappen en patronen die het kartelen mogelijk maken.

Wat is Knurling?
Kartelen is een bewerkingsproces waarbij verhoogde patronen op metalen oppervlakken worden gemaakt. Het verbetert de grip, voegt een decoratief tintje toe en kan helpen bij pers past. De methode maakt gebruik van speciaal gereedschap om patronen direct in het materiaal te rollen of te snijden.
Een kartelwerktuig heeft gehard stalen rollen die in het werkstuk drukken terwijl het draait. Deze druk vervormt het oppervlak en vormt een repeterend patroon. Veel voorkomende patronen zijn rechte, diagonale en ruitvormige vormen. Elk patroon heeft zijn eigen doel en uiterlijk.
In tegenstelling tot gewoon snijden, verwijdert kartelen geen materiaal. In plaats daarvan wordt het oppervlak vervormd, waardoor het efficiënt is voor het creëren van consistente texturen in grote batches. Kartelen werkt op metalen zoals staal, aluminium, messing en roestvrij staal, afhankelijk van de toepassing.
De basismechanica van kartelen
Laten we eens kijken naar wat er gebeurt bij het contactpunt tussen het gereedschap en het onderdeel. Inzicht in deze principes leidt tot betere resultaten.
Hoe vervormt kartelgereedschap het werkstukoppervlak?
Kartelwerktuigen gebruiken geharde rollen of wielen met een voorgesneden patroon. Als het gereedschap tegen het draaiende werkstuk drukt, dwingen de rollen het metaaloppervlak om in richels en groeven te vloeien. Deze vervorming creëert het herhalende patroon.
Het proces kan omvormen zijn, waarbij het gereedschap materiaal verplaatst, of snijden, waarbij het gereedschap kleine hoeveelheden metaal verwijdert. Vormen is sneller en schoner, maar werkt het beste met zachtere, kneedbare metalen. Snijden is beter voor hardere materialen en produceert scherpere randen.
De rol van aanvoer en snelheid begrijpen
Aanzet en snelheid zijn sleutelfactoren bij het produceren van een zuivere, uniforme krul. De voeding is de snelheid waarmee het gereedschap over het oppervlak beweegt, terwijl de snelheid de rotatie van het werkstuk is.
Een te snelle voeding kan het patroon vervormen en overlappende ribbels veroorzaken. Een te langzame voeding kan de krul afvlakken en de diepte verminderen. De snelheid van het werkstuk moet ook in balans zijn. Als de aanzet te snel is, kunnen de rollen wegglijden; als de aanzet te langzaam is, kunnen de markeringen ongelijkmatig zijn. De beste resultaten worden verkregen door de voeding en snelheid af te stemmen op de spoed van het gereedschap en de diameter van het werkstuk.
Het belang van vervormbaarheid van materiaal bij kartelen
De vervormbaarheid van het materiaal heeft een grote invloed op de kwaliteit van de kartels. Kneedbare metalen zoals aluminium, messing en zacht staal vervormen soepel onder druk, waardoor ze ideaal zijn voor het vormen van kartels.
Bij vervorming kunnen broze metalen barsten of afschilferen, wat leidt tot slechte patronen of beschadigde onderdelen. Bij het werken met hardere materialen zijn vaak snijgereedschappen of procesinstellingen nodig. Het afstemmen van de kartelmethode op het materiaal zorgt voor zowel sterke patronen als duurzame onderdelen.
Hoe werkt het kartelproces?
Het kartelproces volgt een precieze opeenvolging van stappen om ervoor te zorgen dat het patroon zuiver en gelijkmatig wordt gevormd. Elke stap, van de keuze van het gereedschap tot de laatste bewerkingen, draagt bij aan een nauwkeurige afwerking.
Gereedschapsselectie
De eerste stap is het kiezen van het juiste gereedschap. Freesgereedschap heeft rollen met rechte, diagonale of ruitvormige patronen. De keuze hangt af van het doel van het onderdeel. Rechte patronen worden vaak gebruikt voor perspassingen, terwijl diamant- en diagonale patronen meer grip bieden. De steek van de rollen moet overeenkomen met de diameter van het werkstuk om overlappende of ongelijke markeringen te voorkomen.
De draaibank instellen
Nadat het gereedschap is gekozen, moet het worden vastgezet in de draaibank. De juiste uitlijning is cruciaal. Het gereedschap moet loodrecht op het werkstuk staan om hoekige of vervormde kartels te voorkomen. In dit stadium stelt de operator ook de snelheid en aanzet in. De juiste instellingen verminderen slijtage van het gereedschap en helpen bij het produceren van een scherp, zuiver patroon.
Eerste contact
Het kartelen begint wanneer het gereedschap voor het eerst het roterende werkstuk raakt. De druk moet stevig en gelijkmatig zijn. Te veel druk kan het gereedschap of het oppervlak beschadigen, terwijl te weinig druk ervoor kan zorgen dat de rollen wegglijden. Het doel is om de rollen in te grijpen zodat het patroon netjes en grondig begint.
Krulspelden
Terwijl het gereedschap langs het werkstuk beweegt, drukken de rollen in het materiaal om de krul te vormen. Het patroon ontwikkelt zich met constante voeding en rotatie. Er wordt vaak koelmiddel gebruikt om warmteontwikkeling te voorkomen en de levensduur van het gereedschap te verlengen. Een juiste balans van kracht, snelheid en voeding is nodig om consistente ribbels zonder vervorming te produceren.
Eindpassen
De laatste gangen slijpen en strijken het patroon glad. De operator oefent constante druk uit terwijl het gereedschap een of twee extra gangen over het gekartelde oppervlak maakt. Deze nabewerkingen verbeteren de diepte, de uitlijning en het uiterlijk. Een goed uitgevoerde eindbewerking zorgt ervoor dat de kartel een stevige grip heeft en er schoon en professioneel uitziet, klaar voor gebruik.
Kartelpatronen en hun functies
Kartelpatronen zijn meer dan decoratie. Elk type dient een specifiek doel, het verbeteren van de grip, montageof algemeen ontwerp. Het juiste patroon hangt af van hoe het onderdeel gebruikt gaat worden.
Recht kartelen
Rechte karteling creëert parallelle ribbels over de lengte van het werkstuk. Dit patroon wordt vaak gebruikt voor perspassingstoepassingen omdat de ribbels het oppervlaktecontact vergroten en helpen bij het vormen van een hechte mechanische verbinding. Rechte kartels geleiden de beweging ook in één richting, waardoor ze nuttig zijn voor handgrepen of glijdende onderdelen.
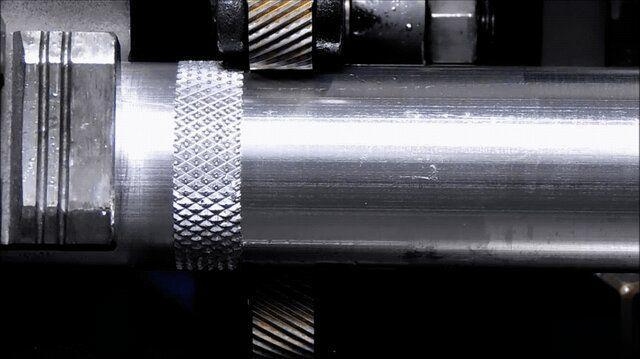
Diamant kartels
Diamant karteling is het meest voorkomende patroon. Het vormt een kriskras van ribbels, waardoor kleine diamantvormige pieken ontstaan. Dit ontwerp biedt uitstekende grip, zelfs op olieachtige of natte oppervlakken. Gereedschap, knoppen en machinehendels hebben vaak diamantkartels omdat ze de functie in evenwicht brengen met een strakke, professionele uitstraling.
Kruiskartel
Kruiskartel lijkt op diamantkartel maar heeft diepere, meer uitgesproken snijpunten. De overlappende ribbels creëren een textuur die stevig vastzit in de greep van de gebruiker of een ander oppervlak. Dit patroon is ideaal voor zware toepassingen waarbij uitglijden een veiligheidsrisico kan vormen. Het werkt ook goed voor onderdelen die een sterk tactiel gevoel nodig hebben.
Spiraalvormige karteling
Helische karteling produceert schuine ribbels die spiraalsgewijs rond het werkstuk draaien. In tegenstelling tot rechte of diamantpatronen geeft het een continue draai aan het oppervlak. Dit patroon wordt vaak gebruikt op decoratieve onderdelen of onderdelen die een gerichte beweging vereisen. Het kan ook zorgen voor gecontroleerde wrijving voor draaiende of ingeschroefde onderdelen.
Gereedschap voor kartelen
Voor kartelen zijn specifieke gereedschappen nodig om patronen in een werkstuk te drukken of te snijden. Elk type dient een ander doel. De keuze van het juiste gereedschap zorgt voor schone, consistente resultaten.
Kartelwielen
Kartelwieltjes zijn rollen van gehard staal met gegraveerde patronen. Ze maken rechte, ruitvormige of spiraalvormige ontwerpen. Wielen zijn verkrijgbaar in verschillende steken en diameters zodat gebruikers het gereedschap kunnen afstemmen op het werkstuk. Het juiste wiel voorkomt dubbele sporing en produceert scherpe, gelijkmatige ribbels.
Gereedschapshouders voor kartelen
Gereedschapshouders houden de wielen stevig vast en uitgelijnd met het werkstuk. Een stabiele houder vermindert trillingen en behoudt de nauwkeurigheid van het patroon. Ze passen op verschillende draaibankopstellingen, van ontwerpen met één wiel tot ontwerpen met meerdere wielen. De juiste uitlijning van de houder is essentieel voor een nauwkeurige krul.
Verstelbaar en snelwissel kartelgereedschap
Met de verstelbare kartelgereedschappen kunnen operators de druk en uitlijning nauwkeurig afstellen, waardoor defecten worden voorkomen. Met snelwisselgereedschap kan sneller worden gewisseld tussen patronen of steek, wat insteltijd bespaart. Deze gereedschappen verbeteren de efficiëntie, vooral in productieomgevingen waar meerdere soorten kartels nodig zijn.
Gespecialiseerde kartelhulpstukken
Voor sommige klussen is meer nodig dan standaard gereedschap. Gespecialiseerde hulpstukken zijn gemaakt voor CNC-machines of ongebruikelijke vormen. Ze verwerken complexe patronen, diepere zaagsneden of grote volumes met precisie. Deze hulpstukken breiden de mogelijkheden uit, van functionele press-fit texturen tot gedetailleerde decoratieve afwerkingen.

De juiste kartelparameters kiezen
De juiste parameters maken het verschil tussen een scherpe, gelijkmatige krul en een vervormde krul. Spoed, snelheid, voeding en materiaaleigenschappen hebben allemaal invloed op het eindresultaat.
Keuze van standplaats
De steek is de afstand tussen de ribbels op het kartelwiel. De steek moet overeenkomen met de diameter van het werkstuk om dubbele sporing te voorkomen, waarbij patronen elkaar overlappen en ongelijke ribbels vormen. Als richtlijn gebruiken assen met een kleine diameter van minder dan 20 mm vaak een steek van 0,5-1 mm, terwijl grotere diameters van meer dan 50 mm een steek van 1,5-2 mm kunnen gebruiken.
Snelheid en aanvoersnelheid
De snelheid en voeding van de draaibank bepalen hoe het patroon zich vormt. Voor stalen of roestvrijstalen assen zijn typische spindelsnelheden 50-150 tpm, terwijl zachtere metalen zoals aluminium 200-400 tpm kunnen bereiken. De voedingssnelheid is meestal 0,05-0,2 mm per omwenteling, afhankelijk van de hardheid van het materiaal.
Materiaal Overwegingen
Verschillende metalen reageren verschillend onder druk. Zachte en buigzame materialen, zoals messing of aluminium, vormen duidelijke kartels met minder kracht. Hardere materialen, zoals roestvrij staal, vereisen een hogere druk of snijdende karteling om een duidelijk patroon te krijgen.
Voordelen van kartelen
Kartelen wordt veel gebruikt omdat het zowel functie als stijl toevoegt aan een onderdeel. Het proces biedt duidelijke voordelen die de prestaties, bruikbaarheid en het uiterlijk verbeteren zonder aanzienlijke kosten.
Verbeterde grip en functionaliteit
Het belangrijkste voordeel van karteling is een betere grip. Gladde oppervlakken kunnen wegglijden, vooral bij gereedschap, handgrepen of machineknoppen. Karteling creëert verhoogde ribbels die gebruikers meer controle geven, zelfs met vette of natte handen. Het helpt ook bij perspassende assemblages door de asdiameter iets te vergroten, waardoor een stevige mechanische verbinding ontstaat zonder lijm.
Verbeterd esthetisch uiterlijk
Kartelen is niet alleen functioneel, het verbetert ook het uiterlijk. Patronen zoals diamant of spiraal geven onderdelen een gepolijste, gedetailleerde textuur. Veel industrieën gebruiken gekartelde afwerkingen om onderdelen er hoogwaardig uit te laten zien en ze toch praktisch te houden.
Kosteneffectieve aanpassing van het oppervlak
In vergelijking met andere oppervlaktebehandelingen is kartelen snel en betaalbaar. Er zijn geen coatings, chemicaliën of complexe processen voor nodig. Met het juiste gereedschap en de juiste instellingen kunnen fabrikanten snel consistente resultaten produceren, zelfs voor grote batches.
Nadelen van kartelen
Hoewel kartelen veel voordelen heeft, zijn er ook enkele beperkingen. Als je deze begrijpt, kunnen ingenieurs en fabrikanten beter plannen.
Slijtage en onderhoud van gereedschap
Kartelwerktuigen worden blootgesteld aan hoge druk, wat na verloop van tijd slijtage veroorzaakt. Versleten rollen kunnen ondiepe of ongelijke patronen creëren. Regelmatig inspecteren, slijpen of vervangen is nodig om de kwaliteit constant te houden. Dit brengt extra kosten en productiestilstand met zich mee.
Materiaal vervorming
Kartelen werkt door materiaal te verplaatsen, wat een probleem kan zijn voor dunne of broze onderdelen. Te veel druk kan verbuiging, barsten of vervorming veroorzaken. Delicate onderdelen moeten voorzichtig worden ingesteld of er zijn alternatieve methoden nodig om schade te voorkomen.
Slechte oppervlakteafwerking
Gekartelde oppervlakken zijn van nature ruw. Hoewel dit functioneel is, voldoet het niet voor elke toepassing aan esthetische of tolerantie-eisen. Sommige producten hebben extra afwerking nodig, zoals polijsten of coating.
Beperkte precisie
Kartelen is uitstekend voor grip en decoratie, maar niet ideaal voor exacte afmetingen. Het proces verandert de diameter van het werkstuk lichtjes, waardoor het ongeschikt is voor onderdelen die strakke toleranties of exacte pasvormen vereisen zonder extra bewerkingen.
Tips voor de beste kartelafwerking
Het maken van een zuivere en consistente krul vereist aandacht voor detail. Deze tips helpen om sterke, precieze en visueel aantrekkelijke patronen te maken.
Juiste gereedschapsselectie
Kies eerst het juiste kartelgereedschap. Het patroon - recht, diamant, kruis of spiraalvormig - moet passen bij de functie van het onderdeel. De diameter en spoed van het gereedschap moeten bij het werkstuk passen om overlappende of ongelijke ribbels te voorkomen. Gebruik voor hardere metalen snijgereedschap om vervorming te voorkomen. Het juiste gereedschap zorgt voor een scherpe, gelijkmatige karteling vanaf de eerste snede.
De juiste snelheid en aanvoersnelheid instellen
Stel de snelheid en voeding van de draaibank in voor het materiaal en het gereedschap. Te snel en de rollen kunnen wegglijden, waardoor ondiepe of ongelijke randen ontstaan. Te langzaam en het materiaal kan scheuren. De aanzet beïnvloedt zowel de diepte als de afstand. Een constante, uitgebalanceerde snelheid en voeding produceren schone, goed gedefinieerde patronen langs het hele onderdeel.
Geleidelijk druk uitoefenen
Druk is de sleutel tot het vormen van een goede krul. Oefen langzaam druk uit zodat het materiaal goed in de ribbels vloeit. Te veel druk kan het oppervlak vervormen of scheuren, terwijl te weinig druk kan leiden tot wegglijden. Geleidelijke, consistente druk zorgt voor een stevige, gelijkmatige textuur.
De juiste uitlijning handhaven
Houd het gereedschap loodrecht op het werkstuk. Verkeerde uitlijning kan schuine of vervormde patronen veroorzaken. Controleer en stel de gereedschapshouder af voordat je begint. Een juiste uitlijning voorkomt defecten en zorgt voor herhaalbare resultaten.
Bedieningsdiepte kartel
Diepte beïnvloedt zowel de grip als het uiterlijk. Te ondiep en de grip is zwak; te diep en het materiaal kan vervormen of verzwakken. Controleer de voortgang zorgvuldig, pas de druk aan en voer zo nodig bij. Het gebruik van proefstukken helpt om de juiste diepte in te stellen voor de volledige productie.
Smering
Smeermiddel vermindert hitte en wrijving, beschermt het werkstuk en gereedschap, verlengt de levensduur van het gereedschap en voorkomt scheuren in het oppervlak. Lichte oliën of snijvloeistoffen werken goed voor zachtere metalen zoals aluminium of messing. Voor hardere metalen helpen hoogwaardige snijvloeistoffen om een soepele materiaalstroom en scherpe snijkanten te behouden.
Conclusie
Kartelen is een proces waarbij verhoogde patronen worden gemaakt op metalen oppervlakken om de grip, assemblage en het uiterlijk te verbeteren. Het maakt gebruik van gespecialiseerde gereedschappen zoals kartelwieltjes en houders om rechte, ruitvormige, kruisvormige of spiraalvormige patronen te maken. De kwaliteit van een kartel is afhankelijk van factoren zoals de keuze van het gereedschap, de voeding en snelheid, het type materiaal en de uitlijning.
Als je de grip en afwerking van je onderdelen wilt verbeteren, neem vandaag nog contact met ons op om je kartelbehoeften te bespreken en een oplossing op maat voor je project te krijgen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
